Настоящее изобретение относится к способу изготовления полуфабриката из циркониевого сплава, предназначенного для получения плоского изделия, используемого для выполнения элементов топливных сборок.
Топливные сборки ядерных реакторов, охлаждаемых легкой водой, например, ядерных реакторов, охлаждаемых водой под давлением (PWR), и ядерных реакторов, охлаждаемых кипящей водой (BWR), или топливные сборки реакторов CANDU («CANada Deuterium Uranium - тяжеловодный водо-водяной ядерный реактор производства Канады) содержат элементы, выполненные из циркониевого сплава и характеризующиеся слабым поглощением нейтронов в сердечнике ядерного реактора.
В случае сборок для ядерных реакторов типа PWR трубные оболочки топливных стержней и пластины, используемые для изготовления поперечных решеток-перемычек для топливной сборки, могут быть выполнены из циркониевого сплава, в частности из циркониевого сплава, включающего в себя олово и железо, такого как сплавы циркалой 2 или циркалой 4.
Корпуса параллелепипедной формы топливных сборок для реакторов BWR, как правило, тоже выполняют из плоских изделий из циркониевого сплава, такого как сплавы циркалой 2 или циркалой 4.
Другие сплавы, такие как сплав, известный под коммерческим названием М5, в основном включающие цирконий и ниобий, также используются для изготовления элементов топливных сборок в виде плоских или трубных изделий.
Как правило, циркониевые сплавы, используемые для изготовления элементов топливных сборок, содержат, по меньшей мере, 97% по весу циркония, остальную часть состава, то есть не более 3% по весу, не считая примесей, образующихся при получении сплавов, могут составлять различные элементы, и в частности железо, олово или ниобий.
Циркониевые сплавы, отвечающие условиям состава, в зависимости от температуры и видов термической обработки могут представлять собой ту или иную из двух аллотропических форм циркония, то есть находиться в альфа-фазе, которая является фазой, стабильной при низкой температуре циркония, с компактной гексагональной структурой, или в бета-фазе, которая является фазой, стабильной при высокой температуре циркония, с кубической структурой.
В некоторых температурных зонах или после некоторых видов обработки циркониевые сплавы, такие как технические сплавы, используемые для изготовления определенных выше элементов топливных сборок, могут иметь смешанную структуру альфа+бета.
Изготовление плоских изделий из циркониевого сплава требует осуществления многочисленных последовательных этапов горячего и холодного деформирования и термической обработки.
Как правило, исходным продуктом является очень большой слиток, получаемый путем литья сплава с корректировкой в зависимости от выбранной марки. Обычно отливают слиток, имеющий диаметр, находящийся в пределах от 400 мм до 800 мм, и длину, находящуюся в пределах от 2 м до 3 м. После этого слиток подвергают операциям ковки в температурном интервале, в котором он может быть в α-фазе, β-фазе или в фазе α+β (см. ЕР 0085552 и US 5674330).
Предпочтительно слиток нагревают таким образом, чтобы сплав находился в бета-фазе, после чего осуществляют первый этап ковки нагретого слитка в бета-фазе. Обычно слиток нагревают до температуры 1050°С в течение десяти часов перед операцией ковки.
После первого этапа ковки осуществляют закалку продукта, полученного путем ковки, начиная от бета-фазы.
После этого осуществляют второй этап ковки при температуре ниже 800°С, при этом сплав находится в альфа-фазе в случае сплавов типа циркалой. После второго этапа ковки полученный продукт, являющийся полуфабрикатом для способа изготовления плоского изделия, имеет вид сляба толщиной порядка 100 мм.
Затем сляб подвергают различным операциям горячей прокатки, затем холодной прокатки для получения конечного плоского изделия, такого как лента, толщиной, находящейся в пределах от 0,2 мм до 4 мм. По меньшей мере, между некоторыми операциями деформирования конечного плоского продукта осуществляют термическую обработку закалкой и отжигом.
Описанный выше способ трансформации содержит многочисленные последовательные фазы обработки, и в частности несколько операций закалки, начиная от области бета, для получения полуфабриката, такого как сляб, путем горячего деформирования и второго промежуточного продукта путем холодного деформирования.
