Изобретение относится к области обработки металлов давлением и термической обработки, в частности к способу получения плоского профиля из цирконий-ниобиевых сплавов, используемых в качестве конструкционных элементов активных зон атомных реакторов.
К плоскому профилю из цирконий-ниобиевых сплавов предъявляются высокие требования по механическим свойствам.
Для надежной работы конструкционных элементов из циркониевых сплавов при эксплуатационных условиях в присутствии теплоносителя необходимо формирование однородности свойств и обеспечение прочностных и пластических характеристик, регламентируемых техническими условиями. Кроме того, для формирования конструкционных элементов необходимо обеспечить способность сплава к формоизменению без разрушения.
Способность плоского профиля к формоизменению без разрушения характеризуется механическими свойствами сплава, формируемыми технологическим процессом.
Известно [P.D.Kaufmann and E.F.Baroch. Potential for Improvement of Mechanical Properties in Zircaloy Cold - Rolled Strip and Sheet. Zirconium in Nuclear Applications. ASTM, stp 551. American Society for Testing and Materials, 1974, p 129], что наиболее важными параметрами, определяющими механические свойства конечной продукции из циркониевых сплавов, являются температура и деформационные параметры горячей прокатки. Представленный способ относится к сплаву Циркалой-4 и вследствие различий химического состава с цирконий-ниобиевыми сплавами определяет различные условия оптимизации температурно-деформационных параметров процесса.
Известен способ получения листов из сплава цирконий-2,5 мас.% ниобия, включающий ковку слитков, горячую прокатку с нагревом в интервале, граничные значения которого находятся ниже температуры  превращения на 70÷150°С, холодную прокатку с промежуточными и окончательной вакуумными термообработками [RU 2021043 С 1]. Данный способ принят авторами за прототип. К недостаткам данного способа относится отсутствие регламентации деформационных параметров горячей прокатки.
превращения на 70÷150°С, холодную прокатку с промежуточными и окончательной вакуумными термообработками [RU 2021043 С 1]. Данный способ принят авторами за прототип. К недостаткам данного способа относится отсутствие регламентации деформационных параметров горячей прокатки.
Предлагаемый способ решает задачу получения плоского профиля с более высокими технико-экономическими показателями и однородными механическими свойствами, удовлетворяющими требованиям технических условий.
Это достигается тем, что в отличие от известного способа изготовления листов, включающего нагрев кованых заготовок в интервале, граничные значения которого находятся ниже температуры превращения на 70÷150°С, горячую и холодную прокатки с промежуточными и окончательной вакуумными термообработками, интегральную величину деформации горячей прокаткой выдерживают более lnμ=2,5, а частные обжатия за проход не более lnμ=0,32.
С целью увеличения эффективности процесса получения плоского профиля из цирконий-ниобиевых сплавов горячую прокатку проводят с интегральной величиной суммарной деформации lnμ>2,8 за две стадии нагрева.
Текстурирование плоского профиля в процессе прокатки имеет важное значение для формирования механических свойств. Как правило, в производстве плоского профиля доля горячей обработки превалирует над долей холодной обработки и экономически наиболее целесообразна. Это отводит определяющее значение процессу горячей прокатки в формировании механических характеристик плоского профиля из цирконий-ниобиевых сплавов. Наиболее важным показателем, определяющим механические свойства, является направление нормали плоскости базиса кристаллографической решетки, которое характеризуется коэффициентами текстуры, или углом к нормальному направлению плоского профиля.
Экспериментальным путем установлено, что наиболее устойчивой является текстура с малыми углами (30÷45°) направления нормали плоскости базиса к нормальному направлению плоского профиля. При интетральной величине деформации lnμ≤2,5 горячей прокаткой полуфабрикатов из цирконий-ниобиевых сплавов угол направления нормали плоскости базиса к нормальному направлению плоского профиля составляет >45°. При этом снижается стойкость к трещинообразованию плоского профиля при испытаниях на изгиб в направлении поперечном оси прокатки ниже значений, регламентируемых требованиями технических условий.
