Изобретение относится к области обработки металла давлением, а точнее к трубоэлектросварочному производству, и может быть использовано как при проектировании новых, так и при модернизации работающих четырехвалковых клетей формовочных и профильно-калибровочных станов.
В трубоэлектросварочном производстве с каждым годом возрастает потребность в расширении сортамента сварных труб (расширение диапазона размеров цилиндрических и профильных труб, толщин стенок и использование сталей с более высокими служебными свойствами) и повышении качества труб в части повышения точности геометрических размеров, улучшения структуры и повышения механической прочности зоны продольного сварного шва.
Это обусловлено как повышением в трубопроводах из сварных труб давления и количества агрессивных элементов транспортируемой среды (нефть, газ и их продукты), так свойствами среды их размещения (морская вода, болота, вечная мерзлота).
Известна формовочная клеть трубопрофильного стана, см. а.с. СССР №1098605, М. кл. В21С 37/08, заявл. 26.06.81 г., опубл. 23.06.84 г.
Клеть содержит установленные в станине горизонтальные валки с механизмом радиальной регулировки и размещенные в корпусах вертикальные валки с механизмами осевой и радиальной регулировок. Кроме того, она снабжена узлами осевой регулировки горизонтальных валков, каждый из которых выполнен в виде укрепленных на станине направляющих с размещенной в них подвижной планкой и связанного с ней механизма осевой регулировки.
Недостаток этой клети заключается в том, что механизмы осевой регулировки горизонтальных валков в значительной степени усложняют конструкцию клети и уменьшают ее жесткость, а следовательно, и качество изготовления сварных труб.
Ручная радиальная и осевая регулировка горизонтальных и вертикальных валков увеличивает время перевалок технологического инструмента (валков) при переходе на другой типоразмер и снижает точность положения валков, что отрицательно сказывается на качестве изготовления сварных труб, особенно малых партий.
С учетом часто встречающегося в трубоэлектросварочном производстве выпуска труб небольшими партиями становится актуальным время перевалок оборудования агрегата для получения труб другого типоразмера.
Из известных формовочных клетей трубопрофильного стана наиболее близкой по технической сущности является клеть, описанная в а.с. СССР №623606, М. кл. В21С 37/06, В21В 13/10, заявл.20.09.76 г., опубл. 15.09.78 г.
Эта клеть содержит установленные в станине горизонтальные валки с механизмами радиальной регулировки, подушками и упругими средствами, взаимодействующими с подпятниками нажимных винтов, размещенные в корпусах с фиксирующими крышками вертикальные валки с винтовыми механизмами их радиальной регулировки, гайки которых смонтированы в траверсах, закрепленных на торцах станины с возможностью вертикального перемещения и фиксации, и привод радиальной регулировки горизонтальных валков.
Недостаток известной конструкции формовочной клети трубопрофильного стана заключается в том, что невозможно точно контролировать в процессе смены технологического инструмента (валков) и в производстве сварных труб как положение горизонтальных и вертикальных валков, так и величины их радиальных технологических усилий, что отрицательно сказывается на сокращении времени перевалок технологического инструмента и на качестве сварных труб.
Вторым недостатком клети являются значительные габариты вертикальных валков по высоте и ширине, что приводит к увеличению габаритов горизонтальных валков и окон станины при новом проектировании клети и невозможности расширения ее технологических возможностей (увеличении диаметров и толщин стенок труб) при модернизации.
Задача настоящего изобретения состоит в создании формовочной клети трубопрофильного стана, позволяющей повысить качество сварных труб и сократить время на смену технологического инструмента (валков) при переходе на производство другого типоразмера за счет точности настройки горизонтальных и вертикальных валков.