Во время этапов охлаждения продуктов или во время этапов закалки продукт из циркониевого сплава вступает в контакт с влажным воздухом и/или водой и может абсорбировать водород, фиксирующийся в материале в виде гидридов.
Как правило, присутствие в материале гидридов в виде крупнодисперсных выделений отрицательно сказывается на деформируемости в холодном виде и на коррозионной стойкости продуктов.
Как правило, выделение гидридов происходит в температурном интервале от 220°С до 100°С во время охлаждения продукта, и чем больше водорода абсорбирует материал, тем больше образуется гидридов в крупнодисперсном виде.
Поскольку желательно ограничить образование гидридов в материале или способствовать образованию гидридов в мелкодисперсном виде, то предпочитают осуществлять трансформационную обработку продуктов из циркониевого сплава таким образом, чтобы продукты абсорбировали как можно меньше водорода во время операций деформирования и термической обработки.
Кроме того, необходимо упростить способ деформирования, который является сложным и содержит многочисленные последовательные операции.
Во французском патенте FR 2.334.763 был предложен способ термической и/или термомеханической обработки циркониевого сплава, содержащего более 150 частей на миллион углерода, в диапазоне температур от 830°С до 950°С для растворения, по меньшей мере, части углерода, при этом выше температуры 950°С не проводят никакой последующей термической обработки.
Термическую или термомеханическую обработку в температурном диапазоне от 830°С до 950°С, который соответствует области, в которой в сплаве присутствуют альфа- и бета-фазы, осуществляют только после первой ковки слитка в бета-фазе, за которой следует закалка в воде.
Обработка согласно патенту FR 2334763 применяется только для циркониевых сплавов особого типа и не позволяет изменять первые фазы получения продуктов, во время которых осуществляют закалку в воде. Кроме того, этапы, следующие после термической или термомеханической обработки в фазе альфа+бета, могут осуществляться только при температуре, превышающей 950°С.
Таким образом, способ согласно этому патенту ограничен по своему применению и по полученным результатам из-за присутствия гидридов в конечном продукте.
Задачей настоящего изобретения является разработка способа изготовления полуфабриката из циркониевого сплава, содержащего, по меньшей мере, 97% по весу циркония, предназначенного для получения плоских изделий, при котором получают слиток больших размеров путем литья циркониевого сплава, затем путем ковки слитка больших размеров получают полуфабрикат, предназначенный для горячей, а затем холодной прокатки для получения плоского изделия, при этом, по меньшей мере, между некоторыми операциями деформирования осуществляют этапы термической обработки путем закалки и отжига, при этом данный способ позволяет упростить и сделать более дешевым изготовление изделия и ограничить низкими значениями уровень присутствия гидридов в полуфабрикате, отрицательно влияющих на деформируемость и на коррозионную стойкость изделия из циркониевого сплава.
Для этого полуфабрикат получают из слитка больших размеров путем только одной операции ковки при температуре, при которой циркониевый сплав находится в состоянии, содержащем кристаллические α- и β-фазы.
Согласно отличительным признакам настоящего изобретения:
- при температуре ковки слитка объемное содержание циркониевого сплава в α-фазе составляет от 10% до 90%, при этом остальная часть циркониевого сплава слитка находится в β-фазе;
- полуфабрикат является слябом;
- сляб имеет толщину, примерно равную 100 мм, и предназначен для изготовления плоского изделия толщиной, находящейся в пределах от 0,2 мм до 4 мм;
- ковку циркониевого сплава в α- и β-фазе осуществляют при температуре, находящейся в пределах от 850°С до 950°С, и
- циркониевый сплав суммарно включает в себя не более 3% по весу элементов добавок, являющихся, по меньшей мере, одним из элементов, таких как олово, железо, хром, никель, кислород, ниобий, ванадий и кремний, остальная часть сплава является цирконием, не считая неизбежных примесей.
Настоящее изобретение относится также к осуществлению способа для изготовления сляба, предназначенного для получения плоского изделия толщиной, находящейся в пределах от 0,2 мм до 4 мм, для выполнения элемента топливной сборки, такого как пластина поперечной решетки-перемычки топливной сборки для ядерного реактора PWR, или стенки корпуса топливной сборки для реактора BWR, или элемента топливной сборки для реактора CANDU.
