Изобретение относится к области обработки металлов резанием, в частности к металлорежущему оборудованию. Известен радиально сверлильный станок (В23В 39/12 SU 1209375 А), включающий размешенную на основании вертикальную колонну, несущую хобот (кронштейн), выполненную за одно целое с последним, втулку с выточкой и приводы поворота и продольного перемещения хобота (кронштейна), включающее зубчатые передачи, станок снабжен гильзой с круговым выступом, размешенным в выточке втулки и пазом, выполненным на внутренней поверхности гильзы вдоль ее оси (А.С. №1209375, МПК В23В 39/12, бюл. №5, 1986) - прототип.
Недостатками известного изобретения являются:
1) сложность наладки, что ведет к повышенной трудоемкости обработки изделий на станке;
2) неконтролируемость расстояния между осью колонны и шпинделем станка делает невозможным обработку отверстий по координатам, определяемым положением шпинделя.
Техническая задача, на которую направленно предлагаемое изобретение:
1) снижение трудоемкости обработки изделий;
2) обеспечение обработки на станке отверстий по координатам, задаваемым положением шпинделя;
3) повышение производительности обработки отверстий;
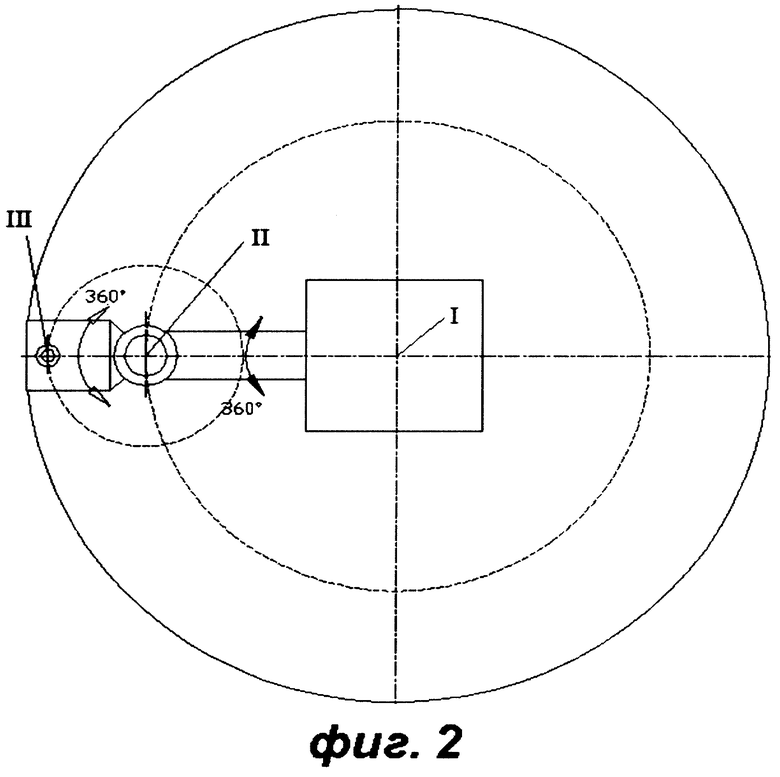
4) расширение технологических возможностей посредством обеспечения выделения размерных границ рабочего поля движения шпинделя в плоскости основания относительно оси колонны, а также поворота кронштейна и шпиндельного узла относительно кронштейна на определенный угол, который может достигать 360° (т.е. 360°+360°).
Технический результат достигается тем, что радиально-шарнирно-сверлильный станок содержит размещенную на основании вертикальную колонну, несущую поворотный кронштейн, приводы мерного поворота и продольного перемещения, включающие зубчатые передачи. Поворотный кронштейн состоит из верхней и нижней частей, соединенных с помощью гребенчатого соединения с возможностью их осевого смещения (вдоль или вокруг колонны). Дополнительно на кронштейне установлена поворотная ось в виде вала, имеющая возможность вращения с заданной скоростью, на которой закреплен шпиндельный узел станка, содержащий коробки скоростей и подач. В станке введен прижим, расположенный в колонне, выполненный заодно с корпусом механизма, содержащим зубчатую передачу, обеспечивающим перемещение поворотного кронштейна по вертикальному направлению посредством винта для регулирования его уровня относительно обрабатываемой детали. Прижим также обеспечивает возможность поворота корпуса механизма вместе с поворотным кронштейном вокруг колонны.