Поставленная задача достигается тем, что формовочная клеть трубопрофильного стана, содержащая установленные в станине горизонтальные валки с механизмами радиальной регулировки в виде нажимных винтов, подушками и упругими средствами, взаимодействующими с подпятниками нажимных винтов, размещенные в корпусах с фиксирующими крышками вертикальные валки с винтовыми механизмами их радиальной регулировки, гайки которых смонтированы в траверсах, закрепленных на торцах станины с возможностью вертикального перемещения и фиксации, и привод радиальной регулировки горизонтальных валков, согласно изобретению снабжена металлическими пластинами, закрепленными на подпятниках нажимных винтов и торцах осей вертикальных валков, верхний горизонтальный валок снабжен датчиками давления, размещенными в торцевых углублениях, выполненных в его подушках и взаимодействующих с металлическими пластинами, закрепленными на подпятниках нажимных винтов, а каждое упругое средство верхнего горизонтального валка размещено в упомянутом углублении его подушки и выполнено в виде, по крайней мере, двух балок переменного сечения, разделенных по концам вставками, а каждый корпус вертикального валка снабжен размещенным в углублении, предусмотренным на его горизонтальном торце, упругим средством, выполненным аналогично упругому средству горизонтального валка, и датчиком давления, взаимодействующим с металлической пластиной, закрепленной на торце оси вертикального валка, кроме того, фиксирующая крышка вертикального валка выполнена единой с двумя вертикальными перемычками и четырьмя выступами. Кроме этого, привод радиальной регулировки верхнего горизонтального валка и винтовые механизмы регулировки вертикальных валков снабжены датчиками перемещения.
