1
Известный станок для двусторонней фуговки клепок, включающий станину, опорный стол, механизм резания, транспортирующее устройство с упорами и верхние прижимы, не обеспечивает высокой производительности.
Для повыщепия производительности предлагаемый станок снабжен боковыми прижимными приспособлениями, выполненными с щарнирпой поднружинепной планкой, а на каждо.м верхнем прижиме установлен башмак.
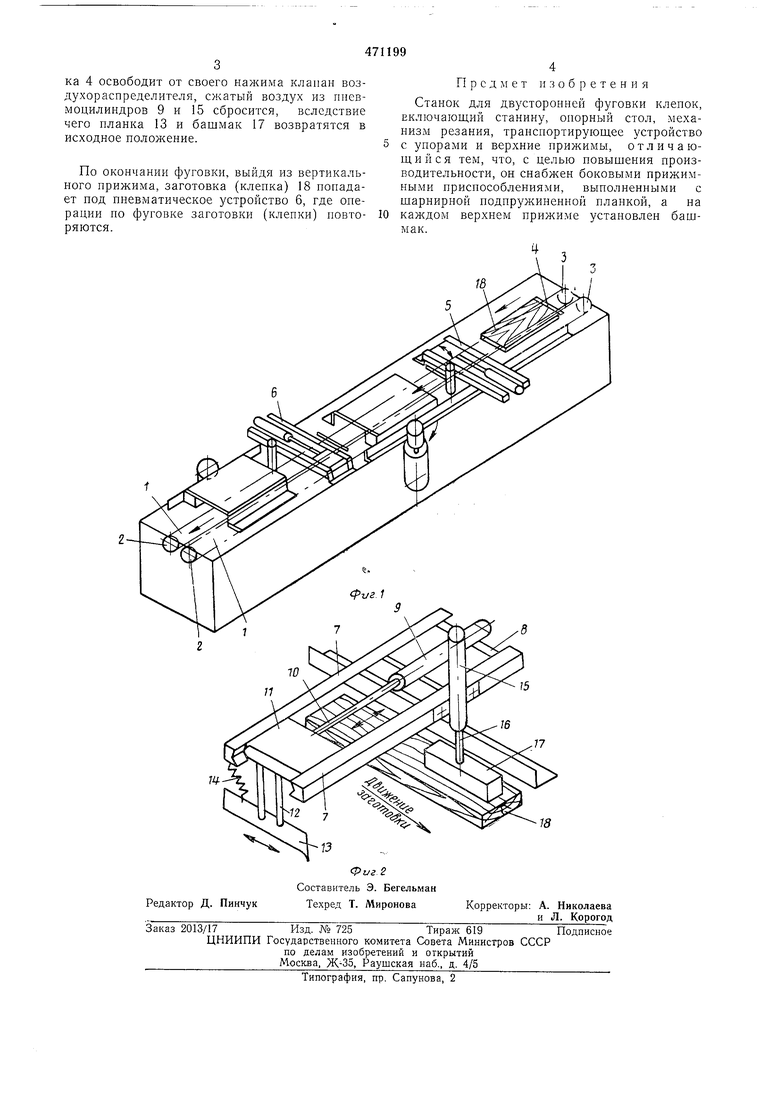
На фиг. 1 изображен станок, общий вид; на фиг. 2 - пневматическое занчимпое устройство, общий вид.
Правый и левый цепные транспортеры 1 смонтированы на станине станка параллельно один другому так, что их ведущие звездочки 2 и ведомые звездочки 3 расположены сооспо.
К цепям транспортеров 1 жестко прикреплены упорные планки 4 для продольного перемещения обрабатываемых дощечек (клепок) .
Перед вертикальными подпружиненными прижимами на станине смонтированы жестко прикрепленные к ней пневматические устройства 5 и 6 для прижима дощечек (клепок): первое - к левой, второе - к правой направляющей линейкам, а также для вертикального прижима дощечек к столу. Каждое из устройств 5 и б содержит две параллельные одна другой горизонтальные направляющие 7, между которыми на равных расстояниях от них и нараллельно им к л естко соединенной с ними поперечине 8 прикреплен пневмоцилиндр 9. К щтоку 10 пневмоцилиндра 9 жестко присоединен ползун 11, к которому на шарнире 12 подвешена планка 13, соединенная с пружиной 14, другим концом прикрепленной к
направляющей 7. К наружной грани направляющей 7 л естко прикреплен вертикал1)Пый пневматический цилиндр 15. к штоку 16 которого также жестко прикреплен башмак 17 для прижима дощечки (клепки) 18 к столу станка.
