Изобретение относится к измерительной технике, в частности к области контроля геометрических параметров поверхностей, например, пера лопаток газотурбинных двигателей на координатно-измерительных машинах.
Процесс измерения поверхности детали на координатно-измерительной машине заключается в определении координат точек измеряемой поверхности детали путем контакта измерительного сферического наконечника головки машины с точками измеряемой поверхности детали и регистрации координат центра его сферы в момент контакта с измеряемой поверхностью. Координаты определяемых точек измеряемой поверхности детали устанавливают путем пересчета координат центра измерительного наконечника. Однако при этом возникает погрешность измерения, вызванная рельефностью измеряемой поверхности.
Известен способ измерения поверхности изделия на координатно-измерительной машине, включающий определение координат центра сферического наконечника радиусом R измерительной головки при каждом его касании с поверхностью изделия и вычисление координат точек касания сферического наконечника с поверхностью изделия. См. RU пат. 1618991 за 1991 г., кл. G01В 5/03.
Недостатком известного способа измерения поверхности детали является его невысокая точность из-за невозможности определения точного положения места контакта измерительного наконечника с измеряемой поверхностью. С увеличением диаметра сферы наконечника точность определения положения места контакта снижается. Существенное уменьшение диаметра наконечника не повышает точности измерения, так как возрастает погрешность изготовления самой сферы наконечника. Кроме того, значительные измерительные усилия искажают результаты измерения из-за недостаточной жесткости поверхности измеряемого изделия.
Предложенное техническое решение отличается от известного тем, что дополнительно определяют координаты центра сферического наконечника радиусом r≠R, при условии его касания с поверхностью изделия в точках, идентичных точкам касания с поверхностью изделия сферического наконечника радиусом R при условии расположения центра сферического наконечника радиусом r на минимальном расстоянии от центра сферического наконечника радиусом R, при этом вычисление координат точек касания с поверхностью изделия осуществляют по найденным координатам центров обеих наконечников.
Техническим результатом предложения является повышение точности измерения координат определяемых точек поверхности детали.
Технический результат достигается тем, что в способе измерения поверхности изделия на координатно-измерительной машине, включающий определение координат центра сферического наконечника радиусом R измерительной головки при каждом его касании с поверхностью изделия и вычисление координат точек касания сферического наконечника с поверхностью изделия, дополнительно определяют координаты центра сферического наконечника радиусом r≠R, при условии его касания с поверхностью изделия в точках, идентичных точкам касания с поверхностью изделия сферического наконечника радиусом R, и при условии расположения центра сферического наконечника радиусом r на минимальном расстоянии от центра сферического наконечника радиусом R, при этом вычисление координат точек касания с поверхностью изделия осуществляют по найденным координатам центров обеих сферических наконечников.
Введение второго наконечника позволило более точно определить местоположение точек касания сферического наконечника с измеряемой поверхностью, что соответственно повышает точность измерения координат точек поверхности.
При этом радиус r второго наконечника может быть как больше радиуса R первого наконечника, так и меньше него.
Заявленный способ позволяет на основе полученных координат точек измеряемой поверхности произвести анализ ее геометрических параметров как в отдельных сечениях, так и в целом, в том числе отклонения измеряемой поверхности изделия от эталонной.
На чертеже представлена двухмерная схема измерения координат точки В1.
