Изобретение относится к области обработки металлов давлением, а точнее к оборудованию для производства цилиндрических и профильных сварных прямошовных труб, открытых и закрытых гнутых профилей.
Известно устройство для производства изделий из листового металла, описанное в патенте Франции №2263045, кл. B21C 37/08, заявл. 19.08.1974 г., опубл. 03.10.1975 г.
Это устройство содержит раму, станину, выполненную из 2-х корпусов и закрепленных в них щек с окнами, один из корпусов установлен с возможностью перемещения перпендикулярно горизонтальной оси, горизонтально установленные верхний рабочий валок, закрепленный своими шейками в подушках, и нижний рабочий валок, закрепленный своими шейками в расточках щек, нажимные механизмы радиального перемещения верхнего рабочего валка и средство для перевалки валков, выполненное в виде опоры, которая может подниматься и поворачиваться вокруг оси на 180° и поддерживает консольно установленные две противоположные пары валов с рабочими валками.
Недостаток известной конструкции устройства для производства изделий из листового металла заключается в том, что оно имеет недостаточную жесткость, обусловленную тем, что станина выполнена открытого типа с крышкой, а это снижает жесткость клети, а следовательно, и качество изделий. Кроме того, средство для перевалки валков очень громоздко, значительно увеличивает массу оборудования, а расположение его со стороны обслуживания затрудняет обслуживание оборудования.
Консольное расположение валков налагает ограничения на применение такой конструкции для работы с полосой большой ширины, например, для профилегибочных устройств или устройств для порезки рулонной ленты.
Из известных устройств для производства изделий их листового металла наиболее близким по технической сущности является устройство, описанное в патенте РФ №2188730, кл. B21D 5/06, B21C 37/08, заявл. 05.11.97 г., опубл. 10.09.2002 г.
Оно содержит раму, станину, выполненную из двух корпусов, один из которых имеет возможность перемещаться перпендикулярно горизонтальной оси устройства, и закрепленных на корпусах щек. В щеках выполнены окна и отверстия для размещения приводных горизонтальных и холостых вертикальных узлов валков. Верхние горизонтальные валки снабжены нажимными механизмами. Кроме того, устройство имеет средство для перевалки горизонтальных узлов валков в сборе.
Основной недостаток устройства - повышенная металлоемкость и трудоемкость изготовления, так как оно должно иметь сменный комплект горизонтальных и вертикальных узлов валков и, кроме того, каждая пара горизонтальных валков снабжена устройством для перевалки.
Станина из двух съемных корпусов резко снижает жесткость устройства, что отрицательно скажется на надежности оборудования и качестве изготавливаемых изделий.
Недостаток устройства заключается также в большом цикле времени перевалки каждой пары горизонтальных валков из-за большого количества ручных монтажных и демонтажных слесарных операций.
Задача настоящего изобретения состоит в создании устройства для производства изделий из листового металла, позволяющего уменьшить время перевалок, металлоемкость, трудоемкость, стоимость изготовления и повысить качество изготавливаемых изделий.
Поставленная задача достигается тем, что в устройстве для производства изделий из листового металла, содержащем раму, две щеки с окнами и цилиндрическими отверстиями для размещения приводных и неприводных горизонтальных валов с валками, подушками, подшипниками качения и неприводных вертикальных узлов валков и средство для перевалки валков, согласно изобретению, в раме со стороны привода горизонтальных валов выполнен продольный паз для крепления одной щеки, а вторая щека закреплена в продольных пазах предусмотренных, по крайней мере, двух несущих балок, имеющих возможность перемещения перпендикулярно продольным пазам с помощью средства для перевалок валков в выполненных в раме направляющих скольжения, при этом подшипники качения горизонтальных валов, расположенные во второй щеке, смонтированы на дистанционных втулках с внутренними коническими отверстиями, взаимодействующими с выполненными коническими концами горизонтальных валов, и закреплены посредством клиньев. Кроме того, средство для перевалки валков выполнено в виде размещенного на раме приводного вала с подшипниковыми опорами и реечных передач, шестерни которых смонтированы на приводном валу, а рейки закреплены в несущих балках.