Станок работает следующим образом.
Клепка 18, задний торец которой упирается в планку 4, передвигается транспортерами 1 иод пневматическое устройство 5, причем взаимодействует с клапапо.м (на чертеже не показан), вызывающим поступление сжатого воздуха в пневмоцилиндр 9, который прижимает клепку 18 плапкой 13 к левой направляющей линейке стайка. Затем планка 4 таким же путем вызывает поступлепие сжатого
воздуха в пневмоцилиндр 15, срабатывание которого создает вертикальный п)ижим клепки 18 к столу станка. Когда клепка 18 войдет внутрь имеющегося в станке-прототипе вертикального прижима и вступит во взаимодействие с левой ножево головкой станка, план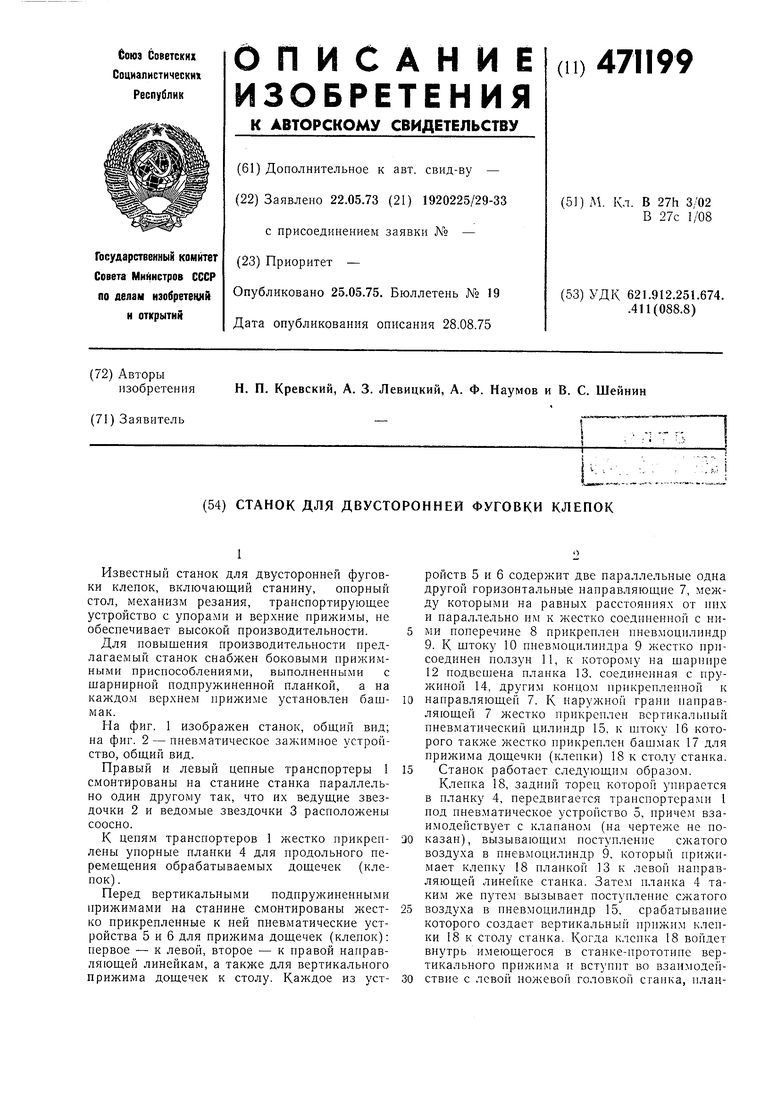
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК | 2006 |
|
RU2322339C2 |
| Станок для сборки остовов бочек | 1989 |
|
SU1703458A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Станок для разборки торцовых стенок деревянных ящиков | 1987 |
|
SU1493475A2 |
| Донносшивной станок | 1989 |
|
SU1754450A1 |
| Станок для обработки столярных изделий | 1977 |
|
SU791527A1 |
| Донносшивной станок | 1989 |
|
SU1765001A1 |
| СТАНОК ДЛЯ СБОРКИ ОСТОВОВ БОЧЕКОСЕСОЮЗНАЯ | 1971 |
|
SU304130A1 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Донносшивной станок | 1990 |
|
SU1765000A2 |
