Изобретение относится к области электрофизических методов обработки металлов, в частности к устройствам для упрочнения деталей машин электроискровым легированием.
Известно устройство для электроискрового легирования, содержащее источник питания и станок с узлом вращения детали и горизонтальным механизмом позиционирования, состоящим из узлов продольного и поперечного перемещения головки с вращающимся электродом-инструментом, установленным на каретке (Патент РФ №2146581, В23Н 9/00, опубликовано 2000.03.20).
Недостатком известного устройства является низкое качество получаемых поверхностей.
Наиболее близким по технической сущности и достигаемому результату является устройство для электроискрового легирования, содержащее источник питания, привод перемещения детали, механизм позиционирования, состоящий из узлов продольного и поперечного перемещения головки с вращающимся электродом-инструментом, установленным на каретке, и механизм механической обработки покрытия в виде диска, который имеет общую ось с электродом-инструментом (Патент РФ №2101145, В23Н 9/00).
Основным недостатком устройства является невысокое качество получаемого покрытия, так как механическая обработка выполняется пластическим деформированием нанесенного слоя, осуществляемым торцовой поверхностью диска, на который накладывают ультразвуковые колебания.
Технической задачей, на решение которой направлено предлагаемое изобретение, является повышение производительности и качества получаемого покрытия.
Поставленная задача решается тем, что в устройстве для электроискрового легирования, содержащем источник питания, привод перемещения детали, механизм позиционирования, состоящий из узлов продольного и поперечного перемещения головки с вращающимся электродом-инструментом, установленным на каретке, и механизм механической обработки покрытия в виде диска, который имеет общую ось с электродом-инструментом, согласно изобретению диск выполнен в виде абразивного инструмента, который установлен с возможностью вращения вокруг своей оси, при этом абразивный инструмент имеет кольцевую рабочую поверхность, а электрод-инструмент проходит через диск и расположен внутри кольцевой рабочей поверхности.
Выполнение диска в виде абразивного инструмента, который устанавливают с возможностью вращения вокруг своей оси, повышает скорость обработки детали (следовательно, производительность) и качество получаемого покрытия за счет интенсивного взаимодействия абразивного инструмента с поверхностью обрабатываемой детали по линейному контакту.
Выполнение абразивного инструмента с кольцевой рабочей поверхностью обеспечивает необходимое время затвердевания переносимых частиц материала электрода-инструмента до начала их механической обработки за счет нахождения частиц во внутреннем пространстве кольцевой поверхности.
Выполнение электрода-инструмента проходящим через диск и внутри кольцевой рабочей поверхности позволяет реализовать заявляемое устройство с повышением производительности и качества получаемого покрытия.
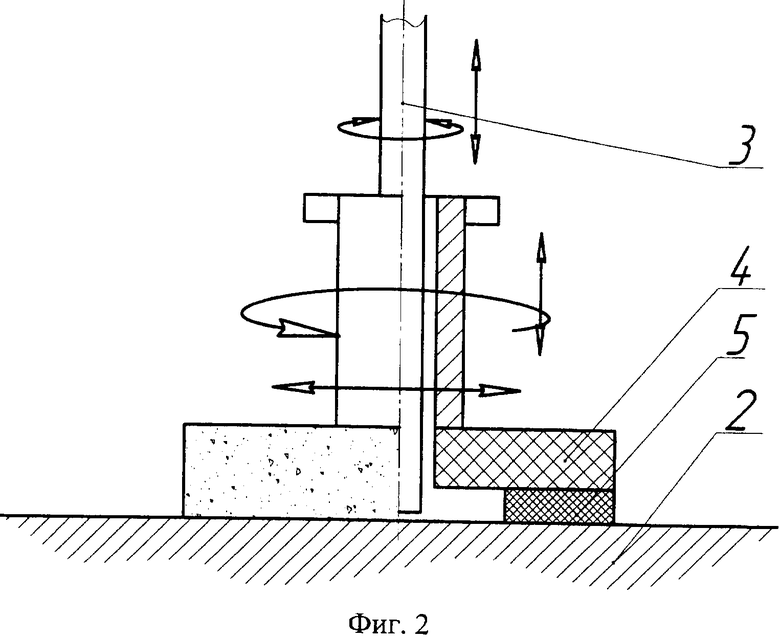
Сущность изобретения поясняется чертежами, где на фиг.1 показана схема работы устройства для электроискрового легирования на вращающейся поверхности и на фиг.2 - то же на плоской поверхности.
Устройство содержит источник питания (не показан), привод 1 перемещения (например, вращения, см. фиг.1) детали 2 и механизм позиционирования (известной конструкции), состоящий из узлов продольного и поперечного перемещения головки с вращающимся электродом-инструментом 3, установленным на каретке, и межанизм обработки покрытия, выполненный в виде абразивного инструмента - диска 4, который установлен с возможностью вращения вокруг своей оси. Ось вращения электрода-инструмента 3 имеет общую ось с диском 4. При этом электрод-инструмент 3 проходит через диск 4 и расположен внутри кольцевой рабочей поверхности 5. Вращение диска 4 осуществляют приводом известной конструкции (не показаны).
Устройство работает следующим образом.
