Изобретение относится к трубосварочному производству и касается производства сварных труб на непрерывных трубоэлектросварочных агрегатах с высокочастотным источником нагрева продольных кромок заготовок.
Одним из условий получения качественного сварного соединения при осадке (сдавливании) нагретых продольных кромок сформованной трубной заготовки является удельное сварочное давление, создаваемое в стыке валками трубосварочной клети. Оно в зависимости от материалов свариваемой трубной заготовки находится в пределах 5÷10 кгс/мм2.
Поэтому при изготовлении прямошовных сварных труб высокого качества с тонкими стенками необходимо в трубосварочной клети иметь возможность обеспечения на сварочных валках стабильного и контролируемого давления, а также возможность его регулировки при сварке труб иного сортамента (по толщинам стенок, диаметрам и материалам трубной заготовки).
Известна сварочная клеть (см. а.с. СССР №1433520, кл. В21С 37/08, заявл. 10.11.86 г., опубл. 30.10.88 г.).
Клеть содержит станину, размещенные на ней подвижные подушки со сварочными валками, механизмы установки валков с нажимными винтами, установленную в одной из подушек поворотную кассету, несущую сварочный валок и узел регулировки величины сварочного давления, включающий пружину.
Недостаток известной конструкции трубосварочной клети заключается в том, что выполнение одной из подушек с валком поворотной приводит к нарушению одноплоскостности размещения полукалибров валков, что ведет к недопустимому искривлению оси свариваемой трубы в горизонтальной плоскости, что отрицательно сказывается на качестве сварного шва трубы.
Кроме того, изменение характеристики пружины сжатия при малых изменениях ее высоты негативно сказывается на качестве сварных труб.
Из известных наиболее близкой по технической сущности является трубосварочная клеть, описанная в патенте РФ №2056184, кл. В21С 37/08, заявл. 10.02.94 г., опубл. 20.03.96 г.
Трубосварочная клеть содержит станину, размещенные на ней подвижные подушки со сварочными валками, механизмы установки валков с нажимными винтами и узел регулировки сварочного давления. В одной из подушек установлена поворотная кассета, несущая сварочный валок. Кроме того, каждая из подвижных подушек снабжена датчиком давления, контактирующим с нажимным винтом механизма установки валков.
Недостаток известной конструкции сварочной клети заключается в том, что одна из подушек в клети выполнена поворотной и при превышении значения сварочного давления происходит переполнение калибра и шарнирно закрепленная подушка с валком поворачивается на рычаге, валок смещается в сторону движения трубной заготовки, нарушается одноплоскостность в положении полукалибров валков, в результате чего возникают дополнительные напряжения на свариваемом шве, растет грат, образуются микротрещины, происходит искривление оси свариваемой трубы в горизонтальной плоскости, а следовательно, снижается качество свариваемых труб.
Задача настоящего изобретения состоит в создании трубосварочной клети, позволяющей повысить качество продольных швов сварных труб.
Поставленная задача достигается тем, что в трубосварочной клети, содержащей станину, размещенные на ней подвижные подушки со сварочными валками, механизмы установки валков с нажимными винтами и установленные в углублениях, выполненных под них в торцах подушек и крышек, узлы регулировки сварочного давления и датчики усилий, согласно изобретению каждый узел регулировки сварочного давления выполнен в виде, по крайней мере, одной упругой балки переменного сечения с прямоугольными площадками по концам и цилиндрическими раздельными вставками, установленными на них, и снабжен расположенным в крышке подпятником с жестко закрепленной на нем пластиной и клинообразной скобой, установленной в пазу, выполненном в подушке, при этом подпятник и нажимной винт установлены с возможностью взаимодействия с упругой балкой в средней части, а датчики усилий закреплены на подушках и установлены с возможностью взаимодействия с пластиной подпятника.
Такое конструктивное выполнение трубосварочной клети позволит повысить качество продольных швов сварных труб.