Благодаря предусмотренной возможности выдвижения второй щеки с размещенными на ней элементами устройства выдвижения с помощью стационарно размещенного средства для перевалки валков на удобную для обслуживания позицию замены горизонтальных и вертикальных валков сокращается время для перевалки валков, металлоемкость, трудоемкость и стоимость изготовления.
В известном ранее устройстве каждая пара горизонтальных валов с валками (у нас их семь, см. фиг.2) снабжена перевалочным средством и перевалка осуществляется узлами вертикальных и горизонтальных валков. Следует отметить, что при производстве на устройстве, например, сварных труб диаметром до 40 мм из-за наибольшей компактности щек с элементами малого хода и ручной доступности для обслуживания вторая выдвинутая для перевалки щека остается на месте.
При большем диаметре свариваемых труб вторая щека с элементами электромостовым краном снимается и укладывается перед устройством для последующего демонтажа и монтажа валков.
Выполнение средства для перевалок валков, жесткое крепление первой щеки с элементами и жесткая фиксация второй щеки с элементами в поперечных пазах рамы семью парами горизонтальных валов клиновыми соединениями обеспечивают достаточную жесткость всего устройства и, как следствие, получение изделий высокого качества.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 - изображен вид спереди (со стороны обслуживания) на устройство для производства изделий из листового металла;
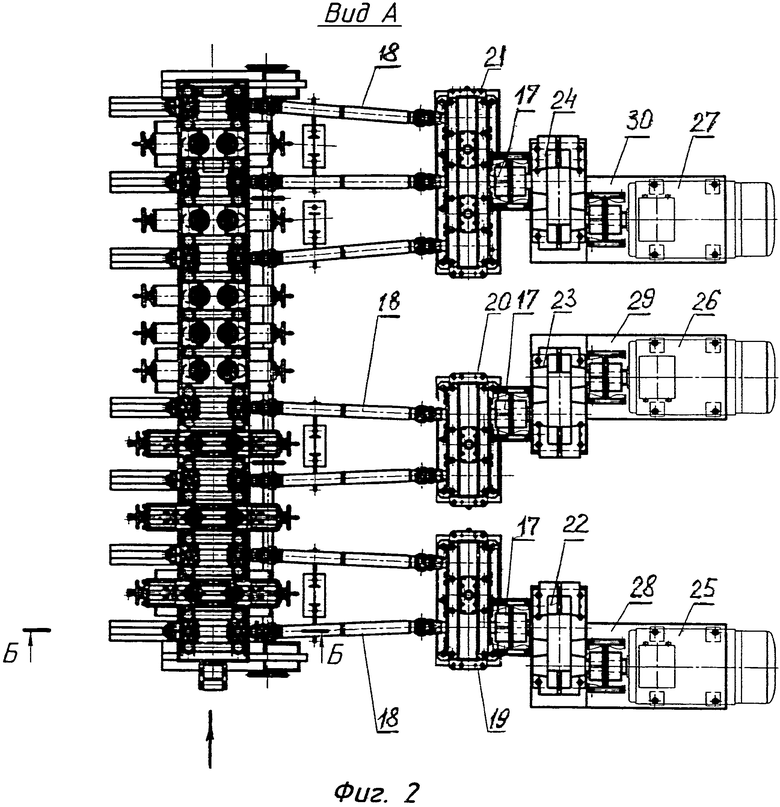
на фиг.2 - вид А на фиг.1;
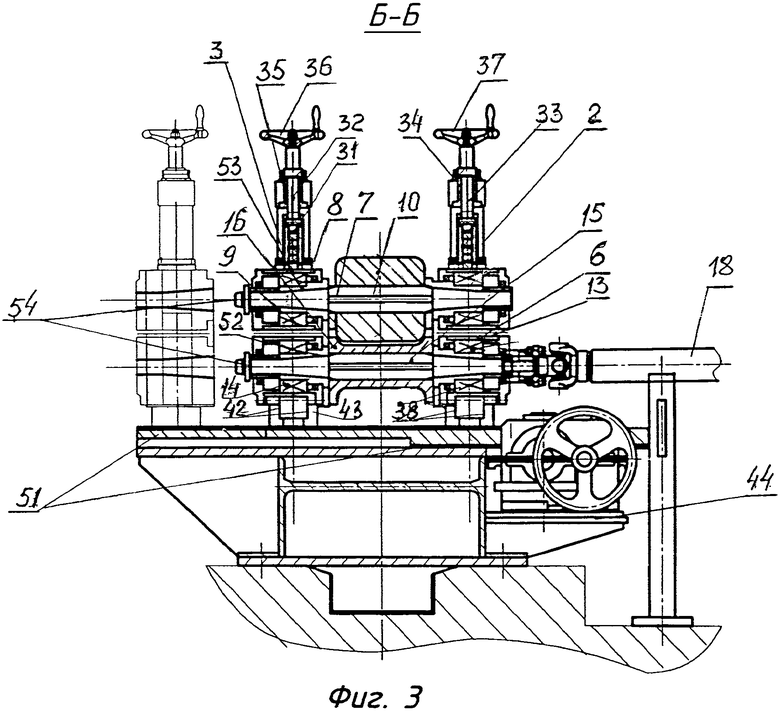
на фиг.3 - разрез Б-Б на фиг.2;
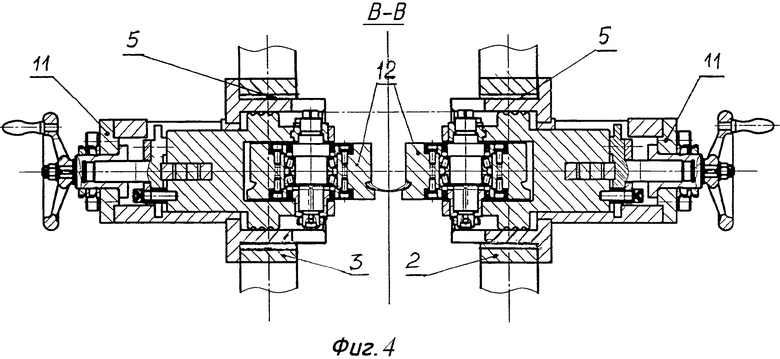
на фиг.4 - разрез В-В на фиг.1;
на фиг.5 - место Г на фиг.1;
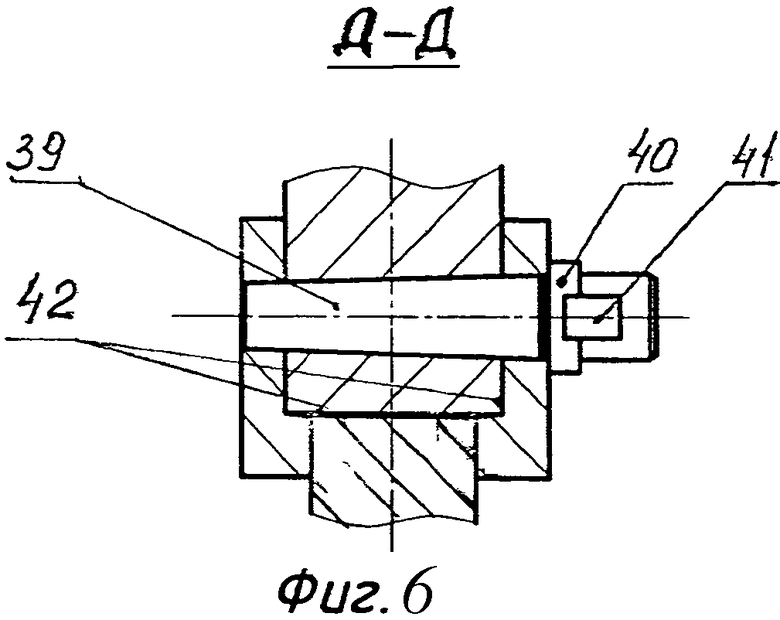
на фиг.6 - разрез Д-Д на фиг.5.