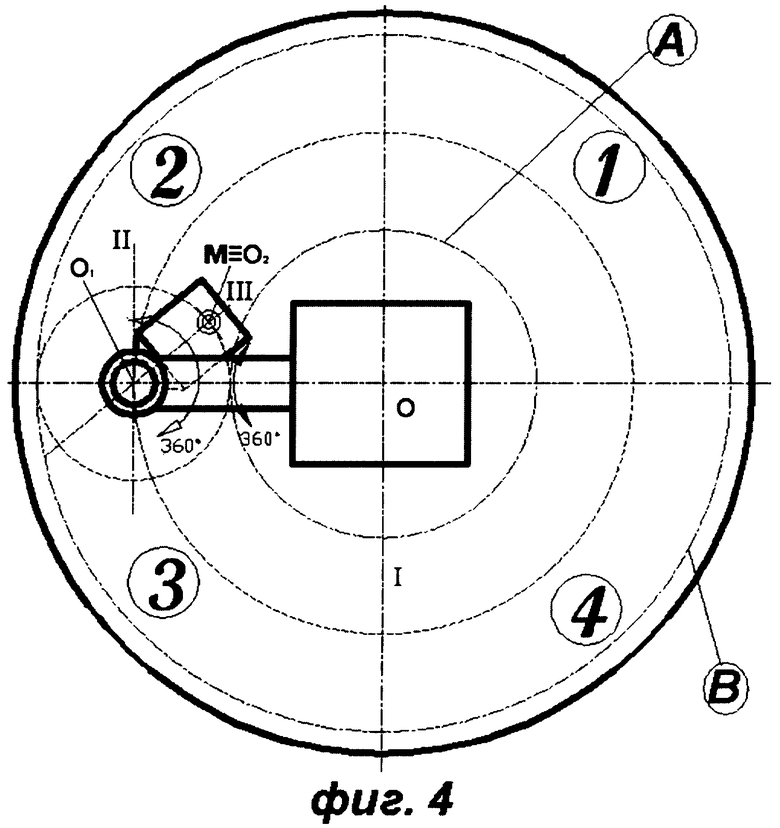
Кроме того, рабочая зона станка находится между двумя окружностями радиусов R1-R2 и R1+R2, т.е. ∀r, r∈[R1-R2, R1+R2], (см. фиг.4 и 5), где 

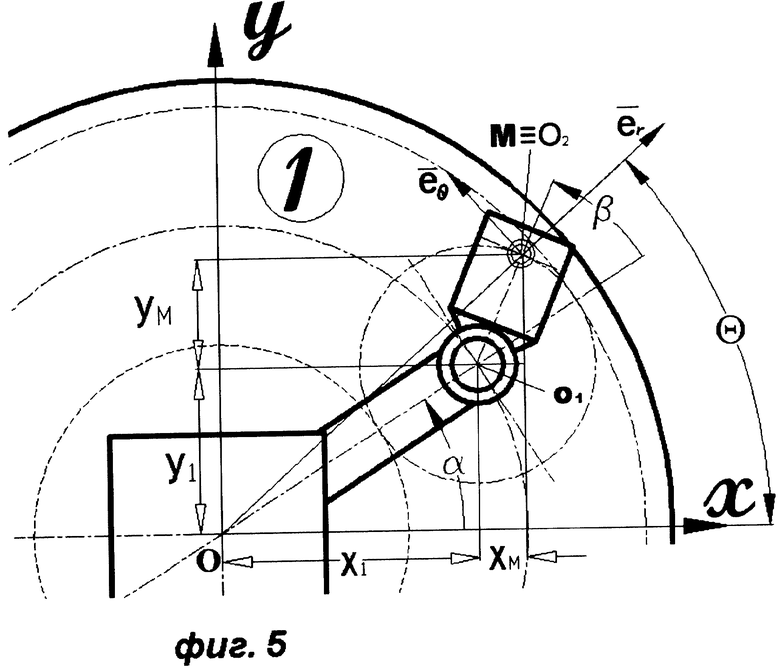
При этом расчет координат обрабатываемых отверстий выполнен на основе векторных соотношений (см. фиг.5)
 , т.е.