Это достигается за счет исключения поворота подушек с валками и выполнения узла регулировки сварочного давления в виде упругой балки, выполняющей, кроме того, функцию предохранительного устройства в случае возникновения недопустимой величины сварочного давления и требующей небольших затрат при ее изготовлении, что позволяет сохранять одноплоскостность валков во время сварки.
При превышении значения расчетного сварочного давления происходит перемещение упругих балок, при этом подушки с валками перемещаются радиально равномерно, сохраняя одноплоскостность полукалибров валков, тем самым обеспечивая качество продольных швов сварных труб.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
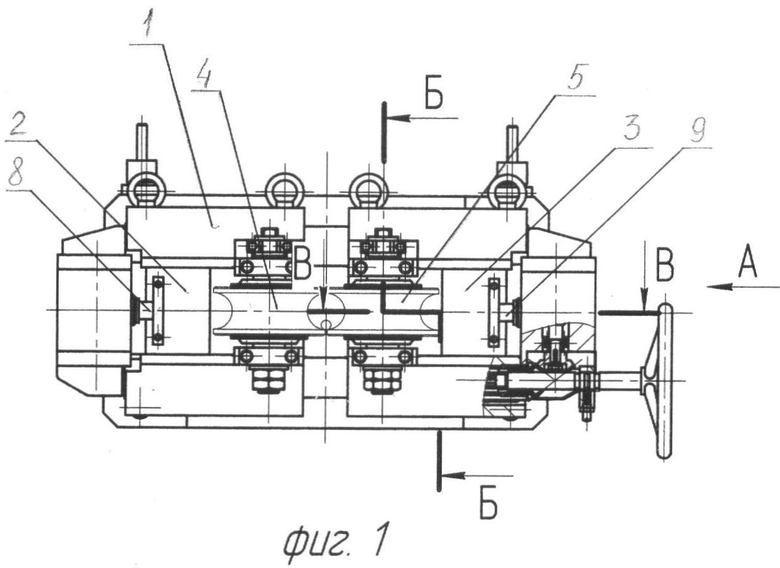
на фиг.1 - изображена трубосварочная клеть;
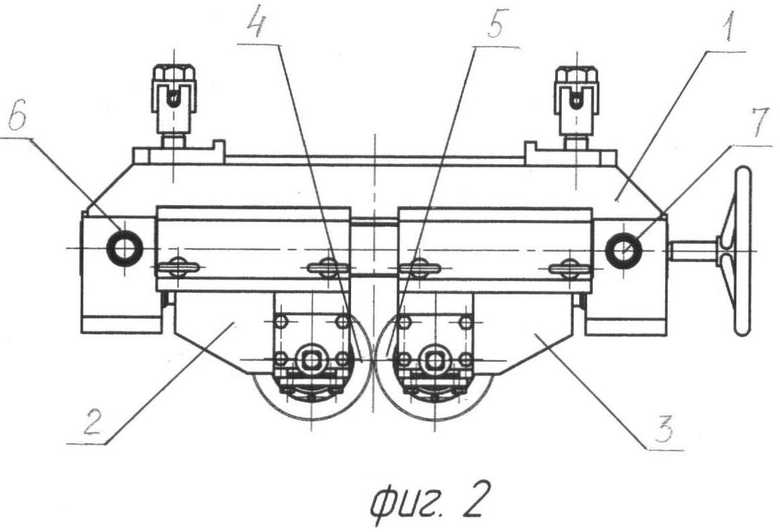
