Изобретение относится к прокатному производству, в частности к холодной прокатке полос на реверсивных станах,
Цель изобретения экономия металла и повышение производительности путем одновременной уборки готового рулона и сварки.
Способ состоит в том, что прокатку полос ведут без обжатия переднего и заднего концов, так как они закреплены на моталке, затем необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и осуществляют последующую прокатку.
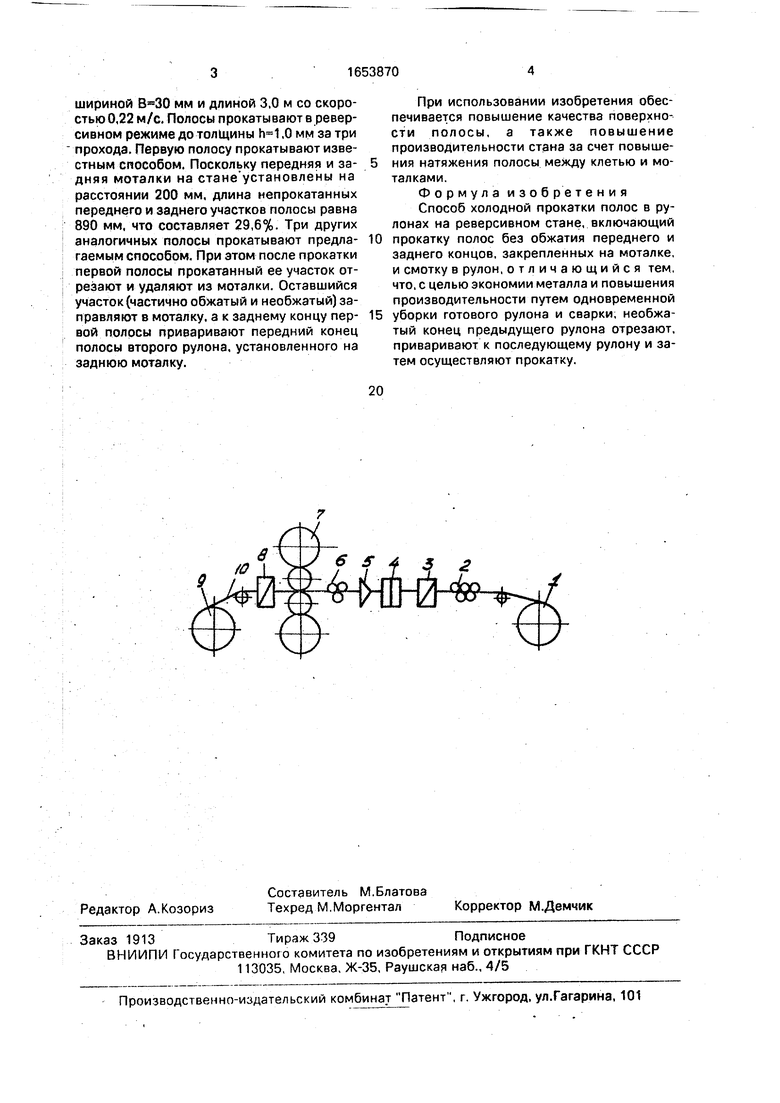
На чертеже изображена установка,реализующая предлагаемый способ прокатки.
Установка содержит заднюю моталку 1, правильную машину 2, концевые ножницы 3, стыковочную машину 4, гратосниматель 5, роликовую пресс-проводку 6, прокатную (реверсивную) клеть 7, делительные ножницы 8 и переднюю моталку 9.
СпосоО осуществляют следующим образом
После смотки на могалку 9 прокатанной на стане готовой полоты 10 участок первой полосы оставшийся в клеги 7, отрезают делительными ножницами 8 и после снятия рулона нерпой полосы заправляют его в моталку 9 одновременно освобождая задний конец первой полосы из моталки 1, правят его на правильной машине 2, зачищают на ножницах 3 и подводят к стыкосварочной машине 4 В это же время устанавливают на моталку 1 второй рулон, передний конец его также подают к стыкосварочной машине, и после сваоки концов, удаления грата на гратоснимателе 5 производят совместную прокатку заднего концевого участка полосы первого рулона и полосы второго рулона до получения конечной толщины.
Способ опробован в лабораторных ус- лооиях на стане с диаметром рабочих валков 70 мм и опорных 100 мм. Прокатывают полосы из стали 08 П с толщиной ,6 мм.
сл
с
о сл
GJ 00 vj О
шириной мм и длиной 3,0 м со скоростью 0,22 м/с. Полосы прокатывают в реверсивном режиме до толщины ,0 мм за три прохода. Первую полосу прокатывают известным способом. Поскольку передняя и задняя моталки на стане установлены на
расстоянии 200 мм, длина непрокатанных переднего и заднего участков полосы равна 890 мм, что составляет 29,6%. Три других аналогичных полосы прокатывают предлагаемым способом. При этом после прокатки первой полосы прокатанный ее участок отрезают и удаляют из моталки. Оставшийся участок (частично обжатый и необжатый) заправляют в моталку, а к заднему концу первой полосы приваривают передний конец полосы второго рулона, установленного на заднюю моталку.
При использовании изобретения обеспечивается повышение качества поверхности полосы, а также повышение производительности стана за счет повыше- ния натяжения полосы между клетью и моталками.
Формула изобретения Способ холодной прокатки полос в рулонах на реверсивном стане, включающий прокатку полос без обжатия переднего и заднего концов, закрепленных на моталке, и смотку в рулон, отличающийся тем. что. с целью экономии металла и повышения производительности путем одновременной уборки готового рулона и сварки, необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и затем осуществляют прокатку.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| Способ производства холоднокатаных полос | 1990 |
|
SU1736649A1 |
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО ПРОКАТА, В ЧАСТНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2505364C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090276C1 |
| СПОСОБ СВЕРХКОМПАКТНОГО ПРОИЗВОДСТВА БЕСКОНЕЧНОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ НА НЕПРЕРЫВНО-РЕВЕРСИВНОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1995 |
|
RU2089307C1 |
| ЗАГРУЗОЧНЫЙ УЧАСТОК СТАНА БЕСКОНЕЧНОЙ ПРОКАТКИ | 1973 |
|
SU371985A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ ДЛЯ ОЦИНКОВАНИЯ | 2007 |
|
RU2351415C1 |
Изобретение относится к прокатному производству, в частности к холодной прокатке полос на реверсивном стане. Цель изобретения - экономия металла и повышение производительности путем одновременной уборки готового рулона и сварки СпосоЬ включает укрупнение рулонов путем стыковой гпарки смежных полос, снятие грата прокатку полос, разделение полос и смотку полосы п рулоны Перед стыковой сваркой необжатых концов полос задний конец первого рулона ОТДРЛЯЮТ от прокатанною участка и прокатывают совместно с вторым рулоном 1 и/1
| Лопухин П.И идр Прокатное произво/j ство, М.: Металлургия, 1968, с.468. |