Увеличение деформации горячей прокатки за 1 нагрев lnμ>2,5 обеспечивает угол направления нормали плоскости базиса к нормальному направлению <45°, что увеличивает стойкость к трещинообразованию цирконий-ниобиевых сплавов в направлении, поперечном оси прокатки.
С увеличением деформации за 1 нагрев для обеспечения процесса горячей прокатки в оптимальном температурном диапазоне возникает необходимость увеличения частных обжатий за проход. С увеличением частных обжатий за проход более lnμ=0,32 увеличивается неоднородность деформации и размытость текстурных параметров кристаллографической решетки. Как следствие, увеличивается неоднородность характеристик механических свойств после испытаний на растяжение при 320÷350°С, а отклонения фактических значений не обеспечивают предельные значения, регламентируемые требованиями технических условий, что приводит к отбраковке конечной продукции.
Уменьшение частных обжатий за проход при горячей прокатке за 1 нагрев приводит или к увеличению количества проходов, или к необходимости уменьшения толщины кованой заготовки и соответственно величины деформации за стадию прокатки. Увеличение количества проходов ведет к увеличению температурного диапазона горячей прокатки и при значительном снижении температуры к упрочнению сплава и трещинообразованию в последних проходах.
С целью значительного уменьшения площади поперечного сечения и достижения высокой эффективности процесса ковку слитков в промышленных условиях проводят в высокотемпературной области существования β- и α+β-циркониевых фаз. С уменьшением толщины заготовки увеличивается деформация слитков ковкой в высокотемпературной области и при высокой активности циркониевых сплавов к газовым составляющим атмосферы приводит к увеличению толщины поверхностного окисленного слоя. Кроме того, с уменьшением толщины заготовки увеличивается удельная доля периметра по отношению к площади поперечного сечения заготовки, что экономически нецелесообразно, так как влечет за собой увеличение удельной доли потерь, приходящихся на удаление некондиционного окисленного слоя.
Предлагаемый способ горячей прокатки за 2 стадии нагрева позволяет обеспечить однородность механических характеристик и высокую стойкость к трещинообразованию при испытаниях на изгиб в поперечном направлении оси прокатки. Горячая прокатка за 2 стадии позволяет увеличить общую деформацию более lnμ=2,8 при малых значениях частных обжатий за проход (lnμ≤0,32) в оптимальном температурном диапазоне.
Кроме того, данный способ позволяет уменьшить удельную долю потерь, приходящихся на удаление некондиционного окисленного слоя, и увеличить экономическую эффективность процесса.
Как известно, закалка заготовок приводит к фазовой перекристаллизации, улучшает однородность и дисперсность структурно-фазовых составляющих цирконий-ниобиевых сплавов.
Для достижения более высокой степени растворения интерметаллидных и примесных фаз для многокомпонентных цирконий-ниобиевых сплавов по заявляемому способу проводят закалку полуфабрикатов с нагревом в β-области. Закалка с нагревом в β-области наиболее эффективна для максимального растворения и диспергирования интерметаллидных и примесных фаз. Наибольшая эффективность закалки достигается при меньшей толщине полуфабрикатов, но при этом с увеличением удельной доли периметра по отношению к площади поперечного сечения заготовки увеличивается удельная доля потерь, приходящихся на удаление некондиционного окисленного слоя, образующегося после закалки. В случае закалки полуфабрикатов большей толщины снижается прокаливаемость и эффективность закалки, но при этом снижается и удельная доля потерь, приходящихся на удаление некондиционного слоя.
Известен способ получения плоского профиля из циркониевых сплавов, включающий закалку из β-области и отпуск заготовок перед горячей прокаткой в α+β-области [RU 2184795 С2].