на фиг.2 - вид на клеть в плане;
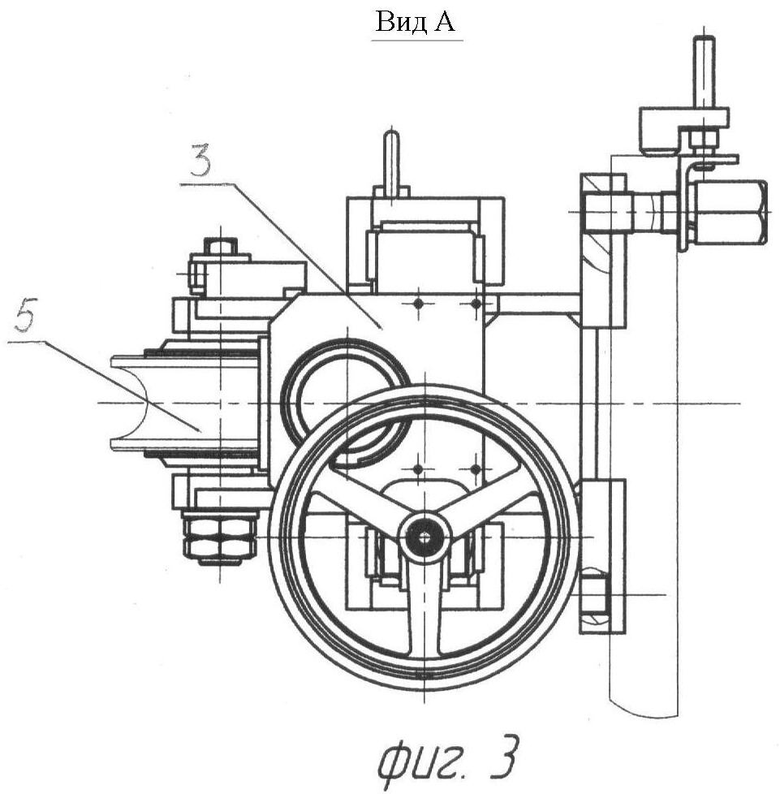
на фиг.3 - вид А на фиг.1;
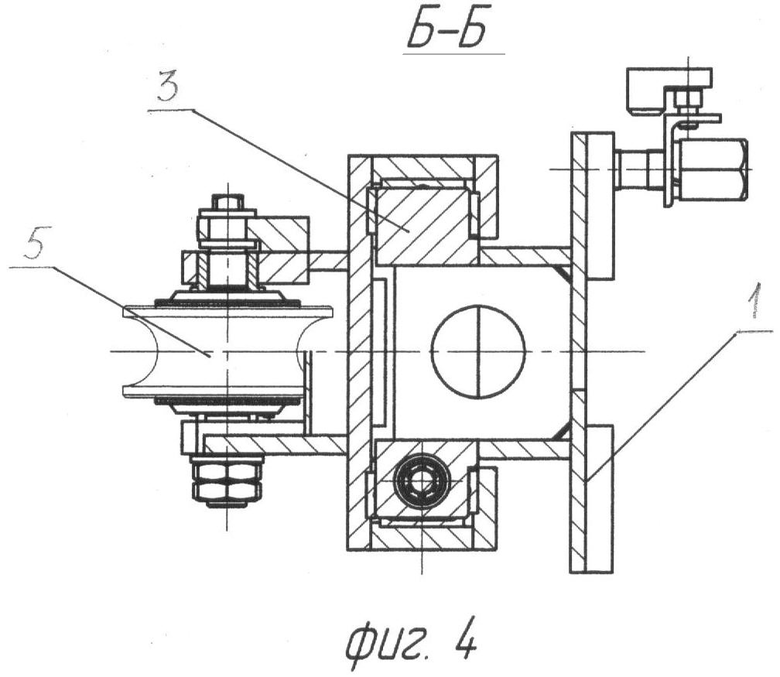
на фиг.4 - разрез Б-Б на фиг.1;
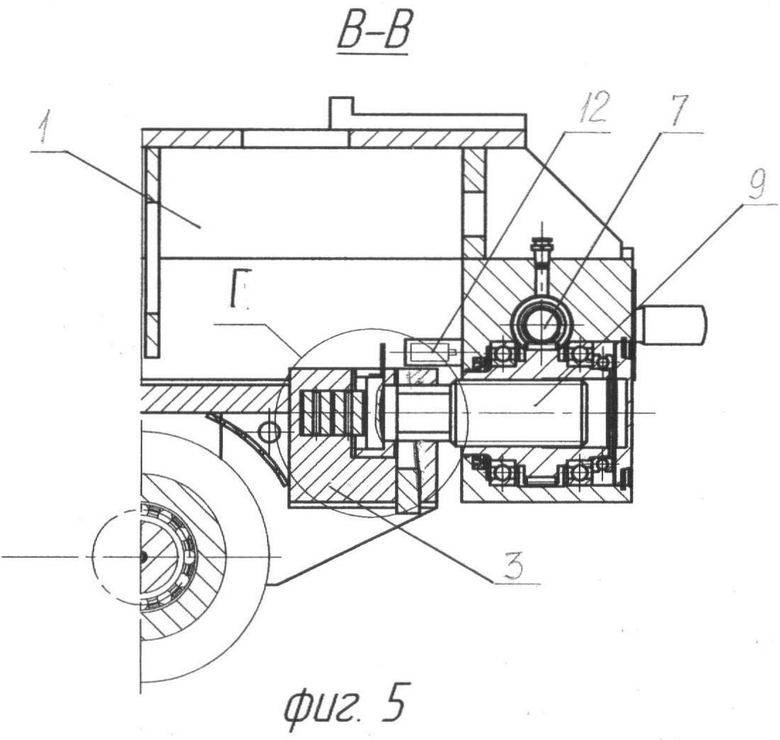
на фиг.5 - разрез В-В на фиг.1;
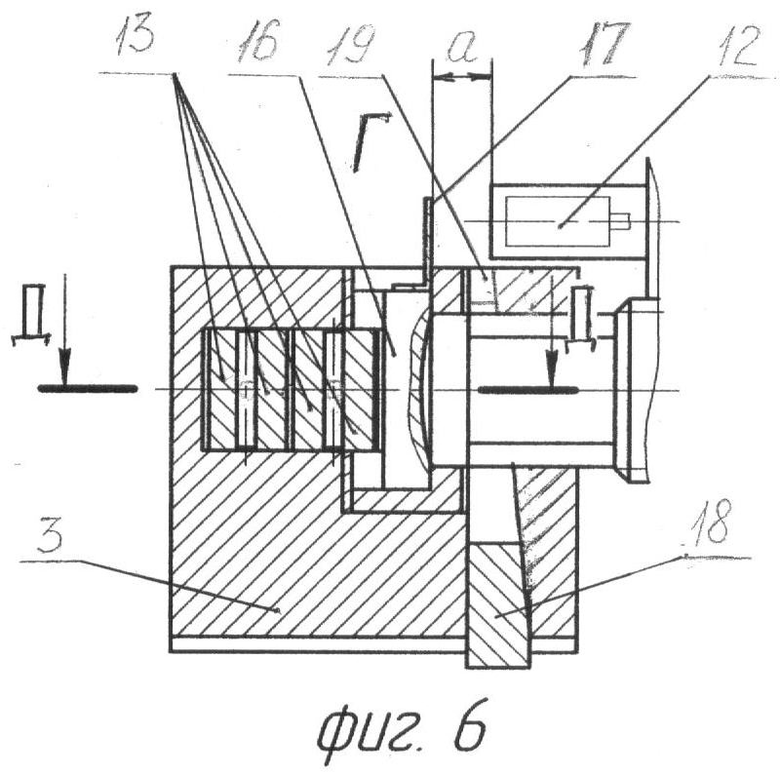
на фиг.6 - место Г на фиг.5;
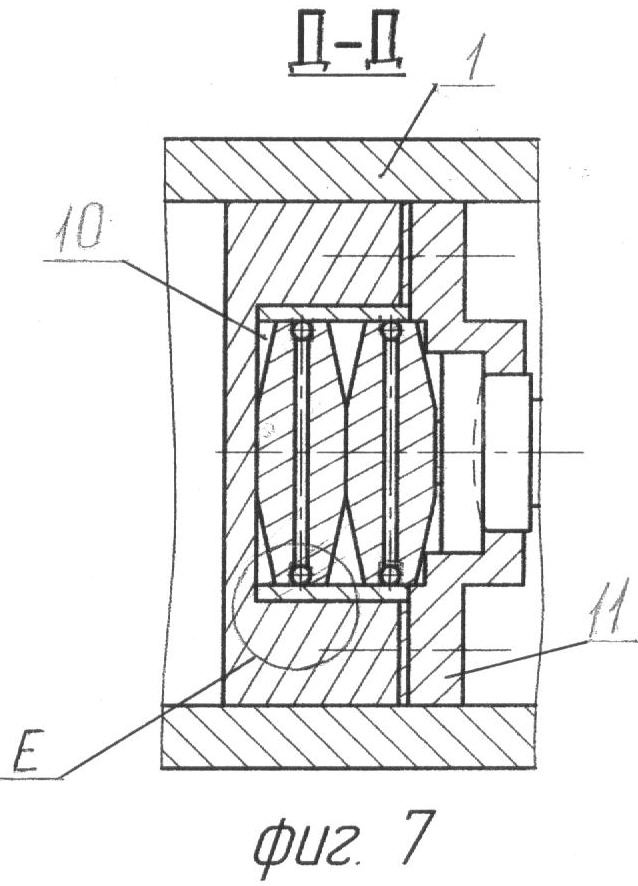
на фиг.7 - разрез Д-Д на фиг.6;
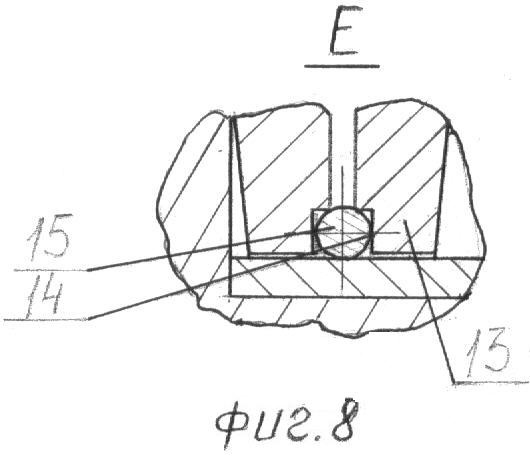
на фиг.8 - место Е на фиг.7.
Трубосварочная клеть содержит станину 1, размещенные на ней подвижные подушки 2, 3 со сварочными валками 4, 5, механизмы установки 6, 7 валков с нажимными винтами 8, 9 и установленные в углублениях 10, выполненных под них в торцах подушек 2, 3 и крышек 11, узлы регулировки величины сварочного давления и датчики усилий 12.
