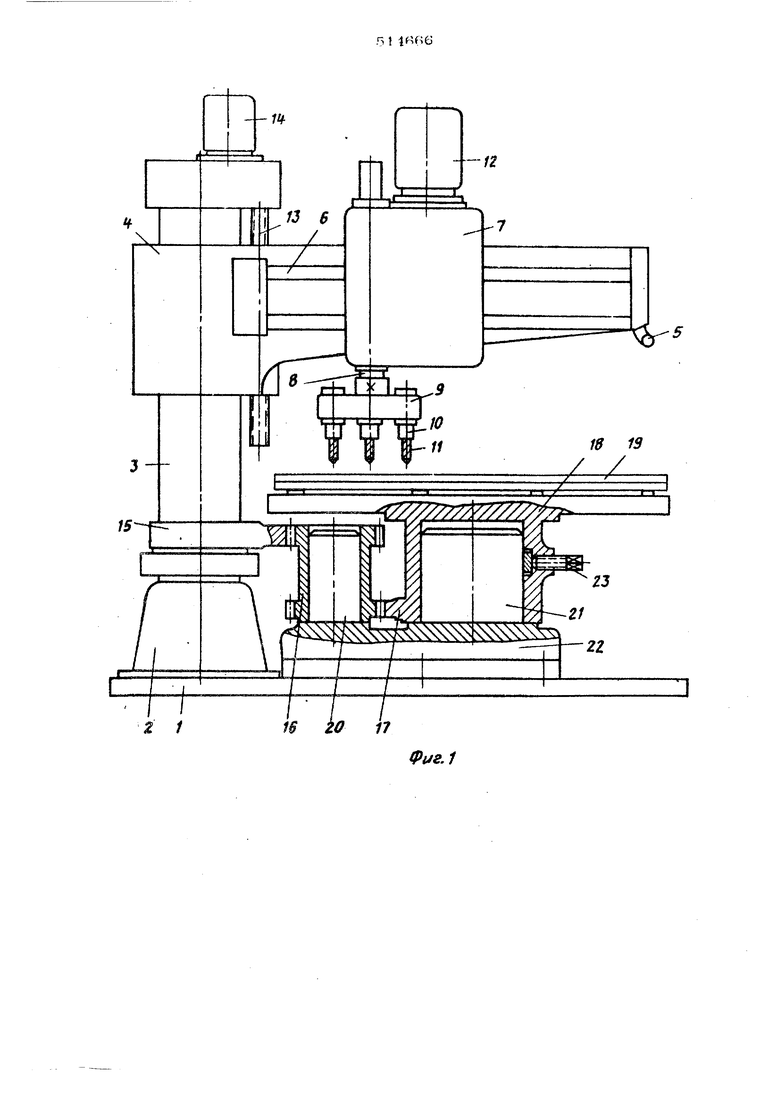
Изобретение относится ,jx. станкостроению Известны радиально-сверлильные станки, в которых имеются поворотная колонна с рукавом и шпиндельной бабкой с многоинст|рументальной головкой и стол с обрабатываемой деталью. Однако при использовании таких станков требуется дополнительное время на поворот рукава, разжим и отжим его при совмеще- НИИ осей инструмента с осями обрабатывае- мых отверстий в летали, установленной на столе. С целью упрощения конструкции и сокращения времени обработки детали,в предло женном станке стол выполнен поворотным и соединен с поворотной колонной зубчатой передачей. На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - схема обработ:ки линейных параллельных рядов отверстий на предлагаемом станке. , Станок имеет основание 1 и аакреплен|ную на немнеподвижную колонну 2, на ко-. торой смонтирована поворотная колонна 3, (несущая рукав 4 с рукояткой 5 для его поворота вместе с колонной 3 относитель-) но неподвижной колонны 2. По направляющим 6 рукава 4 перемещается щпиндель:ная бабка 7, имеющая выдвижную пиноль 8, ;на которой закреплена многошпиндельная ; головка 9 с линейно расположенными шпинделями 1О, в которых установлены инструI менты 11. Последние получают вращение и i осевое движение подачи от двигателя 12 через коробку скоростей и коробку подач, которые расположены в корпусе шпиндель ной бабки 7 (на чертежах не показана). Рукав 4 устанавливается по высоте повоipOTHOft колонны 3 к закрепляется на ней ;прн помощи винта 13 с приводом его от двигателя 14. На нижней части колонны 3 ;закреплен зубчатый сектор .15, входящий в зацепление с верхним колесом паразитного 1блока 16, нижнее колесо которого зацепляется с зубчатьп 4 сектором 17, выпол:ненным за одно целое с поворотным сто:яом 18, служащим для закрепления обрабатываемой заготовки 19. Передаточное ;отношение передачи от поворотной колонны |З.ДО стола 18 выполняется равным 1, что |обеспочН( соотпетс гвуюшим изготов.пением секторов 15, 17 и колес паразит,ного блока 16, которые установлены (за исключением секторй 15) на осях 20 и 21, смонтирова}П1ых на обшей подушке 22, закрепленной на основании 1, .Стол 18 фиксируется при сверлении относительно 1 основания 1, например, винтовЬ1м зажимом 23. Станок работает следующим образом. При установке заготовки 19 с предвари тельно размеченными отверстиями на стол 18 (положение 1 на фиг. 2) зажим 23 отпущен, что позволяет легко совместить центры инструментов 11с центрами отверстий, находящихся в одном из линейных рядов. Затем заготовка 19 закрепляется на столе 18, который фиксируется зажимом 2 Производится обработка всех отверстий одного линейного ряда при очередных перестановках шпиндельной бабки 7 посредством ее перемещения ( в направлении стрелки на фиг. 2) по направляющим 6 рукава 