Устройство для производства изделий из листового металла содержит раму 1, щеки 2, 3 с окнами 4, 5 и цилиндрическими отверстиями 6. В окнах 4 размещены верхние горизонтальные валы 7 с подушками 8, подшипниками качения 9 и горизонтальными верхними валками 10. В окнах 5 размещены узлы 11 с вертикальными валками 12. В цилиндрических отверстиях 6 в подушках 13 на подшипниках качения 14 смонтированы нижние горизонтальные валы 15 и нижние горизонтальные валки 16. При этом, применительно к трубосварочному формовочному стану, по направлению технологического процесса (на фиг.1, 2 показано стрелкой) все нижние горизонтальные валки 16 - приводные от приводов 17, включающих карданные валы 18, шестеренные клети 19, 20, 21, редукторы 22, 23, 24, электродвигатели 25, 26, 27 и рамы 28, 29, 30. Первые четыре верхние горизонтальные валки 10 - неприводные, а остальные верхние горизонтальные валки - приводные. Все вертикальные валки 12 - неприводные. Все верхние горизонтальные валки 10 с подушками 8 снабжены пружинными предохранительными средствами 31 и возможностью вертикального перемещения в окнах 4 с помощью нажимных винтов 32, 33, гаек 34, 35 и штурвалов 36, 37. Щека 2 жестко закреплена в продольном пазу 38 рамы 1. Щека 3 закреплена жестко с помощью конических штифтов 39, шайб 40 и клиньев 41 в продольных пазах 42, по крайней мере, двух несущих балок 43, которые имеют возможность перемещаться благодаря средству для перевалки 44 валков в расположенных направляющих скольжения 45 и съемных планок 46 рамы 1. Средство для перевалок 44 валков содержит вал 47 с подшипниковыми опорами 48 и приводами вращения 49, которые смонтированы на раме 1. На валу 47 установлены шестерни 50, взаимодействующие с рейками 51, которые жестко закреплены в несущих балках 43. Подшипники качения 9 верхних горизонтальных валов 7, подшипники качения 14 нижних горизонтальных валов 15, размещенные в щеке 3, смонтированы на дистанционных втулках 52 с коническими отверстиями 53, взаимодействующими с коническими концами горизонтальных валов 7, 15 и закрепленными посредством клиньев 54.
Спереди устройства на раме 1 размещены вертикальные направляющие ролики 55, 56 для листового металла.
Привод средства для перевалок, кроме редуктора, может быть оснащен электродвигателем или размещенными по концам двумя редукторами со штурвалами для перемещения реек вручную.
Устройство для производства изделий из листового металла работает следующим образом.
Перед началом перевалки горизонтальных 10, 16 и вертикальных 12 валков выбиваются клинья 54 всех семи пар неприводных и приводных горизонтальных валов 7, 15.
Далее от электродвигателя (не показан) или с помощью штурвалов 36, 37 вращением вручную валов 47 с шестернями 50 с двух сторон осуществляется перпендикулярное оси устройства перемещение реек 51 вместе с закрепленными на них несущими балками 43, щеки 3 с размещенными на ней узлами 11 вертикальных валков 12 и подушками 8 в сборе с подшипниками качения 9 и дистанционными втулками 52.
При этом благодаря выполнению во втулках 52 конических отверстий 53, а на валах 7, 15 конических концов, щека 3 с размещенными в ней элементами беспрепятственно перемещается по направляющим скольжения 45 рамы 1 в положение перевалки (показано тонко на фиг.3).
После этого на агрегатах по производству более мелких изделий осуществляется смена технологического инструмента горизонтальных 10, 16 и вертикальных 12 валков на другие для производства требуемого типоразмера изделия.
На агрегатах по производству более крупных изделий щека 3 в сборе после демонтажа конических штифтов 39, шайб 40 и клиньев 41 электромостовым краном (не показан) снимается и укладывается в удобное положение для перевалки валков рядом с устройством.
С установленным сменным комплектом инструмента (валками) щека 3 средством для перевалок 44 возвращается в рабочее положение и жестко крепится со стационарной щекой 2 в сборе с помощью клиньев 54.