Каждый узел регулировки сварочного давления выполнен в виде, по крайней мере, одной упругой балки 13 переменного сечения с прямоугольными площадками 14 по концам и цилиндрическими раздельными вставками 15, установленными на них. Балка 13 выполнена из пружинной стали с плоской шлифованной поверхностью нагружения.
Кроме того, каждый узел регулировки сварочного давления снабжен расположенным в крышке 11 подпятником 16 с жестко закрепленной на нем пластиной 17 и клинообразной скобой 18, установленной в пазу 19, выполненном в подушке. Клинообразная скоба 18 препятствует вращению нажимных винтов 8, 9.
Подпятник 16 и нажимной винт 9 установлены с возможностью взаимодействия с упругой балкой 13 в средней части.
Датчики усилий 12 закреплены на подушках 2, 3 и установлены с возможностью взаимодействия с пластиной 17 подпятника 16. Сигналы с датчика обрабатываются в электрическом блоке (не показан).
Устройство работает следующим образом.
Сварочные валки 4, 5 предварительно при помощи механизмов установки 6, 7 размещаются по оси сварки, при этом подушки 2, 3 или взаимно сближаются, или удаляются, образуя необходимый для сварки калибр.
Далее с помощью механизмов установки 6, 7 происходит деформация упругих балок 13 переменного сечения и изменение расстояния "а" между пластиной 17 и рабочей поверхностью датчика усилий 12, что приведет к изменению сигнала датчика 12, который меняется пропорционально величинам упругих деформаций упругих балок 13 переменного сечения. Сигнал датчика 12 поступает в электрический блок, где он обрабатывается и передается на дисплей пульта управления трубосварочной клети в виде величины сварочного усилия в валках 4, 5.