Такое конструктивное выполнение формовочной клети трубопрофильного стана обеспечит повышение качества сварных труб и сократит время на смену технологического инструмента (валков) при переходе на производство другого типоразмера.
Смонтированные на горизонтальных и вертикальных валках упругие элементы в виде балок переменного сечения, взаимодействующие через металлические пластины с датчиками давления, позволяют после предварительной установки валков осуществлять более точную их наладку, а в процессе производства труб с пульта управления агрегатом контролировать технологические радиальные усилия в валках всех клетей агрегата, что обеспечивает высокое качество выпускаемых сварных труб.
Кроме того, наличие упругих элементов в узлах валков предотвращает поломки их деталей при непредвиденных перегрузках. Конструктивное выполнение корпуса вертикального валка с единой крышкой для его фиксации с двумя вертикальными перемычками и четырьмя выступами уменьшает ширину окна станины, высоту корпуса и диаметры горизонтальных валков, что позволит повысить жесткость и увеличить качество сварных труб. Кроме того, при сохранении габаритов клети возможно расширение ее технологических возможностей.
Оснащение приводов радиального перемещения валков датчиками дает возможность более быстро и точно осуществлять их предварительную установку при переходе на другой типоразмер свариваемых труб.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
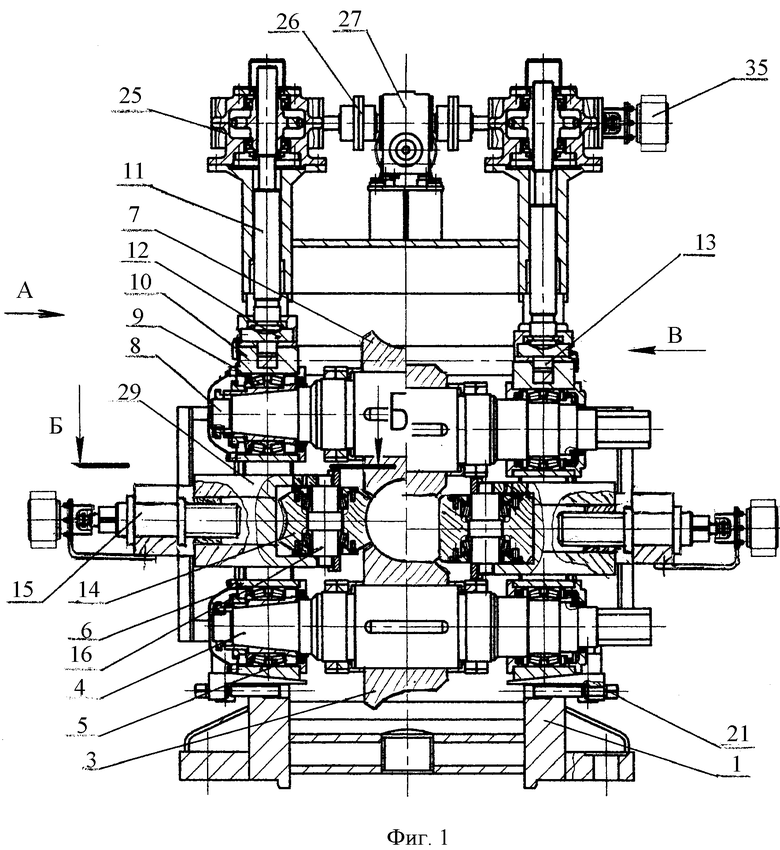
на фиг.1 изображена формовочная клеть трубопрофильного стана;
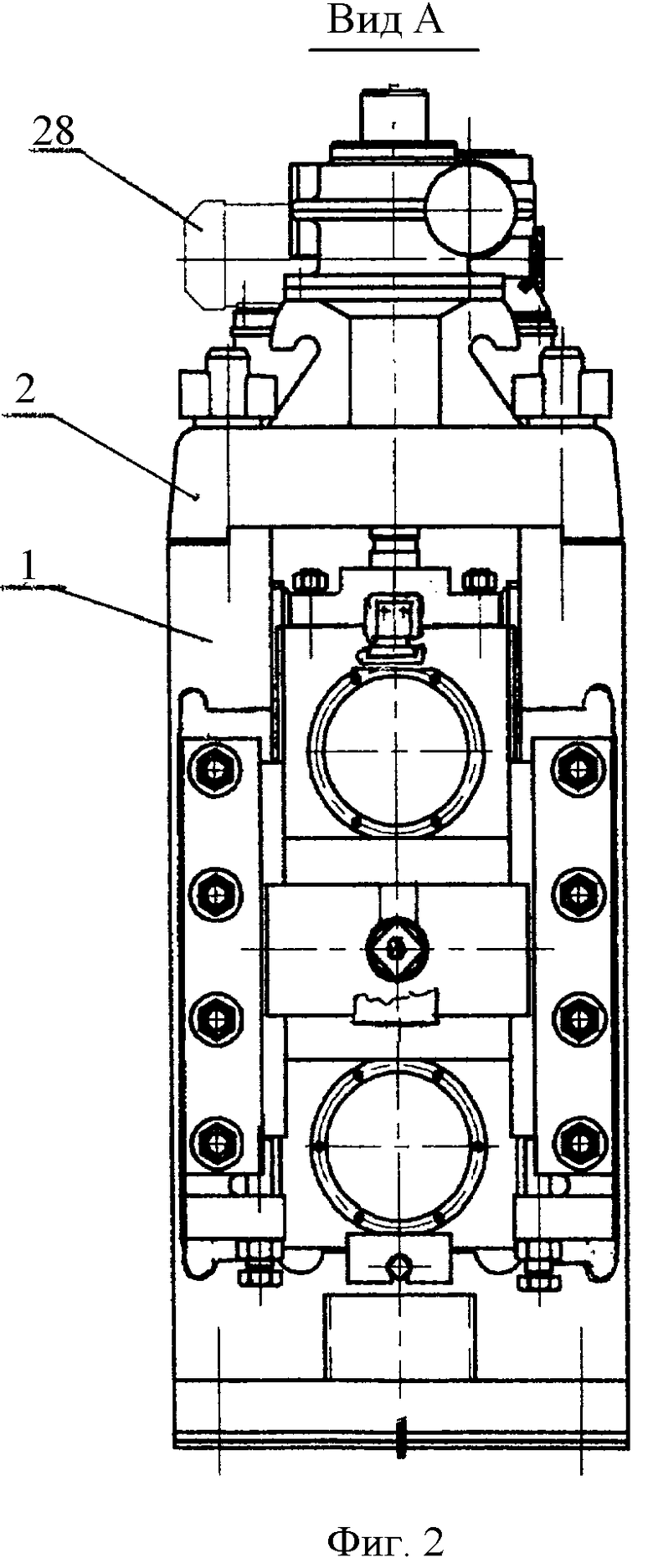
на фиг.2 - то же, вид по стрелке А на фиг.1;
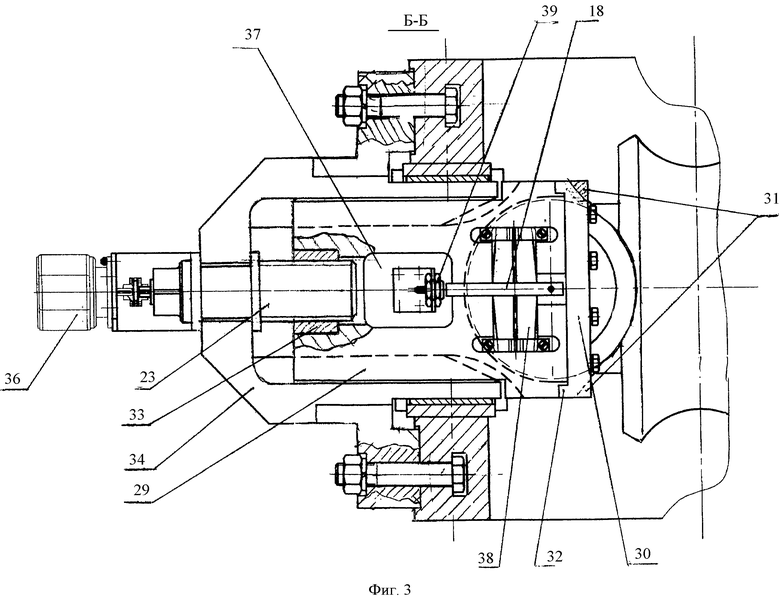
на фиг.3 - разрез Б-Б на фиг.1;
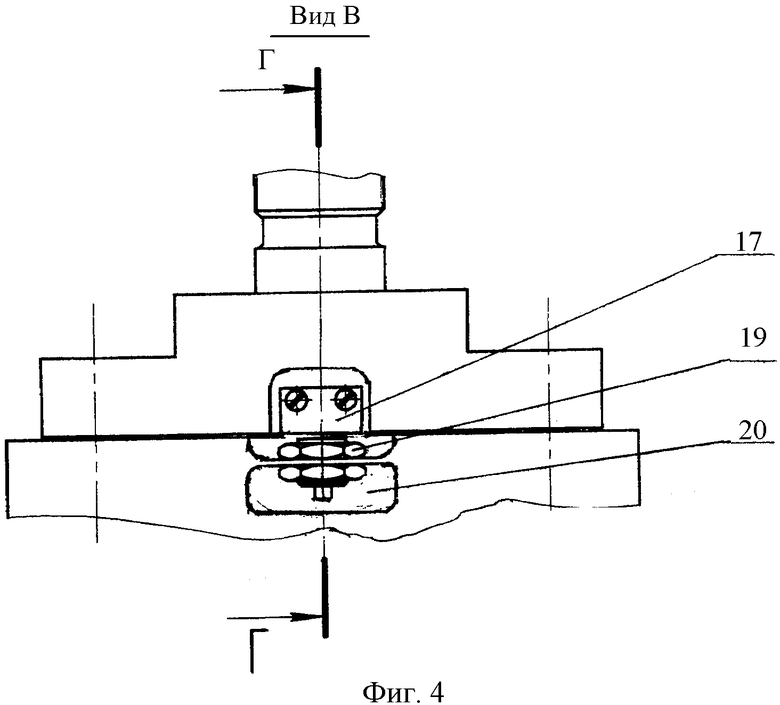
на фиг.4 - вид по стрелке В на фиг.1;
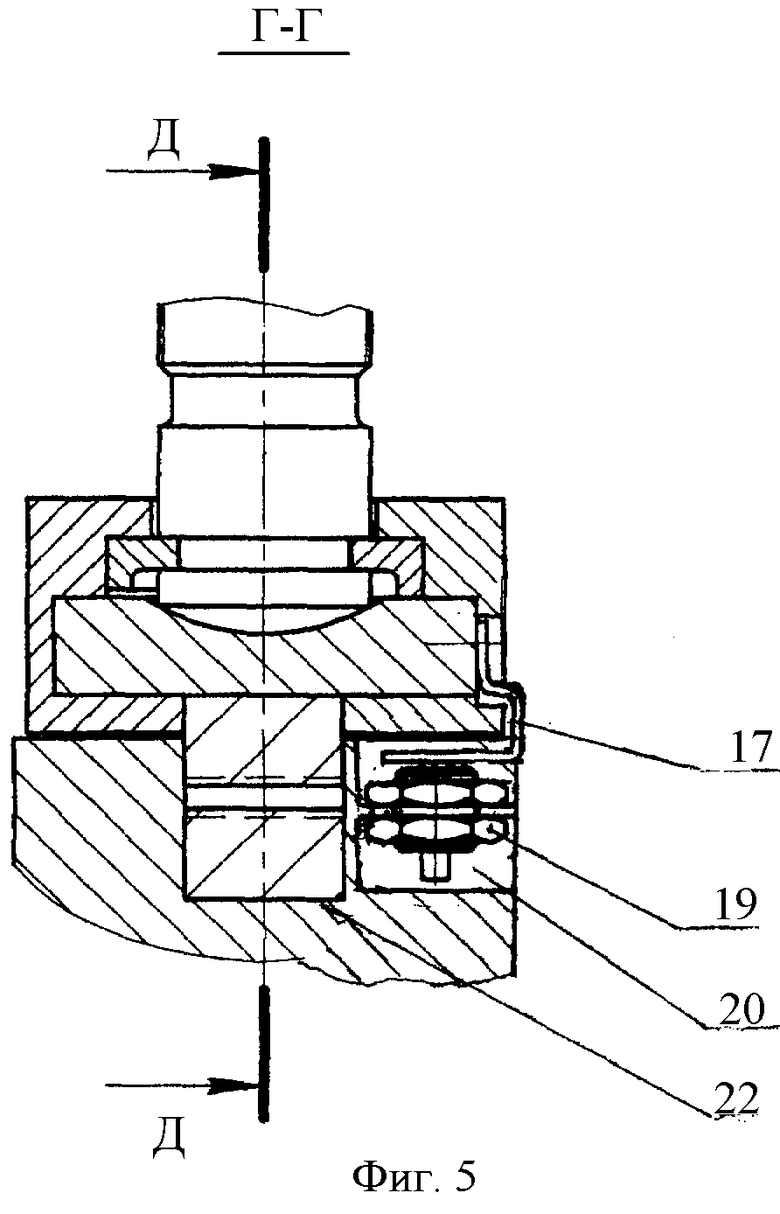
на фиг.5 - разрез Г-Г на фиг.4;
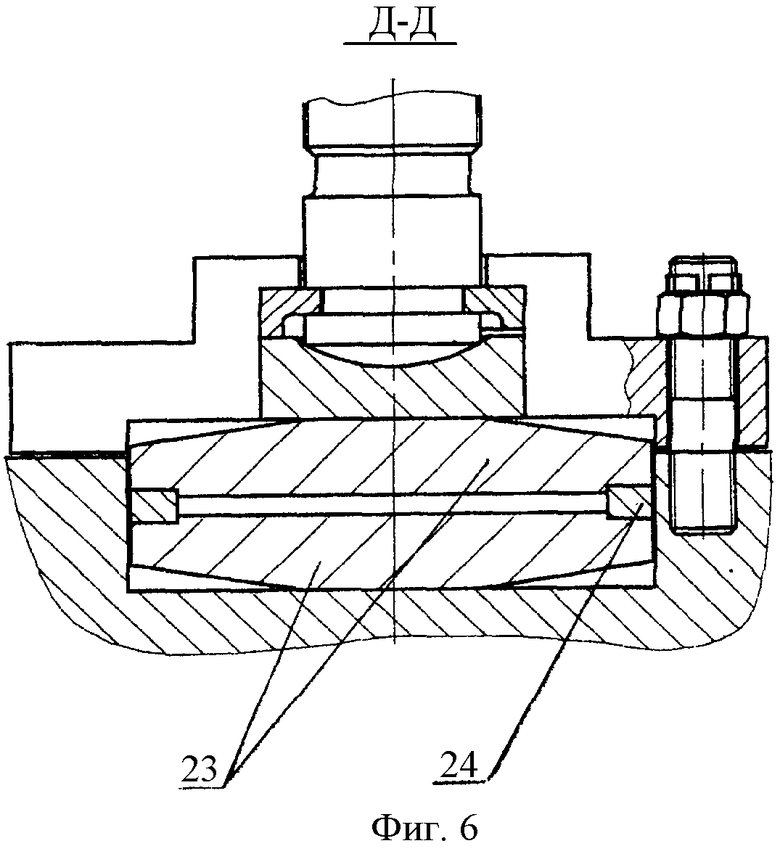
на фиг.6 - разрез Д-Д на фиг.5.