Предложенная конструкция устройства для производства изделий из листового металла по сравнению с известными позволяет уменьшить время перевалок, металлоемкость, трудоемкость, стоимость изготовления и повысить качество изготавливаемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1997 |
|
RU2188730C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422225C2 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
| КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 2009 |
|
RU2420366C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2024 |
|
RU2841538C1 |
| ОДНОКЛЕТЕВОЙ СТАН ДЛЯ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ЛИСТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2019338C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2330738C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Прокатная клеть кварто | 1985 |
|
SU1315055A1 |

Изобретение относится к области производства сварных прямошовных труб, гнутых профилей. Устройство содержит раму, две щеки с окнами и цилиндрическими отверстиями для размещения приводных и неприводных горизонтальных валов с валками, подушками, подшипниками качения и неприводных вертикальных узлов валков и средство для перевалки валков. Увеличение жесткости устройства и, как следствие, повышение качества изделий обеспечивается за счет того, что в раме со стороны привода горизонтальных валов выполнен продольный паз для крепления одной щеки, а вторая щека закреплена в продольных пазах предусмотренных, по крайней мере, двух несущих балок, имеющих возможность перемещения перпендикулярно продольным пазам с помощью средства для перевалок валков в выполненных в раме направляющих скольжения. Подшипники качения горизонтальных валов, расположенные во второй щеке, смонтированы на дистанционных втулках с внутренними коническими отверстиями, взаимодействующими с выполненными коническими концами горизонтальных валов и закреплены посредством клиньев. Средство для перевалки валков выполнено в виде размещенного на раме приводного вала с подшипниковыми опорами и реечных передач, шестерни которых смонтированы на приводном валу, а рейки закреплены в несущих балках. 1 з.п. ф-лы, 6 ил.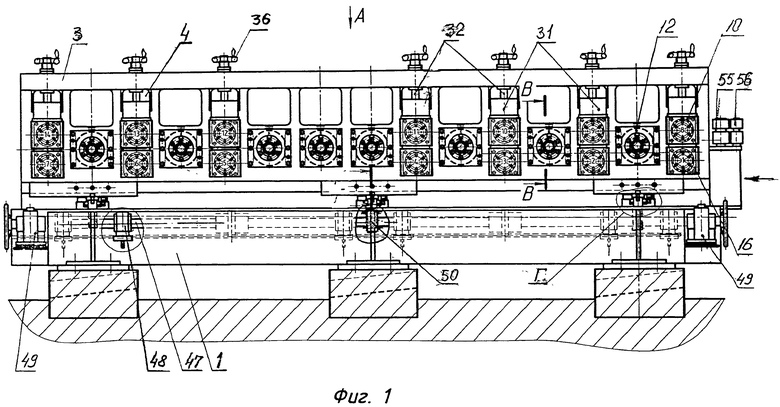
1. Устройство для производства изделий из листового металла, содержащее раму, две щеки с окнами и цилиндрическими отверстиями для размещения приводных и неприводных горизонтальных валов с валками, подушками, подшипниками качения и узлов неприводных вертикальных валков и средство для перевалки валков, отличающееся тем, что в раме со стороны привода горизонтальных валов выполнен продольный паз для крепления одной щеки, а вторая щека закреплена в продольных пазах предусмотренных, по крайней мере, двух несущих балок, установленных с возможностью перемещения перпендикулярно продольным пазам с помощью средства для перевалки валков в выполненных в раме направляющих скольжения, при этом подшипники качения горизонтальных валов, расположенные во второй щеке, смонтированы на дистанционных втулках с внутренними коническими отверстиями, взаимодействующими с концами горизонтальных валов, выполненными коническими и закрепленными посредством клиньев.
2. Устройство по п.1, отличающееся тем, что средство для перевалки валков выполнено в виде размещенного на раме приводного вала с подшипниковыми опорами и реечных передач, шестерни которых смонтированы на приводном валу, а рейки закреплены в несущих балках.
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1997 |
|
RU2188730C2 |
| Рабочая клеть профилегибочного стана | 1978 |
|
SU751465A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОФОРМОВОЧНОГО СТАНА | 1992 |
|
RU2050996C1 |
| Формовочная клеть трубопрофильного стана | 1981 |
|
SU1098605A1 |
| US 4783981 A, 15.11.1988 | |||