Оператор сравнивает это значение с технологической величиной этого усилия для свариваемого типоразмера трубы и с помощью механизмов установки 6, 7 вносит необходимую корректировку. После чего положения пластин 17 подпятника 16 и нажимных винтов 8, 9 фиксируются клинообразной скобой 18 в пазу 19.
Предлагаемая конструкция трубосварочной клети по сравнению с известными позволяет повысить качество продольных швов сварных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422224C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ И ФИКСАЦИИ ВЕРХНЕГО И НИЖНЕГО ВАЛКОВ В КЛЕТИ ОБЖИМНОГО СТАНА | 2000 |
|
RU2183520C1 |
| УСТРОЙСТВО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВАЛКОВЫХ АГРЕГАТОВ | 2006 |
|
RU2335360C2 |
| Сварочная клеть трубосварочного стана | 1987 |
|
SU1438874A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422225C2 |
| РАБОЧАЯ КЛЕТЬ ТРУБОФОРМОВОЧНОГО СТАНА | 1992 |
|
RU2050996C1 |
| ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО КЛЕТИ ПРОКАТНОГО ИЛИ ТРУБОСВАРОЧНОГО СТАНОВ | 2005 |
|
RU2288796C2 |
| Трубосварочная клеть | 1978 |
|
SU810330A2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ УСИЛИЙ И НАСТРОЙКИ КАЛИБРОВ ВАЛКОВ КЛЕТЕЙ ТРУБОЭЛЕКТРОСВАРОЧНОГО АГРЕГАТА | 2011 |
|
RU2477189C1 |
Изобретение относится к трубосварочному производству и касается производства сварных труб на непрерывных трубоэлектросварочных агрегатах с высокочастотным источником нагрева продольных кромок заготовок. Трубосварочная клеть содержит станину, размещенные на ней подвижные подушки со сварочными валками, механизмы установки валков с нажимными винтами и установленные в углублениях, выполненных под них в торцах подушек и крышек, узлы регулировки величины сварочного давления и датчики усилий. Каждый узел регулировки сварочного давления выполнен в виде, по крайней мере, одной упругой балки переменного сечения с прямоугольными площадками по концам и цилиндрическими раздельными вставками, установленными на них. Каждый узел регулировки сварочного давления снабжен расположенным в крышке подпятником с жестко закрепленной на нем пластиной и клинообразной скобой, установленной в пазу, выполненном в подушке. Подпятник и нажимной винт установлены с возможностью взаимодействия с упругой балкой в средней части. Датчики усилий закреплены на подушках и установлены с возможностью взаимодействия с пластиной подпятника. Предлагаемая конструкция трубосварочной клети позволяет повысить качество продольных швов сварных труб. 8 ил.
Трубосварочная клеть, содержащая станину, размещенные на ней подвижные подушки со сварочными валками, механизмы установки валков с нажимными винтами и установленные в углублениях, выполненных под них в торцах подушек и крышек, узлы регулировки сварочного давления и датчики усилий, отличающаяся тем, что каждый узел регулировки сварочного давления выполнен в виде, по крайней мере, одной упругой балки переменного сечения с прямоугольными площадками по концам и цилиндрическими раздельными вставками, установленными на них, и снабжен расположенным в крышке подпятником с жестко закрепленной на нем пластиной и клинообразной скобой, установленной в пазу, выполненном в подушке, при этом подпятник и нажимной винт установлены с возможностью взаимодействия с упругой балкой в средней части, а датчики усилий закреплены на подушках и установлены с возможностью взаимодействия с пластиной подпятника.
| RU 2056184 С1, 20.03.1996 | |||
| Сварочная клеть | 1986 |
|
SU1433520A1 |
| JP 11277151 A, 12.10.1999. | |||