Формовочная клеть трубопрофильного стана содержит станину 1 с крышкой 2, нижний горизонтальный валок 3, установленный на валу 4 с подшипниками качения 5, размещенными в подушках 6; верхний горизонтальный валок 7, расположенный на валу 8 с подшипниками качения 9 и подушками 10, механизмы радиальной регулировки горизонтальных валков в виде нажимных винтов 11 с подпятниками 12, взаимодействующих с подушками 10 верхнего горизонтального валка через упругое средство 13, вертикальные валки 14 с винтовыми механизмами 15 их радиальной регулировки. На подпятниках 12 нажимных винтов 11 и на торцах осей 16 вертикальных валков 14 закреплены металлические пластины 17, 18. Верхний горизонтальный валок 7 снабжен датчиками давления 19, размещенными в торцевых углублениях 20, выполненных в его подушках 10 и взаимодействующих с металлическими пластинами 17. Подушки 6 нижнего горизонтального валка 3 установлены с возможностью регулировки по вертикали на клиновых механизмах 21.
Упругое средство 13 размещено в углублениях 22 верхних подушек 10 верхнего горизонтального валка 7 и выполнено, по крайней мере, из двух балок 23 переменного сечения, разделенных по концам вставками 24.
Привод радиальной регулировки горизонтальных валков включает червячные редукторы 25, которые через зубчатые муфты 26 соединены с раздаточным червячным редуктором 27 и с электродвигателем 28. Вертикальные валки 14 смонтированы в корпусах 29 с фиксирующими крышками 30, каждая из которых выполнена единой с двумя вертикальными перемычками 31 и четырьмя выступами 32, и имеют винтовые механизмы 15 их радиальной регулировки. Гайки 33 винтовых механизмов 15 для предотвращения поворота вертикальных валков в плоскости их осей смонтированы в траверсах 34, закрепленных на торцах станины 1 с возможностью вертикального перемещения и фиксации.
Приводы радиальной регулировки верхнего горизонтального валка и вертикальных валков снабжены датчиками перемещений 35, 36.
Каждый корпус 29 вертикального валка 14 снабжен размещенным в углублении 37, предусмотренным на его горизонтальном торце, упругим средством 38, выполненным аналогично упругому средству 13 верхнего горизонтального валка 7, и датчиком давления 39, взаимодействующим с металлической пластиной 18, закрепленной на торце оси 16 вертикального валка 14.
Настройка валков формовочной клети осуществляется следующим образом.
С помощью нажимных винтов 11 привода радиальной регулировки устанавливают верхний горизонтальный валок 7 до требуемого размера калибра по высоте, контролируемого с помощью датчика перемещения 35.
Передвижением траверс 34 по высоте выставляют ось калибра вертикальных валков 14 по оси калибра, образованного горизонтальными валками 3 и 7. Винтовыми механизмами 15 перемещают вертикальные валки 14 по ширине до установки требуемого калибра, контролируемого с помощью датчиков перемещения 36. Смонтированные в углублениях 22 подушек 10 горизонтального валка 7 балки переменного сечения 23 упругих средств 13 при работе клети под действием усилия формовки деформируются и, взаимодействуя металлическими пластинами 17, закрепленными на подпятниках 12, с датчиками давления 19, позволяют точно контролировать силовые параметры формовки горизонтальных валков.
Аналогично датчики давления 39, смонтированные в углублениях 37 корпусов 29, взаимодействуя с упругими средствами 38, установленными в корпусах 29, через металлические пластины 18, закрепленные на торцах осей 16 вертикальных валков 14, позволяют контролировать силовые параметры формовки вертикальных валков.
В обоих случаях это позволяет корректировать процесс формовки при работе клети. Жесткость корпусов 29 обеспечивают фиксирующие крышки 30 с уступами 32, берущими корпуса 29 «в замок».