, т.е.  и
и  ;
;
другими словами
Поскольку

и OO1x - проекция вектора  на ось ОХ (см. фиг.5) и.т.д., в итоге получаем уравнение
на ось ОХ (см. фиг.5) и.т.д., в итоге получаем уравнение

В матричной форме это уравнение записывается следующим образом
 ; т.е. в виде M=A·R.
; т.е. в виде M=A·R.
Определим положение обрабатываемого отверстия, а следовательно, и положение оси шпинделя в полярной системе координат (O,  ,
,  ). В треугольнике ОММX (см. фиг.5) имеем следующие соотношения:
). В треугольнике ОММX (см. фиг.5) имеем следующие соотношения:

Окончательно имеем

где  ,
,
В этих соотношениях точки М и O2 совпадают, причем МX, O1X (МY, O1Y) - проекции точек М и О на оси Х и У соответственно.
Значение углов α, β и θ принято на фиг.4 и 5 положительным (поворот осуществляется против часовой стрелки).
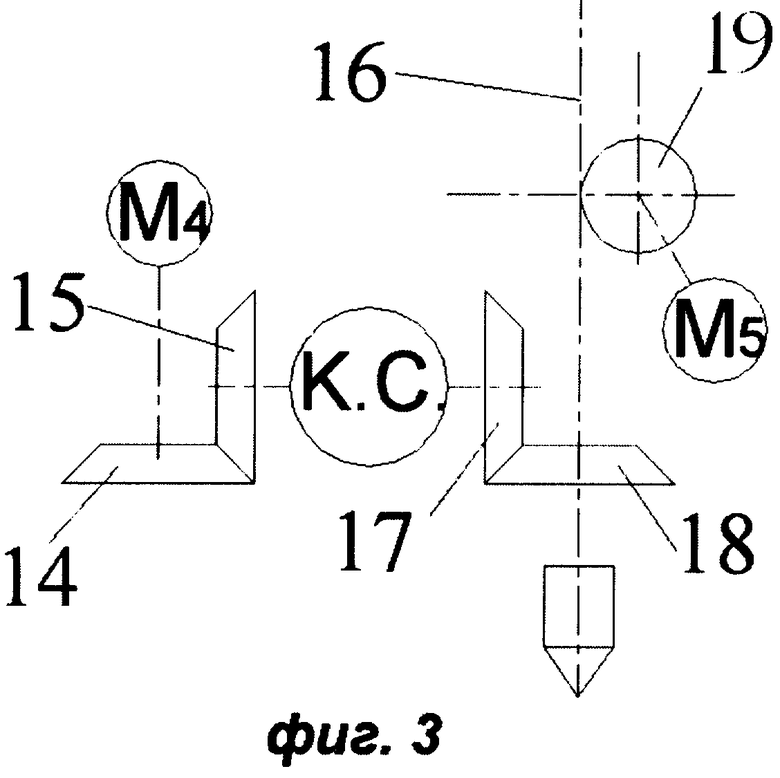
Предлагаемое изобретение поясняется чертежами. На фиг.1 изображен общий вид предлагаемого станка; фиг.2 - вид сверху; фиг.3 - упрощенная кинематическая схема коробки скоростей и подач; фиг.4 - рабочее пространство станка; где указаны 


 как квадранты (четверти) рабочего поля станка;
как квадранты (четверти) рабочего поля станка;  ,
,  - окружности, проведенные относительно центра О, соответственно представляют собой нижнюю и верхнюю границы размещения шпинделя; фиг.5 - схема расположения шпиндельного узла в рабочем состоянии в декартовой и полярной системах координат.
