| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения формы поверхности детали | 1990 |
|
SU1753237A1 |
| Способ измерения профиля поверхности детали | 1990 |
|
SU1763864A1 |
| Способ трехмерной реконструкции резьбы отверстий под шпильки главного разъёма корпуса реактора и автоматической идентификации дефектов | 2022 |
|
RU2791416C1 |
| Способ определения погрешностей трехкоординатной измерительной машины | 1990 |
|
SU1767341A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПРОФИЛЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2740539C1 |
| Способ контурного измерения изделий на координатных измерительных машинах и измерительный наконечник для реализации способа | 1978 |
|
SU1075071A1 |
| Способ следящего управления приводами измерительных роботов | 1980 |
|
SU1089390A1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2009 |
|
RU2477453C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ЦЕНТРА ОТВЕРСТИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2667666C1 |
| Способ измерения формы деталей, изогнутых из листового металлопроката, и устройство для его осуществления | 2018 |
|
RU2685793C1 |
Изобретение относится к измерительной технике, а именно к способам контроля профиля фасонных деталей на координатно-измерительных машинах КИМ) . Целью изобретения является повышение производительности измерений, Измерительную головку 2 подводят к контролируемому профилю I и покачиванием вокруг оси 3 сканируют профиль. Датчик 6 линейных перемещений непре- рьшно отмечает удаление текущей точки А профиля от оси сканирования. Для определения направления нормали используют два дополнительных датчика II и 12, которые измеряют удаления смежных точек В и С. В тот мо мент, когда эти удаления одинаковы, считают, что удаление точки А-измерено по нормали к профилю и отмечают показания датчика 6. На основании данных о координатах точки О и величине удаления ОА определяют координа- . ты текущей точки А профиля. I ил. f В/ i (Л
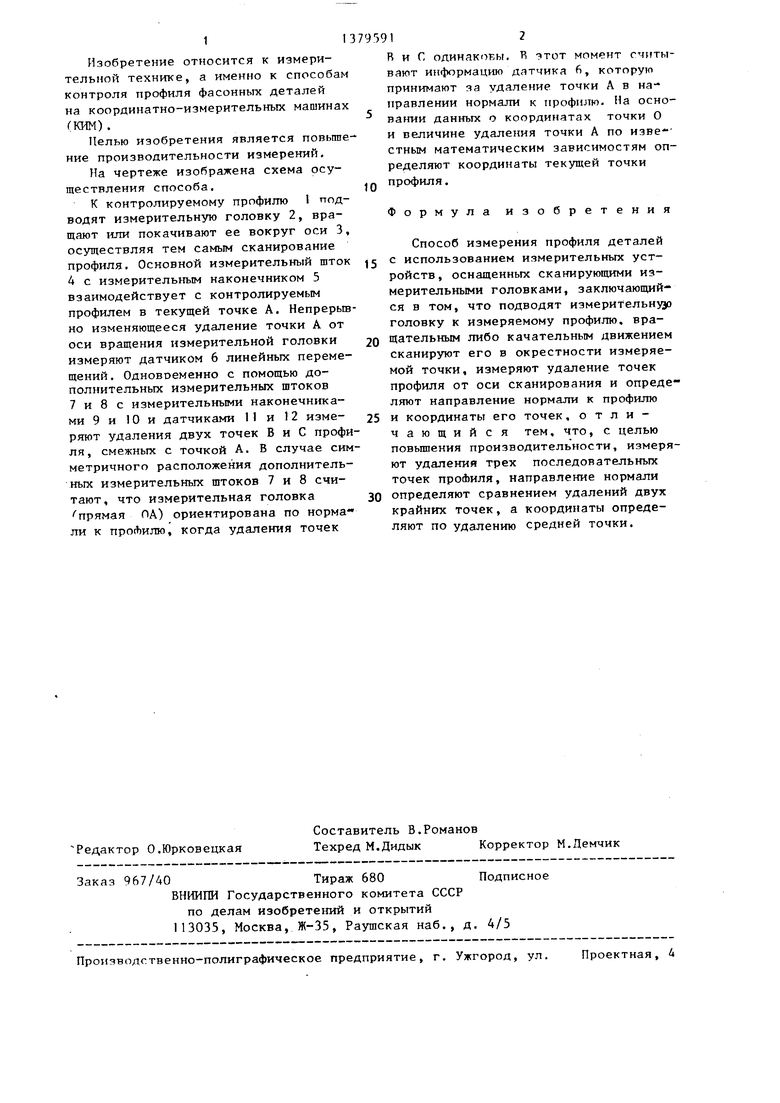
Нзобретение относится к измерительной технике, а именно к способам контроля профиля фасонных деталей на координатно-измерительных машинах (КИМ).
Целью изобретения является повыше ние производительности измерений.
На чертеже изображена схема осуществления способа.
К контролируемому профилю 1 подводят измерительную головку 2, вращают или покачивают ее вокруг оси 3, осуществляя тем самым сканирование профиля. Основной измерительный шток 4 с измерительным наконечником 5 взаимодействует с контролируемым профилем в текущей точке А. Непрерьш но изменяющееся удаление точки А от оси вращения измерительной головки измеряют датчиком 6 линейных перемещений. Одновременно с помощью дополнительных измерительных штоков 7 и 8 с измерительными наконечниками 9 и 10 и датчиками 11 и 12 измеряют удаления двух точек В и С профи ля, смежных с точкой А. В случае сим метричного расположения дополнительных измерительных штоков 7 и 8 считают, что измерительная головка прямая ПА) ориентирована по нормали к про(Ьилю, когда удаления точек
793912
В и С одинаковы. R этот момент считывают информацию датчика ft, которую принимают за удаление точки А в направлении нормали к профилю. На осно вании данных о координатах точки О и величине удаления точки А по изве-- стным математическим зависимостям определяют координаты текущей точки
Q профиля.
Формула изобретения
Способ измерения профиля деталей с использованием измерительных устройств, оснащенных сканирующими измерительными головками, заключающий- ся в том, что подводят измерительну}э головку к измеряемому профилю, вращательным либо качательным движением сканируют его в окрестности измеряемой точки, измеряют удаление точек профиля от оси сканирования и определяют направление нормали к профилю и координаты его точек, отличающийся тем, что, с целью повьппения производительности, измеряют удаления трех последовательных точек профиля, направление нормали определяют сравнением удалений двух крайних точек, а координаты определяют по удалению средней точки.
| Многократная измерительная техника фирмы Оптрон, Технические средства - математическое обеспечение, области применения | |||
| Каталог - проспект фирмы Оптрон, ФРГ, 1980 | |||
| УСТРОЙСТВО для ТЕРМООБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ--ft— п -• ' i"^~"." г: к./ л bHoJU-l^-' : i-'-'.f^ | 0 |
|
SU345334A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