Для лучшего понимания настоящего изобретения способ изготовления полуфабриката, предназначенного для получения плоских изделий в соответствии с настоящим изобретением, будет описан при сравнении со способом из предшествующего уровня техники.
На фиг.1 символически показана схема различных этапов способа изготовления, известного из предшествующего уровня техники.
На фиг.2 схематично и аналогично фиг.1 показан способ изготовления полуфабриката в соответствии с настоящим изобретением.
На фиг.1 показан слиток 1, который может быть слитком больших размеров, диаметр которого может находиться в пределах от 400 мм до 800 мм, а длина - находиться в пределах от 2 до 3 м, полученным путем литья циркониевого сплава, используемого для изготовления плоских изделий для выполнении элементов топливной сборки.
В качестве циркониевого сплава можно использовать, например, сплав циркалой 2, содержащий по весу от 1,2% до 1,7% олова, от 0,07% до 0,20% железа, от 0,05% до 0,15% хрома, от 0,03% до 0,08% никеля, не более 120 частей на миллион кремния и 150 частей на миллион углерода, при этом остальное составляет цирконий, не считая обычных неизбежных примесей.
В качестве циркониевого сплава для изготовления плоского изделия можно также использовать циркалой 4, содержащий по весу от 1,2% до 1,7% олова, от 0,18% до 0,24% железа, от 0,07% до 0,13% хрома, не более 150 частей на миллион углерода, при этом остальное составляет цирконий и примеси.
Сплав отливают в виде слитка 1 больших размеров, который затем нагревают до температуры, превышающей 1000°С, например до температуры 1050°С, в течение десяти часов таким образом, чтобы сплав слитка полностью находился в кубической бета-фазе, стабильной при высокой температуре.
После этого слиток подвергают ковке при температуре, находящейся в области бета-фазы сплава, например при температуре, близкой к 1000°С, и получают плоский продукт большой толщины, называемый слябом, что выражено этапом 2 на фиг.1.
После этого сляб 3' большой толщины подвергают закалке в воде или на влажном воздухе, что показано стрелками на третьем этапе 4 способа изготовления.
Во время четвертого этапа, обозначенного позицией 5 на фиг.1, сляб 3' большой толщины подвергают ковке при температуре, находящейся в области альфа-фазы циркониевого сплава, например при температуре порядка 800°С.
Получают сляб 3, толщина которого может быть порядка 100 мм и который является полуфабрикатом, полученным после ковки и подвергнутым горячей, а затем холодной прокатке для получения конечного плоского изделия в виде листа или ленты, толщина которой может находиться в пределах от 0,2 мм до 4 мм.
После первичной ковки слитка 1 в бета-фазе (этап 2 способа) проводят закалку в бета-фазе (этап 4 способа), поскольку металл, охлаждающийся во время ковки, может содержать наружную зону в фазе альфа+бета, способствующую образованию сегрегаций ферритообразующих элементов, таких как олово и кислород, и элементов, стабилизирующих бета-фазу, таких как железо, хром, никель или ниобий, в зависимости от состава сплава.
Эти сегрегации отрицательно сказываются на эксплутационных свойствах сплава, и в частности на свойствах коррозионной стойкости и деформируемости штамповкой.
Закалка в бета-фазе предполагает контакт между слябом 3' и закаливающей средой, которой может быть вода или влажный воздух, то есть средой, содержащей водород.
Водород абсорбируется слябом в момент термической обработки и фиксируется внутри сплава в виде гидридов.
Таким образом, ухудшается деформируемость плоского изделия из циркониевого сплава и его коррозионная стойкость.
Далее со ссылкой на фиг.2 следует описание способа в соответствии с настоящим изобретением для получения сляба, предназначенного для изготовления плоских изделий.
Слиток 1 больших размеров из циркониевого сплава подвергают только одной операции ковки 7 в фазе α+β для получения сляба 8, по существу, аналогичного слябу 3, полученному в результате сложного способа, включающего в себя ковку в β-фазе, закалку, начиная от β-фазы, и ковку в α-фазе.
Способ в соответствии с настоящим изобретением состоит в замене трех первых этапов 2, 4 и 5 известного способа, то есть этапа 2 ковки в бета-фазе (выше 1000°С), затем этапа 4 закалки сляба 3', начиная от бета-фазы, и ковки в альфа-фазе при температуре ниже 800°С, одним простым этапом 7 ковки в фазе альфа+бета, например, в случае сплавов циркалой 2 и 4 при температуре от 850°С до 950°С и, например, при температуре порядка 900°С.
Температуру ковки в фазе α+β выбирают таким образом, чтобы объемное содержание α-фазы в сплаве слитка находилось в пределах от 10% до 90%, при этом остальная часть сплава находится в β-фазе.
Ковку слитка 1 проводят таким образом, чтобы получить сляб 8, толщина которого может быть порядка 100 мм и который является полуфабрикатом, который затем подвергают операциям горячей прокатки и холодной прокатки, как было указано выше, разделенным этапами термической обработки закалкой и отжигом.
При проведении анализов на полуфабрикате или на плоских изделиях, полученных из полуфабриката, было установлено, что количество гидридов, содержащихся в сплаве, полученном согласно способу в соответствии с настоящим изобретением, существенно меньше количества гидридов, содержащихся в продукте из предшествующего уровня техники.
На полуфабрикате, который в случае изготовления плоских изделий является слябом, смогли замерить содержание водорода в два раза меньшее, чем в случае известного из предшествующего уровня способа, применяя ковку в α- и β-фазе вместо первоначальных трех этапов известного способа изготовления.
Гидриды, осаждающиеся в продукте в соответствии с настоящим изобретением, тоже, как правило, имеют меньший размер, чем гидриды, осаждающиеся в плоском продукте из предшествующего уровня техники.
Свойства коррозионной стойкости и деформируемости плоского изделия, выполняемого из полуфабриката, полученного в соответствии с настоящим изобретением, существенно превышают эти же свойства продукта, полученного согласно известному способу.
Такие неожиданные положительные результаты могут быть следствием отсутствия закалки при высокой температуре сляба, полученного ковкой в β-фазе.
Действительно, во время такой закалки при высокой температуре, которую осуществляют в закаливающей среде, содержащей водород, на слябе 3' происходит абсорбирование водорода продуктом с последующим образованием гидридов.
Кроме того, одним из преимуществ способа в соответствии с настоящим изобретением является значительное упрощение процесса изготовления полуфабриката. Благодаря этому добиваются существенного сокращения материальных и временных затрат при осуществлении способа.
Кроме того, продукт нагревают только до температуры, находящейся в области α- и β-фазы, то есть до температуры, существенно меньшей температуры поддержания β-фазы при применении известного способа.
В случае сплавов циркалой 2 и 4, состав которых был указан выше, ковку слитка 1 в фазе α+β осуществляют в температурном интервале от 850°С до 950°С и, например, при температуре 900°С.
В случае сплавов циркалой 2 и циркалой 4 или любого циркониевого сплава, содержащего олово, переход в фазу α+β для осуществления ковки по способу в соответствии с настоящим изобретением может привести к образованию сегрегаций олова.
Однако эти сегрегации можно убрать во время последующих операций обработки в рамках получения конечного плоского изделия из полуфабриката.
В случае применения способа в соответствии с настоящим изобретением на ниобиевых сплавах, поскольку переход между областями α и α+β происходит примерно при температуре 600°С, температура ковки в фазе α+β может быть существенно ниже 900°С, хотя и следует при этом учитывать свойства ковкости сплава при температуре ковки.
Можно также предусмотреть применение способа в соответствии с настоящим изобретением для сплавов, отличающихся от циркалоя или ниобийсодержащих сплавов. Как правило, эти сплавы содержат не более 3% по весу добавок, состоящих из, по меньшей мере, одного из элементов, таких как олово, железо, хром, никель, кислород, ниобий, ванадий и кремний, при этом остальное составляет цирконий и неизбежные примеси.