К недостаткам данного способа относится увеличение цикла производства за счет проведения дополнительной операции отпуска заготовок. При этом эффективность отпуска перед нагревом под горячую прокатку в температурной области α+β-циркония низка. Кроме того, отпуск заготовок в окислительной атмосфере приводит к дополнительному насыщению циркониевых сплавов газовыми составляющими атмосферы (N, Н, О).
Предлагаемый способ решает задачу получения плоского профиля из цирконий-ниобиевых сплавов с однородными механическими свойствами также в результате того, что перед одной из стадий нагрева и прокатки, определяемой требованиями к изделиям из цирконий-ниобиевых сплавов и экономической целесообразностью, проводят закалку полуфабрикатов из области существования β-циркония.
Предлагаемый способ решает задачу получения плоского профиля с характеристиками, предъявляемыми к конструкционным элементам активной зоны атомных реакторов, экономически более эффективным путем по сравнению со способом-прототипом.
При анализе научно-технической информации способов получения плоского профиля из цирконий-ниобиевых сплавов, обладающих совокупностью существенных признаков заявляемого технического решения, не выявлено.
Примеры осуществления способа.
Пример 1.
Процесс получения плоского профиля из многокомпонентного цирконий-ниобиевого сплава включал следующие операции.
Ковку слитков сплава Zr - 2,2÷3,2 мас.% (х), где х - легирующие элементы: Nb, Sn, Fe, O в полосу толщиной 98 мм, ее разрезку и механическую обработку со съемом не менее 1,5 мм на сторону.
Горячую прокатку заготовок с нагревом до 770°С по маршрутно-деформационной схеме: 90→58 мм при lnμ1=0,45, lnμi≤0,18, где lnμ1 - интегральная величина суммарной деформации, lnμi - величина деформации за проход.
β-закалку заготовок с нагревом до 1070°С, механическую обработку со съемом до 3 мм на сторону.
Горячую прокатку с нагревом до 770°С по маршрутно-деформационной схеме: 50→4,5 мм при lnμ2=2,41, lnμ1,2=2,9, lnμi≤0,32, где lnμ1 - интегральная величина деформации на первой стадии прокатки, lnμ2 - на второй стадии, lnμ1,2 - за две стадии прокатки, lnμi - величина деформации за проход. Холодную прокатку по маршрутно-деформационной схеме: 4,5→3,0→1,9→0,72 мм с промежуточными и окончательной вакуумными термообработками в диапазоне температур 530÷650°С.
Механические свойства, обеспечиваемые по заявляемому способу (а) и способу прототипу (б):
Угол при испытаниях на изгиб в направлении поперечном оси прокатки на оправке с радиусом, равным толщине профиля до появления первой трещины (ГОСТ 14019): а) более 83°, б) менее 80°, глубина лунки после испытаний на глубокую вытяжку по Эриксену (ГОСТ 10510): а) более 8,0 мм, б) менее 7,0 мм.
Пример 2.
Процесс получения плоского профиля из бинарного цирконий-ниобиевого сплава включал следующие операции.
Ковку слитков сплава Zr - 2,5 мас.% Nb в полосу толщиной 107 мм, разрезку, механическую обработку со съемом не менее 1,5 мм на сторону.
Горячую прокатку заготовок (первая стадия) с нагревом до 760°С заготовок по маршрутно-деформационной схеме: 100→50 мм, lnμ1=0,7, lnμi≤0,25.
Горячую прокатку заготовок (вторая стадия) с нагревом до 740°С по маршрутно-деформационной схеме: 50→5,0 мм, lnμ2=2,3, lnμ1,2=3,0, lnμi≤0,25.
Холодную прокатку по маршруту: 5,0→2,15 мм с промежуточной и окончательной вакуумными термообработками в диапазоне температур 630÷740°С.