После включения устройства в сеть через источник питания приводится в движение механизм позиционирования, который посредством каретки выводит головку с вращающимся электродом-инструментом 3 на вращающуюся деталь 2, см. фиг.2 (либо на плоскую деталь 2 с поступательным движением, см. фиг.2). По достижении необходимого межэлектродного расстояния до поверхности детали 2 происходит полярный перенос материала электрода-инструмента 3 под действием электрического разряда. Затем электрода-инструмент 3 начинает движение от детали 2, на поверхности которой остается прочно с ней соединенный слой материала электрода-инструмента. Одновременно кольцевая рабочая поверхность 5 касается полученного покрытия детали 2 и посредством вращения обрабатывает легированный слой. Режим работы устройства устанавливают экспериментально из условий обеспечения высокой прочности сцепления легированного слоя с деталью 2 и необходимой шероховатостью поверхности обрабатываемой детали 2 посредством абразивного инструмента - диска 4. Из-за наличия кольцевой рабочей поверхности 5 обеспечивается необходимое время затвердевания переносимых частиц материала электрода-инструмента 3 (за счет нахождения их внутри кольца) перед локальной механической обработкой абразивным инструментом, что повышает производительность и качество поверхности.
Таким образом, предлагаемое устройство позволяет повысить производительность и качество получаемого покрытия за счет интенсификации процесса нанесения, механической обработки легированного покрытия и выбранного конструктивного решения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2008 |
|
RU2393067C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1998 |
|
RU2146581C1 |
| ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ ЛОКАЛЬНОЙ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2527108C2 |
| ГЕНЕРАТОР ИМПУЛЬСОВ ТЕХНОЛОГИЧЕСКОГО ТОКА ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2009 |
|
RU2429953C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2016 |
|
RU2629139C1 |
| Устройство для электроискрового легирования | 1975 |
|
SU577112A1 |
| Способ электроискрового нанесения покрытий и устройство для его осуществления | 2017 |
|
RU2679160C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2011 |
|
RU2484180C2 |
| Устройство для электроискрового легирования | 1977 |
|
SU896837A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2072282C1 |
Изобретение относится к области электрофизических методов обработки металлов, в частности к устройствам для упрочнения деталей машин электроискровым легированием. Устройство содержит источник питания, привод перемещения детали, механизм позиционирования, состоящий из узлов продольного и поперечного перемещения головки с вращающимся электродом-инструментом, установленным на каретке, и механизм механической обработки покрытия в виде диска, который имеет общую ось с электродом-инструментом. Диск выполнен в виде абразивного инструмента, который установлен с возможностью вращения вокруг своей оси, при этом абразивный инструмент имеет кольцевую рабочую поверхность, а электрод-инструмент проходит через диск и расположен внутри кольцевой рабочей поверхности. Изобретение позволяет повысить производительность и качество получаемого покрытия. 2 ил.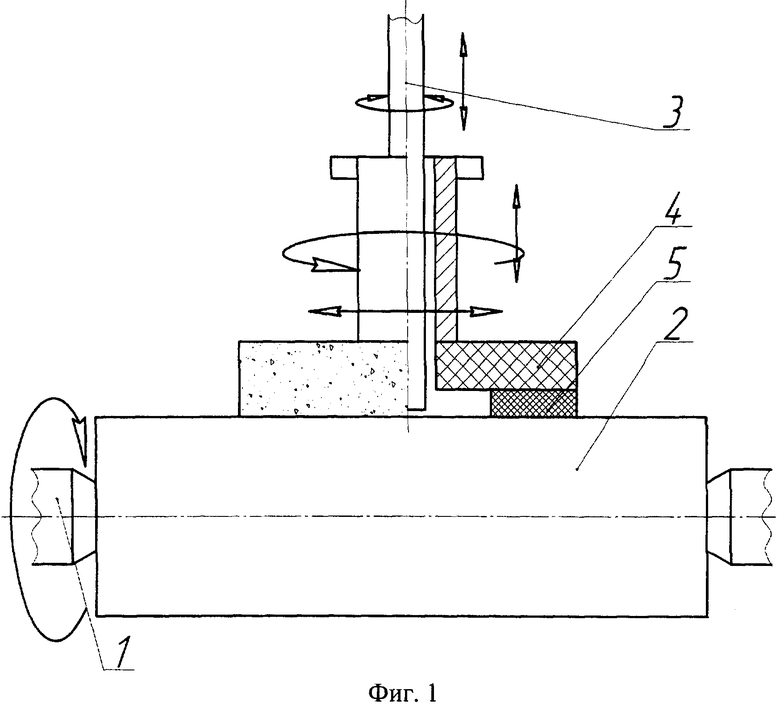
Устройство для электроискрового легирования детали, содержащее источник питания, привод перемещения детали, механизм позиционирования, состоящий из узлов продольного и поперечного перемещения головки с вращающимся электродом-инструментом, установленным на каретке, и механизм механической обработки покрытия в виде диска, который имеет общую ось с электродом-инструментом, отличающееся тем, что диск выполнен в виде абразивного инструмента, который установлен с возможностью вращения вокруг своей оси, при этом абразивный инструмент имеет кольцевую рабочую поверхность, а электрод-инструмент проходит через диск и расположен внутри кольцевой рабочей поверхности.
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1998 |
|
RU2146581C1 |
| Устройство для электроискрового легирования | 1975 |
|
SU577112A1 |
| JP 59161235 A, 12.09.1984. | |||