- окружности, проведенные относительно центра О, соответственно представляют собой нижнюю и верхнюю границы размещения шпинделя; фиг.5 - схема расположения шпиндельного узла в рабочем состоянии в декартовой и полярной системах координат.
Станок имеет основание 1 и закрепленную на нем неподвижную колонну 2, на которой смонтирован поворотный кронштейн 3. На нижней части поворотного кронштейна 3 находится зубчатое колесо 4, служащее для поворота кронштейна 3 на необходимый угол вокруг оси I. Поворот кронштейна на определенный угол обеспечивается электродвигателем M1 через шестерню 5. На верхней части колоны 2 установлен подъемный механизм, который обеспечивает фиксацию и выдержку верхней части поворотного кронштейна 3 на нужном уровне по высоте. Перемещение по высоте верхней части поворотного кронштейна 3 осуществляется при помощи винта 6. Данный винт 6 расположен вертикально относительно основания 1 и позволяет регулировать уровень поворотного кронштейна 3 относительно обрабатываемой детали. Винт 6 получает движение от двигателя М3 через зубчатую передачу, состоящую из зубчатого колеса 7 и шестерни 8. При этом обеспечивается неподвижность механизма поворота кронштейна (M1 - 5-4) за счет гребенчатого соединения нижней и верхней частей кронштейна (см. фиг.1). Гребенчатое соединение обеспечивает как перемещение поворотного кронштейна 3 вдоль оси колонны 2, так и его вращение вокруг колонны 2. Осевое перемещение верхней части кронштейна вдоль колонны 2 производится при стопорении механизма М3 - 7-8 на колонне 2 с помощью прижима 9. При повороте кронштейна относительно колонны 2 механизм М3 - 7-8 вращается вместе с поворотным кронштейном 3. Для этого производится разъединение механизма М3 - 7-8 и колонны 2 благодаря прижиму 9, выполненному заодно с корпусом, содержащим зубчатое колесо 7 и шестерню 8.
На свободном конце поворотного кронштейна 3 имеется поворотная ось в виде вала 10, обеспечивающяя поворот шпиндельной бабки 11 вокруг оси II в требуемом направлении. Электродвигатель М2 является источником движения в этом механизме. Вращение червячного вала 12 от М2 передается червячному колесу 13 вместе с поворотной осью в виде вала 10, который в свою очередь обеспечивает поворот шпиндельной бабки 11. Угол поворота шпиндельной бабки 11 зависит от места нахождения обрабатываемого отверстия и может достигать 360°. Шпиндельная бабка 11 содержит коробки скоростей и подач (см. фиг.3). Источниками движения здесь являются соответственно электродвигатель М4 и электродвигатель М5. Вал электродвигателя М4 (см. Фиг.3) передает вращение коническим колесам 14 и 15, и коробке скоростей (К.С.). Она преобразует полученное вращательное движение и передает его исполнительному органу - шпиндельному валу 16, проходя через промежуточные конические колеса 17 и 18. Таким образом, шпиндельный вал 16 осуществляет движение резания (вращательное). Движение врезания (т.е. подачи) - поступательное и обеспечивается электродвигателем М5 благодаря зубчатому колесу 19, образующему реечную передачу со шпиндельным валом 16.
Станок применим для следующих видов работы:
1) для сверления по разметке;
2) для обработки отверстий с базированием по кондукторной втулке или по ранее просверленному отверстию;
3) для сверления (и других видов обработки) отверстий по заданным координатам.
Настройка станка. Перед началом обработки устанавливают выбранный режущий инструмент, выбирают и устанавливают необходимые значения частоты вращения шпинделя и перемещения его в осевом направлении, т.е. величину подачи на один оборот шпинделя.
Наладка станка. По заданной длине отверстия рассчитывают и производят наладку рабочего хода инструмента, координаты его входа и выхода. При этом оперируют двигателем М2 и выбирают соответствующую длину инструмента. Производят базирование, установку и закрепление заготовки изделия на станке.
Далее производят перемещение инструмента вместе со шпиндельным узлом в точку обработки. При проведении этой операции вручную сначала осуществляют расфиксацию поворотной оси в виде вала 10 и колонны 2 от поворотного кронштейна 3. Затем, взявшись за ручку переключения скоростей на шпиндельном узле одной рукой, перемешают его вместе с инструментом в зону обработки. Принятая шарнирная компоновка систем станка позволяет осуществлять его быстро усилием только одной руки, выбирая кратчайший путь перемещения по прямой линии, не используя для перемещения принцип последовательности движений по двум направлениям (например, по траверсе и перпендикулярно к ней). Подобное перемещение по двум направлениям, выполняемое, например, на обычных радиально - сверлильных станках, производится, как правило, взявшись двумя руками за рычаг перемещения из-за необходимости приложения больших усилий к механизмам станка, что сопряжено со значительной длительностью процесса. При работе на предлагаемом станке, вторая свободная рука может быть использована в момент перемещения для контроля точности попадания инструмента в заданную точку. После этого проводят фиксацию поворотной оси в виде поворотного вала 10 и поворотного кронштейна 3.
При автоматизированном перемещении шпинделя инструмента в точку с заданными координатами, производят расфиксирование поворотной оси в виде вала 10, поворотного кронштейна 3 и колонны 2. Затем с помощью двигателей M1 и М3 осуществляют соответствующие повороты поворотного кронштейна и оси на вносимые в программу расчета координат Х и У углы поворота - числа градусов по часовой или против часовой стрелки (углы α и β, см. формулу изобретения). После проведения процесса перемещения инструмента в заданную точку и фиксирования в ней положения шпиндельного узла путем закрепления поворотной оси в виде вала 10, кронштейна 3 и колонны 2, наладку считают завершенной и производят операции обработки отверстия.
Операции обработки отверстия. Для этого включают двигатели М4 и М5 на прямой ход. После обработки двигатель М5 включают на обратный ход, если работа ведется вручную и производится ускоренный вывод инструмента из отверстия. После вывода двигатели М4 и М5 выключаются. Легким нажатием (после расфиксирования поворотной оси в виде вала 10 относительно поворотного кронштейна 3 и колонны 2) одной руки шпиндельный узел отводится в сторону от зоны обработки. В результате она освобождается для проведения операции замены заготовки. При этом всегда сохраняется возможность ускоренного возвращения шпинделя в зону обработки по приведенной в разделе "Наладка станка схеме". Проявляющееся таким образом в предлагаемом станке сокращение длительности вспомогательных движений и их утомительности способствует повышению производительности труда при обработке отверстий на предлагаемом станке.
Таким образом, в предлагаемом радиально-шарнирно-сверлильном станке:
а) введен принцип определения взаимного положения на станке колонны, поворотной оси кронштейна и шпинделя с помощью задаваемых с необходимой точностью размеров. Это позволяет четко выделять размерные границы рабочего поля движения шпинделя относительно оси колонны;
б) введен поворот кронштейна и шпиндельного узла относительно кронштейна на определенный угол, который может достигать 360° (т.е. 360°+360°);
в) используется способ определения координат шпинделя в декартовой системе координат станка по изложенной высшее схеме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Радиально-сверлильный станок | 1975 |
|
SU514666A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| СВЕРЛИЛЬНЫЙ СТАНОК | 1993 |
|
RU2120833C1 |
| Шпиндельная бабка к металлообрабатывающему станку | 1987 |
|
SU1495019A1 |
| Фрезерный станок с поворотным шпинделем | 2023 |
|
RU2818062C1 |
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |
| Радиально-сверлильный станок | 1982 |
|
SU1036468A1 |
Станок содержит размещенную на основании вертикальную колонну, несущую поворотный кронштейн, привод мерного поворота, включающий зубчатые передачи, и привод продольного перемещения, включающий содержащий зубчатую передачу механизм для перемещения поворотного кронштейна по вертикальному направлению для регулирования его уровня относительно обрабатываемой детали, и шпиндельный узел, содержащий коробки скоростей и подач. Для расширения технологических возможностей он снабжен установленной на поворотном кронштейне поворотной осью в виде имеющего возможность вращения с заданной скоростью вала, на котором закреплен шпиндельный узел, и прижимом, расположенным в колонне и выполненным заодно с корпусом механизма для перемещения поворотного кронштейна. При этом поворотный кронштейн выполнен из верхней и нижней частей, соединенных с помощью гребенчатого соединения, обеспечивающего его перемещение вдоль оси колонны и вращение вокруг нее, причем верхняя часть связана с упомянутым механизмом перемещения посредством винта. 5 ил.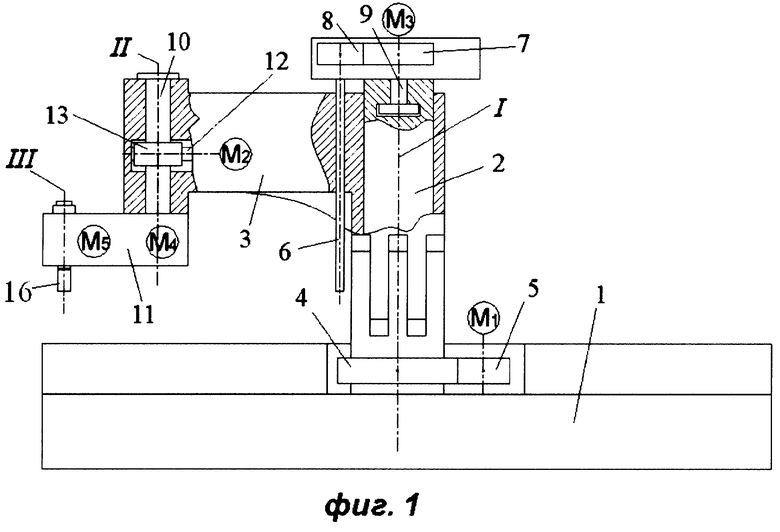
Радиально-сверлильный станок, содержащий размещенную на основании вертикальную колонну, несущую поворотный кронштейн, привод мерного поворота, включающий зубчатые передачи, и привод продольного перемещения, включающий содержащий зубчатую передачу механизм для перемещения поворотного кронштейна по вертикальному направлению для регулирования его уровня относительно обрабатываемой детали, и шпиндельный узел, содержащий коробки скоростей и подач, отличающийся тем, что он снабжен установленной на поворотном кронштейне поворотной осью в виде имеющего возможность вращения с заданной скоростью вала, на котором закреплен шпиндельный узел, и прижимом, расположенным в колонне и выполненным за одно с корпусом механизма для перемещения поворотного кронштейна, при этом поворотный кронштейн выполнен из верхней и нижней частей, соединенных с помощью гребенчатого соединения, обеспечивающего его перемещение вдоль оси колонны и вращение вокруг нее, причем верхняя часть связана с упомянутым механизмом перемещения посредством винта.
| Радиально-сверлильный станок | 1984 |
|
SU1209375A1 |
| Радиально-сверлильный станок для обсверливания сферических и других криволинейных поверхностей | 1950 |
|
SU91086A1 |
| Прибор для измерения количества жидкого продукта, получаемого в нем же путем смешения двух жидкостей в определенной по объему пропорции | 1928 |
|
SU14158A1 |
| US 2913964 A, 24.11.1959. | |||