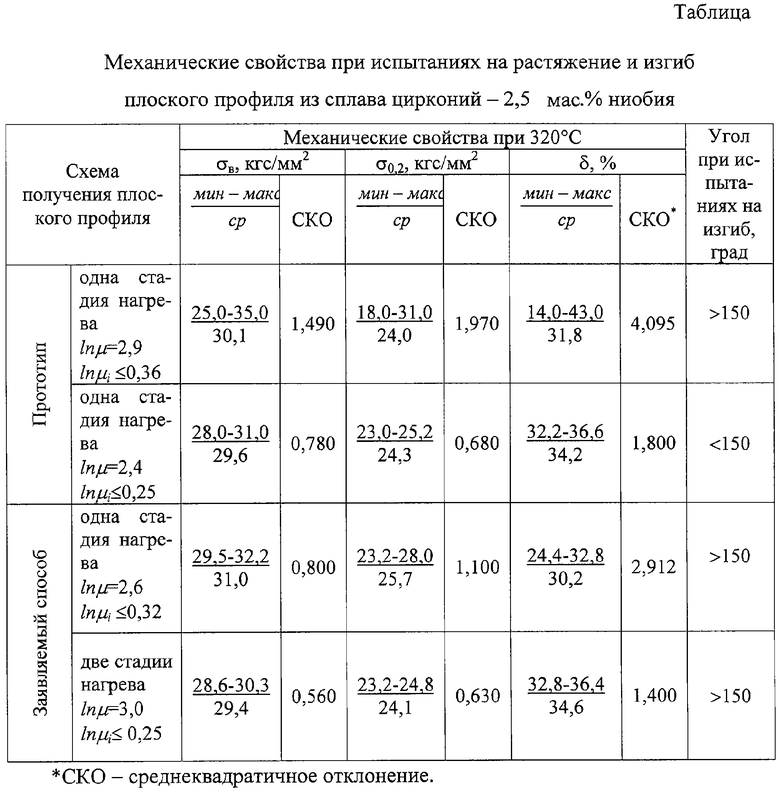
Механические свойства после испытаний на растяжение при 320°С в направлении поперечном оси прокатки плоского профиля из сплава Zr-2,5 мас.% Nb приведены в таблице.
Заявляемый способ получения плоского профиля из цирконий-ниобиевых сплавов успешно апробирован в производстве ОАО ЧМЗ при выпуске листов толщиной 0,65, 1,5 и 2,0 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310010C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ЗАГОТОВОК ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2003 |
|
RU2240188C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2032760C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310009C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБНОГО ПРОФИЛЯ ИЗ БИНАРНЫХ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2003 |
|
RU2230134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ (ВАРИАНТЫ) | 1997 |
|
RU2123065C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2382114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА ИЗ ЦИРКОНИЕВОГО СПЛАВА И ПРИМЕНЕНИЕ ПОЛУФАБРИКАТА | 2004 |
|
RU2337176C2 |
Изобретение относится к области обработки металлов давлением, а именно изготовления плоского профиля из цирконий-ниобивых сплавов, используемого в качестве конструкционных материалов активной зоны атомных реакторов. Задача изобретения - повышение экономичности и увеличение однородности механических свойств проката. Способ включает ковку слитка из цирконий-ниобиевых сплавов, горячую прокатку с нагревом в α+β-области, холодную прокатку с промежуточными и окончательной вакуумными термообработками. Горячую прокатку проводят за одну стадию нагрева с интегральной величиной деформации lnμ>2,5, частными обжатиями за проход lnμ≤0,32, или за две стадии нагрева при суммарной деформации lnμ>2,8. В некоторых случаях перед одной из стадий горячей прокатки проводят закалку полуфабрикатов из области существования β-циркония. Изобретение обеспечивает выполнение требований к характеристикам механических свойств, предъявляемых к конструкционным элементам активных зон атомных реакторов при высоких технико-экономических показателях производства плоского профиля из цирконий-ниобиевых сплавов, обладающих достаточной способностью к формоизменению. 1 з.п.ф-лы, 1 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ СПЛАВА ЦИРКОНИЙ - 2,5 МАС.% НИОБИЯ | 1992 |
|
RU2021043C1 |