Предложенная формовочная клеть трубопрофильного стана по сравнению с известными позволит повысить качество сварных труб и сократить время на смену технологического инструмента при переходе на производство труб другого типоразмера за счет точности настройки горизонтальных и вертикальных валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422225C2 |
| ТРУБОСВАРОЧНАЯ КЛЕТЬ | 2009 |
|
RU2392076C1 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
| ЧЕТЫРЕХВАЛКОВАЯ КАЛИБРОВОЧНАЯ КЛЕТЬ | 2010 |
|
RU2450874C2 |
| КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 2009 |
|
RU2420366C2 |
| ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО КЛЕТИ ПРОКАТНОГО ИЛИ ТРУБОСВАРОЧНОГО СТАНОВ | 2005 |
|
RU2288796C2 |
| Формовочная клеть трубопрофильного стана | 1981 |
|
SU1098605A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ УСИЛИЙ И НАСТРОЙКИ КАЛИБРОВ ВАЛКОВ КЛЕТЕЙ ТРУБОЭЛЕКТРОСВАРОЧНОГО АГРЕГАТА | 2011 |
|
RU2477189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
Изобретение относится к трубосварочному производству, а точнее к формовочным клетям трубопрофильного стана. Формовочная клеть содержит установленные в станине горизонтальные валки с механизмами радиальной регулировки в виде нажимных винтов, подушками и упругими средствами, взаимодействующими с подпятниками нажимных винтов, размещенные в корпусах с фиксирующими крышками вертикальные валки с винтовыми механизмами их радиальной регулировки, гайки которых смонтированы в траверсах, закрепленных на торцах станины с возможностью вертикального перемещения и фиксации, и привод радиальной регулировки горизонтальных валков. На подпятниках нажимных винтов и торцах осей вертикальных валков закреплены металлические пластины, верхний горизонтальный валок снабжен датчиками давления, размещенными в торцевых углублениях, выполненных в его подушках и взаимодействующих с металлическими пластинами, закрепленными на подпятниках нажимных винтов. Каждое упругое средство верхнего горизонтального валка размещено в упомянутом углублении его подушки и выполнено в виде, по крайней мере, двух балок переменного сечения, разделенных по концам вставками. Изобретение позволяет повысить качество сварных труб и сократить время на смену технологического инструмента при переходе на производство другого типоразмера за счет точности настройки горизонтальных и вертикальных валков. 1 з.п. ф-лы, 6 ил.
1. Формовочная клеть трубопрофильного стана, содержащая установленные в станине горизонтальные валки с механизмами радиальной регулировки в виде нажимных винтов, подушками и упругими средствами, взаимодействующими с подпятниками нажимных винтов, размещенные в корпусах с фиксирующими крышками вертикальные валки с винтовыми механизмами их радиальной регулировки, гайки которых смонтированы в траверсах, закрепленных на торцах станины с возможностью вертикального перемещения и фиксации, и привод радиальной регулировки горизонтальных валков, отличающаяся тем, что она снабжена металлическими пластинами, закрепленными на подпятниках нажимных винтов и торцах осей вертикальных валков, верхний горизонтальный валок снабжен датчиками давления, размещенными в торцевых углублениях, выполненных в его подушках и взаимодействующих с металлическими пластинами, закрепленными на подпятниках нажимных винтов, а каждое упругое средство верхнего горизонтального валка размещено в упомянутом углублении его подушки и выполнено в виде, по крайней мере, двух балок переменного сечения, разделенных по концам вставками, а каждый корпус вертикального валка снабжен размещенным в углублении, предусмотренным на его горизонтальном торце, упругим средством, выполненным аналогично упругому средству горизонтального валка, и датчиком давления, взаимодействующим с металлической пластиной, закрепленной на торце оси вертикального валка, причем фиксирующая крышка вертикального валка выполнена единой с двумя вертикальными перемычками и четырьмя выступами.
2. Клеть по п.1, отличающаяся тем, что привод радиальной регулировки верхнего горизонтального валка и винтовые механизмы регулировки вертикальных валков снабжены датчиками перемещения.
| Клеть трубоформовочного стана | 1976 |
|
SU623606A1 |
| Формовочная клеть трубопрофильного стана | 1981 |
|
SU1098605A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОФОРМОВОЧНОГО СТАНА | 1992 |
|
RU2050996C1 |
| US 4118967 А, 10.10.1978. | |||