4. По-окончании обработки всех отверстий одного ряда отпускают зажим 23, и рукав 4 за рукоятку 5 вручную поворачивают в положение П (см. фиг. 2). При этом вмест с рукавом 4 поворачивается колонка 3 и скрепленный с ней сектор 15, который чер паразитный блок 16 заставляет повернуться на тот же угол и в ту же сторону стол П-Вс заготовкой 1.9, так как передаточное ; отношение передачи от рукава 4 к столу 18 равно 1. : Таким образом, одновременно с поворотом рукава 4 происходит поворот |лзаготовки 19, а ввиду того, что относительное по.ложение стола 18 и заготовки 19 при этом не менявгся (заготовка 19 закреплена) , то параллельность ряда инструментов -11 и линейных рядов отверстий не нарушит ся. Величина угла поворота, достаточная дл перехода инструментов 11 на соседний ряд, определяется из соотношенияt oi -arcsiH- i где i - расстояние меж/iy спг:еаними ря-- дами; А - расстояние между осякш поворс-га колонны 3 и сголл 18. Практически поворот рукава 4 продолжается до момента совмещения 1шнг)ог; инструментов 11с центрами отверс i-ий последующего ряда, после чего стол 18 фиксируется зажимом 23 и производится обработка всех отверстий этого ряда. По окончании обработки всех отверстий на заготовке 19 последняя снимается со станка. Наличие поворотного стола, кииематически связанного с поворотной колонной | станка, обеспечивает параллельность рядов отверстий при любом угловом положении .рукава, что позволяет применять на радиально-сверлильном станке многоинструментальную обработку линейно расположенными инструментами при незначительном изменении конструкции станка. Кроме того, применение предлагаемого станка, работающего в полгтрной системе координат, позволяет улучшить условия труда как за счет сокращения трудозатрат на установку и выверку заготовки, так и за счет совмещения операций поворота рукава и .стопа при переходе и обработке отверстий очередного линейного ряда. Формула изобретения Радиально-сверлильный станок, преимущественно для многоинструментальной обработки линейных параллельных отверстий, включающий стол с обрабатываемой деталью, поворотную колонну с рукавом, на котором установлена шпиндельная бабка с многошпиндельной головкой, отличаюшийic я тем, что, с целью упрощения конструк- :циа и сокращения времени обработки детали, стол станка выполнен с возможностью ; поворота и соединен с поворотной колон|ной зубчатой передачей.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Радиально-сверлильный станок | 1982 |
|
SU1036468A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| Многошпиндельная поворотная головка | 1981 |
|
SU1038104A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА И СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА ЭТОМ СТАНКЕ | 2001 |
|
RU2210466C2 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |