Изобретение относится к области металлургии и предназначено для изготовления плоского профиля, используемого в качестве конструкционного материала в активных зонах атомных реакторов, в химической и нефтегазовой промышленности.
Известен способ изготовления плоского профиля из сплава циркония или сплава гафния горячей прокаткой после повторного нагрева инфракрасным (ИК)-излучением (Патент Франции № 2716897, С22F 1/16, 1996). Способ пригоден для изготовления элементов из сплавов циркония или гафния для атомных реакторов. Способ включает обжатие горячей заготовки, последующую прокатку в альфа-области циркония (гафния). Прокатку проводят в несколько проходов с одним или несколькими нагревами в печи до температуры полиморфного превращения, что улучшает деформируемость заготовки. Далее проводят холодную прокатку с одним или несколькими циклами прокатки и термической обработки. При этом проводят один проход горячей прокатки, следующий за последним нагреванием в печи проката, по меньшей мере на 100°С со скоростью 4°С в секунду ИК-излучением с длиной волны 0,8-5 мкм, с последующей горячей прокаткой до достижения конечной толщины проката, равной 0,8 от толщины заготовки, подвергнутой горячей прокатке.
Известный способ не исключает структурную неоднородность заготовки под горячую прокатку.
Применение данного способа требует, кроме того, создания специального оборудования для нагрева ИК-излучением. Осуществление горячей прокатки в температурной альфа-области циркония (гафния) вследствие узкого диапазона ее существования ограничивает технологические возможности получения качественного подката из циркониевых сплавов, что, в конечном счете, приводит к нестабильности требуемых свойств готовой продукции и повышению себестоимости изготовления плоского профиля.
Известен способ изготовления листов из сплава циркония с высокой стойкостью к деформациям при облучении (Патент Франции № 2723965, С22F 1/16, 1997), в котором для изготовления листов из сплава циркония, пригодных для выполнения элементов котлов, сначала получают под вакуумом отливку из соответствующего сплава, которую подвергают ковке и горячей прокатке, затем заготовку подвергают закалке после повторного нагрева в бэта-области циркония, затем после нагрева подвергают горячей прокатке, тепловой обработке в альфа-области циркония, далее холодной прокатке с последующей термической обработкой в альфа-области циркония и окончательной холодной прокатке с рекристаллизационным отжигом в альфа-области циркония. Причем горячую прокатку листа после закалки, начиная из бэта-области циркония, осуществляют в первом направлении, затем в перпендикулярном первому направлению прокатки.
Известный способ не исключает структурную неоднородность заготовки под холодную прокатку, что в конечном счете не позволяет обеспечить требуемых свойств на готовом изделии. Кроме того, известный способ отличается высоким энергопотреблением из-за многочисленных нагревов. К тому же использование прокатки листа в различных направлениях требует применения специального стана с удлиненными валками, иначе прокатка в перпендикулярном первому направлению не возможна, особенно для заготовок под листы большой длины, что в конечном счете приводит к значительному повышению себестоимости изготовления листов.
Известен способ изготовления листов из сплава цирконий - 2,5 мас.% ниобия, включающий получение заготовки ковкой, нагрев, горячую прокатку, промежуточную термообработку, холодную прокатку и окончательную термообработку. При этом нагрев и начало горячей прокатки проводят в интервале ниже температуры α+β↔β-превращения на 70-150°С (Патент РФ № 2021043, В21В 3/00, 1994 г.). В известном способе получение заготовки ковкой происходит при деформации исходного слитка в областях существования бета- и (альфа+бета)-циркония, вследствие чего заготовки под горячую прокатку имеют различное структурное состояние и фазовый состав по длине и сечению, что приводит к значительной нестабильности механических свойств листов. Кроме того, в данном способе после ковки не предусмотрена термообработка, необходимая для снятия напряжений, возникающих в заготовке при деформации 82,5-83% и последующей механической обработке. Применение без выдержки одного нагрева заготовки под горячую прокатку в интервале ниже температуры α+β↔β-превращения на 70-150°С не может устранить исходную неоднородность заготовок, что подтверждается результатами контроля готовых листов. Партии листов, полученные из таких заготовок, характеризуются нестабильностью механических свойств даже в пределах одного листа, структура металла по длине и толщине листа неоднородна. Кроме того, данный способ отличается высокой себестоимостью изготовления листов из-за низкого выхода годных изделий.
Наиболее близким к предлагаемому изобретению является известный способ изготовления плоского профиля из циркониевых сплавов, включающий выплавку слитка, получение из него горячим формованием и последующей механической обработкой заготовки под горячую прокатку, закалку ее при температуре на 50-150°С превышающей точку фазового перехода из промежуточной (альфа+бета)-области в бета-область циркония и отпуск при температуре существования (альфа+бета)-области циркония, горячую прокатку, промежуточную термообработку, холодную прокатку и окончательную термообработку (Патент РФ №2184795, С22F 1/18, 2002 г.).
Наиболее близкий известный способ отличается повышенной себестоимостью изготовления готовой продукции, так как применение высокотемпературной термической обработки из β-области циркония в виде операции закалки заготовки под горячую прокатку, которая сопровождается значительным поверхностным окислением сплава, что требует последующего удаления некондиционного слоя механической обработкой, приводит к увеличению потерь металла, переводимого в стружку, снижению выхода годной продукции.
Кроме того, закалка из высокотемпературной бета-области приводит к увеличению твердости и внутренних напряжений заготовки, что вызывает необходимость повышения удельного давления при последующих обработках заготовки и снижает стойкость режущего и прокатного инструментов.
Введение дополнительной операции отпуска заготовок после закалки приводит к дополнительному окислению металла и увеличению длительности производственного цикла, к снижению производительности процесса, к повышению энергозатрат и в конечном счете к повышению себестоимости изготовления листов.
Заявляемый способ решает задачу снижения себестоимости при одновременном повышении стабильности механических свойств готовых изделий, а также повышения технологичности сплава за счет исключения структурной неоднородности заготовки под горячую прокатку.
Это достигается тем, что в отличие от известного способа изготовления плоского профиля из циркониевых сплавов, включающего выплавку слитка, получение из него горячим формованием заготовки, термическую и механическую обработку заготовки, горячую прокатку, промежуточную термообработку, холодную прокатку и окончательную термообработку, а по заявляемому способу термообработку горячедеформированной заготовки перед горячей прокаткой проводят в области существования (альфа+бета)-циркония с выдержкой 1-3 ч и охлаждением со скоростью не менее 5°С/мин.
Термообработка заготовки перед горячей прокаткой может быть проведена при температуре не менее 800°С.
Достижению технического результата способствует также то, что горячая прокатка заготовки производится при температуре, не превышающей температуру предшествующей термообработки.
Проведение термообработки заготовок под горячую прокатку при температуре существования (α+β)-циркония и последующая горячая прокатка заготовки при температуре, не превышающей температуру предшествующей термообработки, способствует динамической рекристаллизации зерен, что обеспечивает однородную структуру с глобулярным распределением альфа-фазы циркония по границам и внутри бета-зерен циркония. Т.е. устраняется структурная неоднородность заготовки под горячую прокатку в виде волокнистой полосчатости.
Выдержка в течение 1-3 часов в процессе термообработки и последующее охлаждение заготовки со скоростью не менее 5°С/мин позволяет стабилизировать механические свойства по сечению и длине заготовки, обеспечить высокую технологичность при ее дальнейшей обработке за счет разупрочнения сплава.
Причем как исключение структурной неоднородности, так и повышение стабильности механических свойств достигается в совокупности с условиями операций термообработки, горячей прокатки в заявляемых условиях, что при известном свойстве циркониевых сплавов подвергаться окислению при нагреве и, как следствие, необходимости удаления некондиционного слоя в отходы позволяет уменьшить потери. Таким образом, себестоимость изготовления плоского профиля снижается за счет увеличения выхода годной продукции. Снижается она и за счет снижения брака готовой продукции по механическим свойствам.
Фигура 1 - график изменения твердости по сечению горячеформованной заготовки, термообработанной по различным режимам.
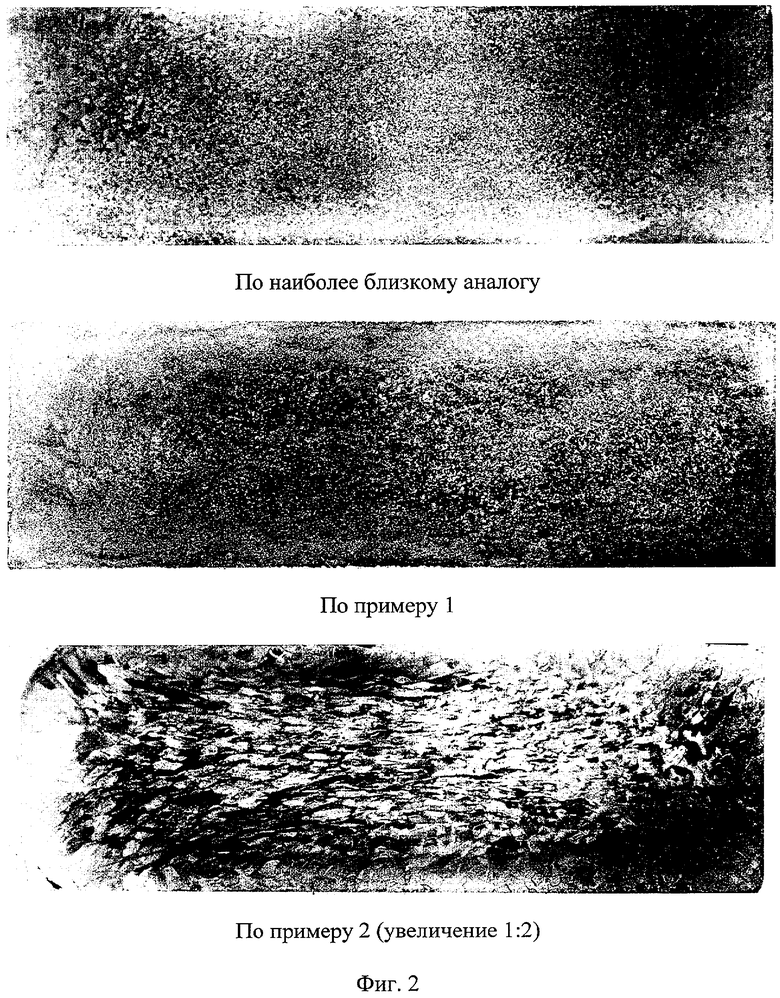
Фигура 2 - макроструктура горячеформованной заготовки, термообработанной по различным режимам.
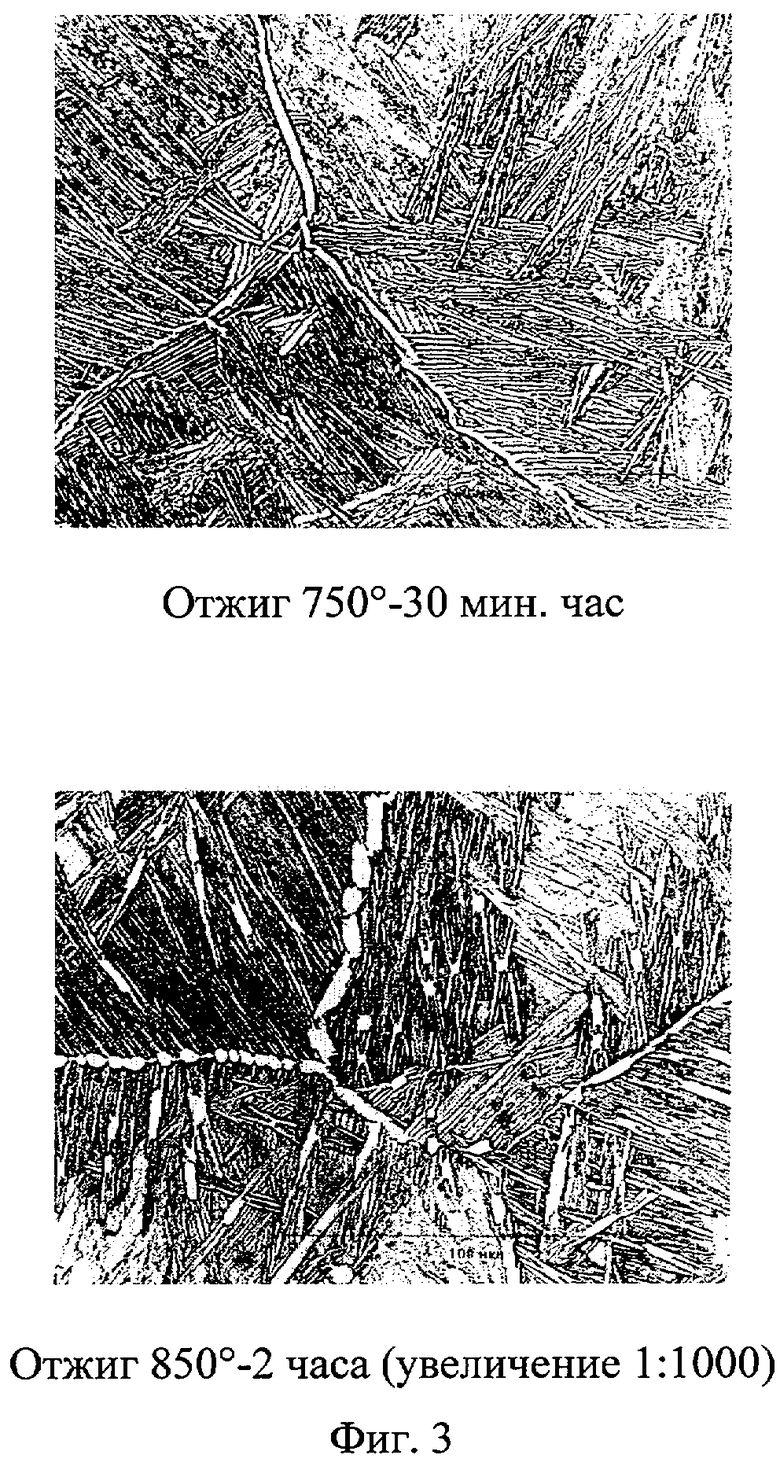
Фигура 3 - микроструктура горячеформованной заготовки, термообработанной по различным режимам.
Способ осуществлялся следующим образом.
Пример 1
По заявляемому способу из цирконийниобиевого сплава (Zr-2,5% Nb) выплавили слиток. Слиток подвергли горячей ковке с последующим изготовлением заготовок. Термообработку заготовок осуществляли в альфа+бета-области циркония при температуре 850°С, продолжительность выдержки составила 2 ч. Последующее охлаждение заготовки осуществляли на воздухе со скоростью 10°С/мин в центральной части горячеформованной заготовки до температуры окружающей среды. Затем с заготовок производили механическое удаление некондиционного слоя металла. Далее заготовки нагревали до Т=750°С и осуществляли горячую прокатку. Полученный подкат после проведения операции отжига подвергали холодной прокатке. Окончательный отжиг листов проводили после завершения холодной прокатки. Отожженные листы подвергали отделочным операциям до получения готового изделия толщиной 1,5 мм, а затем контролю на соответствие техническим условиям.
Пример 2
Аналогичным методом были получены готовые изделия (листы толщиной 1,5 мм) из сплава Zr-2,5% Nb в той же последовательности, что и в примере 1, но термообработку заготовок осуществляли по режиму: Т=750°С с выдержкой 0,5 ч, т.е. за пределами заявляемых интервалов температуры и времени выдержки.
Для проведения сопоставительного анализа изготавливали готовые листы толщиной 1,5 мм по наиболее близкому аналогу. Для этого из циркониевого сплава Zr-2,5% Nb выплавили слиток. Слиток подвергли ковке. Горячеформованные заготовки подвергали закалке в воду с температуры 980°С при выдержке 40 мин. Закаленные заготовки подвергали отпуску при температуре 750°С в течение 30 мин, затем механическим способом снимали некондиционный слой металла. Далее заготовки обрабатывали до получения готового изделия толщиной 1,5 мм аналогично примеру 1.
От полученных заготовок и листов, изготовленных по наиболее близкому аналогу и примерам 1 и 2, были отобраны образцы. По стандартным методикам проведены металлографические исследования образцов, определены механические свойства, ударная вязкость, твердость и себестоимость изготовления 1 кг готовой продукции.
Результаты механических испытаний, представленные в таблице, свидетельствуют о нестабильности уровня свойств по сечению горячеформованных заготовок, термообработанных по примеру 2 и по наиболее близкому аналогу, при этом разброс значений ударной вязкости в пределах одной заготовки составляет Δ59, Дж/см2 и Δ52,4 Дж/см2 соответственно.
Предполагаемый режим термообработки (пример 1) позволяет получить стабильные результаты значений ударной вязкости по сечению горячеформованной заготовки при разбросе ударной вязкости Δ12,7 Дж/см2. При испытаниях на осадку максимальные значения, полученные на металле, подвергшемся термообработке по предлагаемому режиму (пример 1), свидетельствуют о преимуществе в технологичности сплава для последующей деформации по сравнению с примером 2 и наиболее близким аналогом. На фиг.1 представлены кривые изменения твердости по сечению горячедеформированных заготовок из сплава Zr-2,5% Nb, которые подвергались термообработке по различным технологическим вариантам. Высокий разброс значений твердости (ΔHRB=10 ед.) по сечению заготовок, а также закономерное изменение твердости от центра к периферии заготовки, термообработка которых проводилась по известному способу (наиболее близкому аналогу), вызваны различной прокаливаемостью заготовки, а следовательно, получением неоднородной структуры металла.
На заготовках, подвергшихся термообработке по заявляемому способу, твердость по сечению распределяется равномерно при разбросе значений, не превышающих 4 ед. с однородной макроструктурой, представленной на фиг.2.
Снижение температуры термообработки и времени выдержки от оптимального (пример 1) до Т=750°С с выдержкой 0,5 ч (пример 2) не обеспечивает благоприятного стандартного состояния сплава с распределением альфа-фазы циркония в виде глобул внутри и по границам бета-зерен циркония.
Увеличение времени выдержки от заявленного (1-3 ч) режима термообработки не целесообразно. Из уровня техники известно, что цирконий и его сплавы являются активными металлами и подвержены сильному окислению при нагреве. При этом степень окисления, следовательно, и потери металла увеличиваются с повышением температуры и продолжительности его нагрева.
Критерием выбора режима термообработки по заявляемому способу является обеспечение благоприятного структурного состояния с глобулярным распределением альфа-фазы циркония по границам и внутри бета-зерен циркония, равномерного распределения значений твердости и уровня механических свойств по сечению заготовки. Такое сочетание структуры и уровня механических свойств горячеформованных заготовок позволяет добиться необходимой технологичности сплава для последующей горячей и холодной прокаток и минимальной отбраковки готовых листов по механическим свойствам.
Анализ вышеприведенных данных показывает, что заявленный способ в отличие от наиболее близкого аналога и способа по примеру 2 обеспечивает структурную однородность, стабильный уровень механических свойств горячеформованных заготовок, что приводит к стабилизации механических свойств готовых изделий, к значительному снижению себестоимости изготовления готовой продукции и обеспечивает получение изделий высокого качества с меньшими потерями металла в производстве.
На ОАО ЧМЗ по заявляемому способу в объеме одного слитка изготовлена промышленная партия листов из сплава Zr-2,5% Nb с положительным результатом. Установлено, что отбраковка готовых изделий по механическим свойствам снижена до 0,97% (вместо 2,3% по наиболее близкому аналогу).
Результаты механических испытаний образцов (Тисп.= °С), отобранных от горячеформованных заготовок сплава Zr-2,5% Nb, термообработанных по различным режимам
°С), отобранных от горячеформованных заготовок сплава Zr-2,5% Nb, термообработанных по различным режимам





88,1
88,5






127,2
123,5
Отпуск: Т=750°С, τ=30 мин




89,5
49,7
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2382114C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ (ВАРИАНТЫ) | 1997 |
|
RU2123065C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310010C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2004 |
|
RU2261765C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБНОГО ПРОФИЛЯ ИЗ БИНАРНЫХ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2003 |
|
RU2230134C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБОТОНКОСТЕННЫХ ТРУБ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ИХ ОТЖИГА | 2004 |
|
RU2282676C2 |
| Способ изготовления холоднокатаных трубных изделий из сплавов циркония с высокой коррозионной стойкостью (варианты) | 2023 |
|
RU2823592C1 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2032760C1 |
Изобретение относится к области металлургии и может быть использовано при изготовлении плоского профиля, применяемого в химической и нефтегазовой промышленности в качестве конструкционного материала в активных зонах атомных реакторов. Заготовку, полученную из слитка горячим формованием, подвергают термообработке и механической обработке. Термообработку проводят при температуре существования области (альфа+бета)-циркония с выдержкой 1-3 ч и охлаждением со скоростью не менее 5°С/мин. Эта обработка может быть проведена при температуре не менее 800°С. Затем осуществляют горячую прокатку, промежуточную термообработку, холодную прокатку и окончательную термообработку. Горячая прокатка может быть проведена при температуре, не превышающей температуру предшествующей термообработки. В результате обеспечивается снижение себестоимости полученных изделий при одновременном повышении стабильности их механических свойств и технологичности сплава. 2 з.п. ф-лы, 3 ил., 1 табл.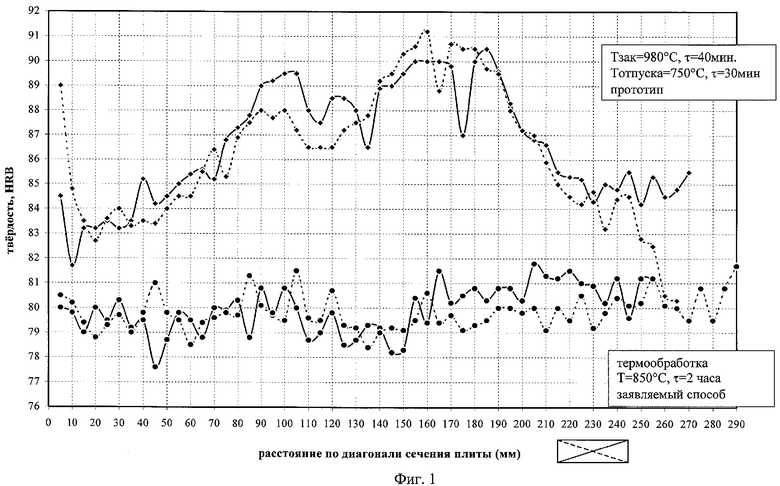
| RU 2184795 С2, 20.06.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ СПЛАВА ЦИРКОНИЙ - 2,5 МАС.% НИОБИЯ | 1992 |
|
RU2021043C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБНОГО ПРОФИЛЯ ИЗ БИНАРНЫХ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2003 |
|
RU2230134C1 |
| СПОСОБ ДЛЯ ПРОВЕДЕНИЯ ИСПЫТАНИЙ НА АДГЕЗИОННУЮ ПРОЧНОСТЬ КЛЕЕПОЛИМЕРНЫХ ДИСПЕРСНО-АРМИРОВАННЫХ КОМПОЗИТОВ | 2019 |
|
RU2723965C1 |
| ЕР 1225243 А1, 24.07.2002. | |||