Способ измерения сложнофасонной поверхности изделия проводится в системе координат координатно-измерительной машины. Он заключается в определении координат точек измеряемой поверхности изделия путем осуществления контакта измерительного сферического наконечника головки машины (радиус сферы от 0,3 до 5 и более мм) с точками измеряемой поверхности детали и регистрации координат центра сферы в момент контакта, которые соответствуют координатам точек измерительной поверхности изделия в точках касания сферического наконечника. В заявленном способе для определения координат каждой из точек измеряемой поверхности необходимо найти минимальное расстояние между центрами сфер наконечников радиусами центра сферического наконечника радиусами R и r (не равном R), которое соответствует касанию обеих наконечников в одной точке поверхности. Для этого могут быть осуществлены операции, приведенные ниже (см. чертеж). Сферический наконечник с большой сферой радиус R устанавливают в положение X1 и подводят к измеряемой поверхности L вдоль оси Y до касания его сферы с поверхностью L в точке B1. В момент касания фиксируется координата Y1 центра сферы O1. Затем на измерительной головке устанавливают сферический наконечник радиусом r и производят аналогичные действия до контакта его сферы с измеряемой поверхностью в точке В2. В момент контакта фиксируют местоположение по оси Y центра сферический наконечник радиусом r - Y2, при этом координаты по оси Х сферических наконечников радиусами R и r равны X1. Определяют расстояние 1 между центрами этих сфер (O1 и O2). Затем отводят сферический наконечник радиусом r от измеряемой поверхности, перемещают его сначала вдоль оси Х в положение Х2 а затем - вдоль оси Y до контакта с измеряемой поверхностью в точке В3. В момент этого контакта фиксируют положение центра О3 сферического наконечника радиусом r и определяют расстояние n между положениями центров (Q1 и Q3) сферических наконечников радиусами R и r соответственно. Сравнивают величины полученных расстояний 1 и n между центрами обеих сферических наконечников. После этого отводят сферический наконечник радиусом r от измеряемой поверхности L, перемещают его сначала по оси X, а затем - вдоль оси Y до контакта с измеряемой поверхностью. При этом перемещение сферического наконечника радиусом r по оси Х осуществляют в направлении уменьшения координаты X, если полученное расстояние n больше расстояния 1, и в сторону увеличения координаты X, если полученное расстояние n меньше расстояния 1. Перемещение сферического наконечника радиусом r в сторону уменьшения расстояния между центрами сферических наконечников радиусами R и r производят до тех пор, пока это расстояние не станет минимальным. На чертеже минимальное расстояние между центрами сферических наконечников радиусами R и r обозначено буквой k, что соответствует касанию сферического наконечника радиусом r в точке в, на измеряемой поверхности L изделия. Измеряют координаты (XN, YN) центра ON, сферического наконечника радиусом r. После этого, по найденным координатам центра (O1) сферического наконечника радиусом R и координатам центра (ON) сферического наконечника радиусом r, определяют координаты точки B1 измеряемой поверхности L изделия.
Пример.
На координатно-измерительной машине измеряли профиль пера лопатки компрессора в третьем сечении со стороны спинки. Необходимо было определить координаты точки B1 поверхности пера лопатки. При подводе сферического наконечника радиусом R=5 мм измерительной головки к поверхности пера лопатки в точке B1 его центр O1 имел координаты X1=645,000 мм и Y1=374,000 мм. После этого сферический наконечник радиусом R сменили на другой с радиусом сферы r=3 мм. Затем сферический наконечник радиусом r установили в положение X1 и подвели к измеряемой поверхности пера лопатки вдоль оси Y до касания его сферы с поверхностью в точке B2. При этом координаты точки O2 центра сферического наконечника радиусом r составили X1=645,000 мм и Y2=378,000 мм. Неоднократно подводя сферический наконечник радиусом r к измеряемой поверхности пера лопатки, определили минимальное расстояние k между положением центра сферического наконечника радиусом R и центра сферического наконечника радиусом r, которое составило 2 мм. При этом координаты точки ON центра сферического наконечника радиусом r составили X1=645,528 мм и Y1=374,712 мм. Далее по найденным координатам центра сферического наконечника радиусом R и центра сферического наконечника радиусом r вычислили координаты точки B1 поверхности пера лопатки, которые составили X1=646,321 мм и Y2=375,780 мм.
Таким образом, приведенный выше пример подтверждает, что предложенный способ обеспечивает измерение координат точек измеряемой поверхности изделия с высокой точностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ КООРДИНАТ ЦЕНТРА И РАДИУСА ЦИЛИНДРИЧЕСКИХ УЧАСТКОВ ДЕТАЛЕЙ | 2014 |
|
RU2581384C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ЦЕНТРА ОТВЕРСТИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2667666C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИИ ПОВЕРХНОСТИ СО СЛОЖНОЙ ФОРМОЙ (варианты) | 2022 |
|
RU2788828C1 |
| КООРДИНАТНОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1985 |
|
SU1840370A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ И ЦЕЛЕВОЙ ЗНАК ДЛЯ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ | 2000 |
|
RU2202101C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПРОФИЛЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2740539C1 |
| СПОСОБ ОПТИЧЕСКОГО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ | 2000 |
|
RU2235972C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО ПРОФИЛЯ ИЗДЕЛИЯ | 2003 |
|
RU2240496C1 |
| КОНТАКТНЫЙ ДАТЧИК | 2023 |
|
RU2812518C1 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ ПОПЕРЕЧНЫХ СЕЧЕНИЙ НА КРУГЛОМЕРАХ | 2016 |
|
RU2637368C1 |
Изобретение относится к измерительной технике, в частности к области контроля геометрических параметров сложных поверхностей изделий, например пера лопаток газотурбинных двигателей, на координатных измерительных машинах. Сущность: способ включает определение координат центра сферического наконечника радиусом R измерительной головки при каждом его касании с поверхностью изделия и вычисление координат поверхности изделия в точках касания, по которым судят о поверхности изделия. При этом дополнительно определяют координаты центра сферического наконечника радиусом r≠R при условии его касания с поверхностью изделия в точках, идентичных точкам касания с поверхностью изделия сферического наконечника радиусом R при условии расположения центра сферического наконечника радиусом r на минимальном расстоянии от центра сферического наконечника радиусом R. При этом вычисление координат точек касания с поверхностью изделия осуществляется по найденным координатам центров обеих наконечников. Технический результат: повышение точности измерения координат, определяемых точек поверхности изделия. 1 ил.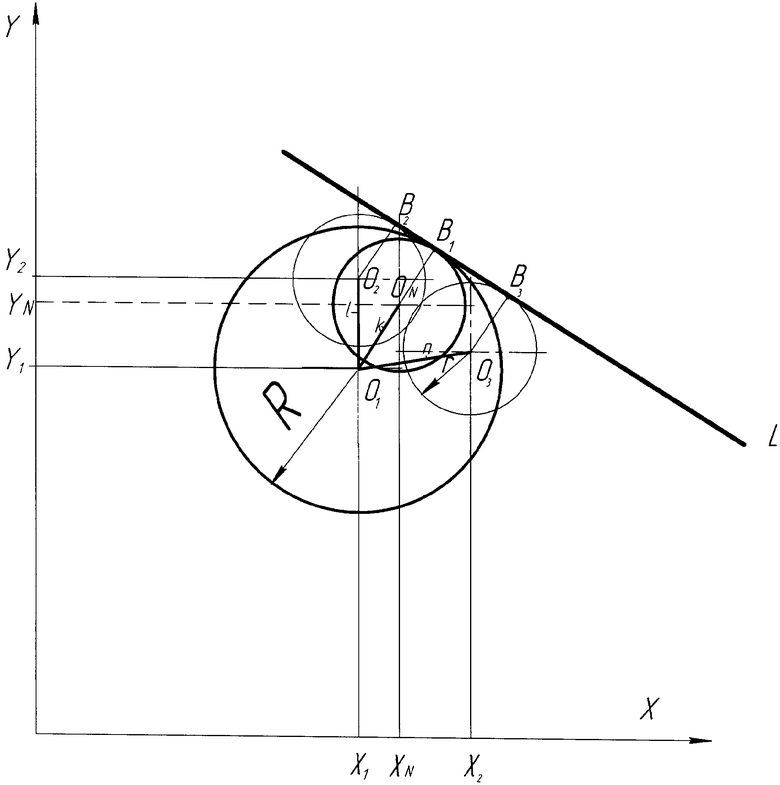
Способ измерения поверхности изделия на координатно-измерительной машине, включающий определение координат центра сферического наконечника радиусом R измерительной головки при каждом его касании с поверхностью изделия и вычисление координат точек касания сферического наконечника с поверхностью изделия, отличающийся тем, что дополнительно определяют координаты центра сферического наконечника радиусом r≠R, при условии его касания с поверхностью изделия в точках, идентичных точкам касания с поверхностью изделия сферического наконечника радиусом R при условии расположения центра сферического наконечника радиусом r на минимальном расстоянии от центра сферического наконечника радиусом R, при этом вычисление координат точек касания с поверхностью изделия осуществляют по найденным координатам центров обеих наконечников.
| Способ измерения профиля поверхности | 1988 |
|
SU1618991A1 |
| Способ измерения профиля деталей | 1981 |
|
SU1379591A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ФОРМЫ ПОВЕРХНОСТИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2179705C2 |
| Кодовое запирающее устройство механического типа | 1982 |
|
SU1112107A1 |
| JP 56027601 А, 18.03.1981. | |||