В частности, настоящее изобретение применяется при изготовлении плоских изделий из циркониевого сплава для выполнения элементов топливных сборок, таких как пластины для изготовления поперечных решеток-перемычек для топливных сборок ядерного реактора типа PWR, или стенок корпуса топливных сборок для реактора BWR, или элементов топливных сборок для реакторов CANDU.
Настоящее изобретение не ограничивается описанными вариантами выполнения.
Температура ковки в α- и β-фазе зависит от состава циркониевого сплава. Операции ковки можно осуществлять с использованием средств, обычно применяемых для деформирования в α-фазе или β-фазе при осуществлении способа из предшествующего уровня техники, или других средств, адаптированных для ковки в фазе α+β в ходе одной операции для получения сляба.
Как правило, настоящее изобретение применяется для любого изделия из технического циркониевого сплава, определяемого приведенными выше пределами состава.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА ИЗ ЦИРКОНИЕВОГО СПЛАВА И ПРИМЕНЕНИЕ ПОЛУФАБРИКАТА | 2004 |
|
RU2337176C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310010C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ ЗАГОТОВКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ ПЛОСКАЯ ЗАГОТОВКА И ЭЛЕМЕНТ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА АЭС, ИЗГОТОВЛЕННЫЙ ИЗ ПЛОСКОЙ ЗАГОТОВКИ | 2004 |
|
RU2350684C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2004 |
|
RU2261765C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310009C2 |
| СПЛАВ НА ОСНОВЕ ЦИРКОНИЯ, УСТОЙЧИВЫЙ К ТЕКУЧЕСТИ И КОРРОЗИИ ПОД ДЕЙСТВИЕМ ВОДЫ И ПАРА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЕ В ЯДЕРНОМ РЕАКТОРЕ | 1997 |
|
RU2199600C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2032760C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ЗАГОТОВОК ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2003 |
|
RU2240188C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ ЗАГОТОВКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ ПЛОСКАЯ ЗАГОТОВКА И РЕШЕТКА РЕАКТОРА АЭС, ВЫПОЛНЕННАЯ ИЗ ЭТОЙ ЗАГОТОВКИ | 2004 |
|
RU2351687C2 |

Изобретение относится к способу изготовления полуфабриката из циркониевого сплава, предназначенного для получения плоского изделия, используемого для выполнения элементов топливных сборок. Получают литьем слиток диаметром 400-800 мм и длиной 2-3 м, затем осуществляют ковку слитка в одну операцию при температуре, соответствующей области α- и β-фазы сплава. Из полуфабриката изготавливают плоские изделия толщиной 0,2-4 мм, такие как пластина поперечной решетки-перемычки ядерной топливной сборки реактора, охлаждаемого водой под давлением, или стенка корпуса топливной сборки реактора, охлаждаемого кипящей водой, или элемента топливной сборки реактора CANDU. Изобретение позволяет упростить и сделать более дешевым изготовление изделий, а также снизить содержание гидридов в полуфабрикате, отрицательно влияющих на деформируемость и коррозионную стойкость изделий из циркониевого сплава. 2 н. и 3 з.п. ф-лы, 2 ил.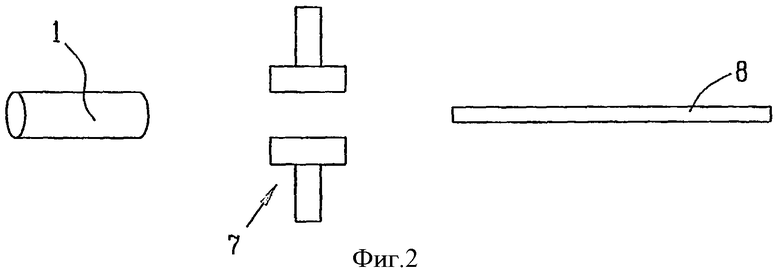
| ПРИВИТЫЕ СОПОЛИМЕРЫ В КОСМЕТИЧЕСКИХ КОМПОЗИЦИЯХ | 2003 |
|
RU2334763C2 |
| Устройство для регулирования притока воды в водоочистительной установке | 1949 |
|
SU85553A1 |
| US 5674330 A, 07.10.1997 | |||
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |

