Изобретение относится к устройствам для нанесения покрытий на рулонные материалы и может быть использовано в различных областях, например при производстве электронных компонентов, магнитных носителей записывающих устройств, декоративных покрытий и т.д.
Известно устройство для напыления пористых покрытий на ленту, патент DD 205192, С23С 13/10, содержащее испаритель, направляющие и отклоняющие ролики, выполненные в виде охлаждаемых цилиндров и размещенные над испарителем таким образом, что огибающая их лента образует ломаную линию, включающую отрезки напыления между направляющими роликами.
Это устройство позволяет получить пористое покрытие на ленте, однако наклонная конденсация испаряемого материала на ленту не обеспечивает прочной связи между частицами в покрытии, так как адсорбированные на ленте воздух, примеси и загрязнения, теневой эффект, недостаточная для термической активации температура и другие факторы, характерные для осаждения покрытия под острым углом на подложку, ослабляют процессы активации и химического взаимодействия, необходимые для установления прочных химических связей между атомами. Кроме того, на отрезках между нижними роликами холодная лента попадает в зону высокой температуры, где происходит ее интенсивный разогрев. При этом свободному линейному расширению ленты вдоль направляющих роликов под действием температурной нагрузки препятствуют значительные силы трения между лентой и роликами, определяемые поверхностью охвата роликов лентой, повышенным коэффициентом трения в вакууме и натяжением ленты при перемотке, что приводит к образованию складок на ленте.
Наиболее близким к предлагаемому изобретению является устройство для напыления пористых покрытий на ленту, патент RU 2087588, С23С 14/56, содержащее вакуумную камеру, испаритель, верхние и нижние направляющие и отклоняющие ролики для транспортирования ленты, выполненные в виде охлаждаемых цилиндров и установленные над испарителем с возможностью огибания лентой роликов по ломаной линии с отрезками ленты между направляющими роликами, при этом верхние направляющие ролики размещены с возможностью прохождения между ними отрезков ленты в направлении, обеспечивающем образование угла между прямой, соединяющей центр испарителя с любой точкой любого из этих отрезков ленты, и нормалью к отрезку в этой точке 40°-60°, а нижние направляющие ролики установлены над испарителем с возможностью прохождения отрезков ленты между ними в направлении, обеспечивающем образование угла между прямой, соединяющей центр испарителя с любой точкой любого из этих отрезков, и нормалью к отрезку в этой точке до 10°. При этом нижние направляющие ролики выполнены с пазами шевронной формы на цилиндрической поверхности роликов.
В данном устройстве для преодоления сил трения между лентой и роликами, определяемых поверхностью охвата роликов лентой и повышенным коэффициентом трения в вакууме, и устранения образования складок используются ролики с шевронными пазами на цилиндрической поверхности, позволяющие разглаживать ленту от середины к краям за счет составляющих силы натяжения ленты при ее перемотке, направленных от центра шеврона к периферии.
Для более эффективного разглаживания ленты необходимо увеличивать усилие натяжения, а это при значительном разогреве ленты приводит к внутренним деформациям, а также к западанию ленты в шевронные пазы, и, соответственно, к перетяжкам, вмятинам и образованию рисок (следов от пазов), что приводит к нарушению оксидного слоя и ухудшению удельных характеристик ленты.
Технической задачей, на решение которой направлено изобретение, является напыление пористых покрытий на ленту с максимально открытой пористостью и хорошей адгезией пористого покрытия с лентой, предотвращение складкообразования на ленте и предотвращение деформаций, перетяжек и внешних повреждений напыленного пористого покрытия на ленте.
Поставленная задача решается за счет того, что в устройстве для напыления пористых покрытий на ленту, содержащем вакуумную камеру, испаритель, валы размотки и намотки, верхние и основные направляющие ролики и отклоняющие ролики, установленные над испарителем с возможностью огибания лентой роликов по ломаной линии с образованием парных отрезков ленты между направляющими роликами, причем парные отрезки ленты между направляющими роликами расположены симметрично относительно вертикали, проведенной из центра испарителя, при этом верхние направляющие ролики выполнены в виде охлаждаемых цилиндров, в зону конденсации дополнительно установлены вращающиеся барабаны, выполненные в виде охлаждаемых цилиндров, вокруг нижней цилиндрической части которых размещены основные направляющие ролики, находящиеся с ним в кинематической связи, при этом основные направляющие ролики установлены с возможностью прохождения между ними отрезков ленты с образованием угла между прямой, соединяющей центр испарителя с любой точкой этих отрезков ленты, и нормалью к этой точке отрезка ленты, равного 0÷30°, и с возможностью прохождения между верхним направляющим роликом и расположенным выше всех по отношению к испарителю основным направляющим роликом отрезка ленты с образованием угла между прямой, соединяющей центр испарителя с любой точкой этого отрезка ленты, и нормалью к этой точке отрезка ленты, равного 55÷80°.
При этом основные направляющие ролики могут иметь разный диаметр.
Выше сказанное описывает вариант 1 выполнения устройства.
В варианте 2 в устройстве для напыления пористых покрытий на ленту, содержащем вакуумную камеру, испаритель, валы размотки и намотки, верхние и основные направляющие ролики и отклоняющие ролики, установленные над испарителем с возможностью огибания лентой роликов по ломаной линии с образованием парных отрезков ленты между направляющими роликами, причем парные отрезки ленты между направляющими роликами расположены симметрично относительно вертикали, проведенной из центра испарителя, при этом верхние направляющие ролики выполнены в виде охлаждаемых цилиндров, в зону конденсации дополнительно установлены неподвижные барабаны, выполненные в виде охлаждаемых цилиндров, вокруг всей цилиндрической части которых размещены основные направляющие ролики, установленные во вращающихся сепараторах, причем эти ролики находятся с барабаном в кинематической связи, при этом основные направляющие ролики установлены с возможностью прохождения между ними отрезков ленты с образованием угла между прямой, соединяющей центр испарителя с любой точкой этих отрезков ленты, и нормалью к этой точке отрезка ленты, равного 0÷30°, с возможностью прохождения между верхним направляющим роликом и расположенным в зоне напыления выше всех по отношению к испарителю основным направляющим роликом отрезка ленты с образованием угла между прямой, соединяющей центр испарителя с любой точкой этого отрезка ленты, и нормалью к этой точке отрезка ленты, равного 55÷80°.
Кроме того, неподвижные охлаждаемые барабаны с роликами могут быть размещены таким образом, что они образуют отрезки ленты с возможностью нанесения разнонаправленной структуры напыления.
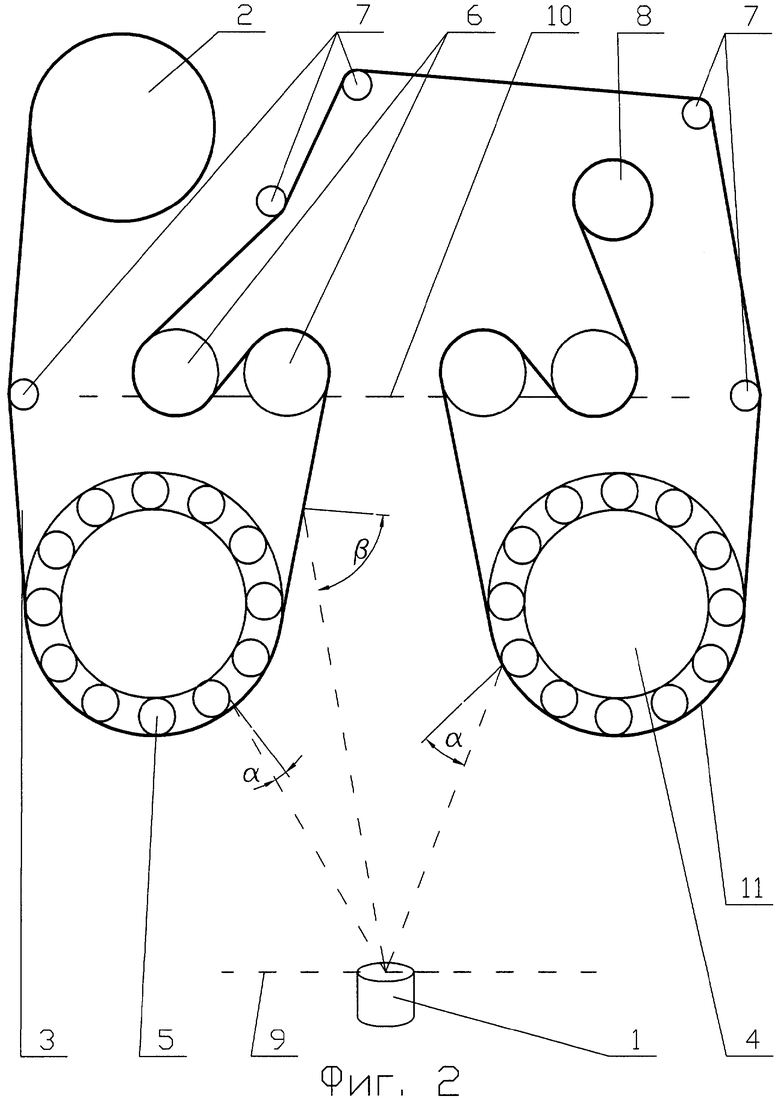
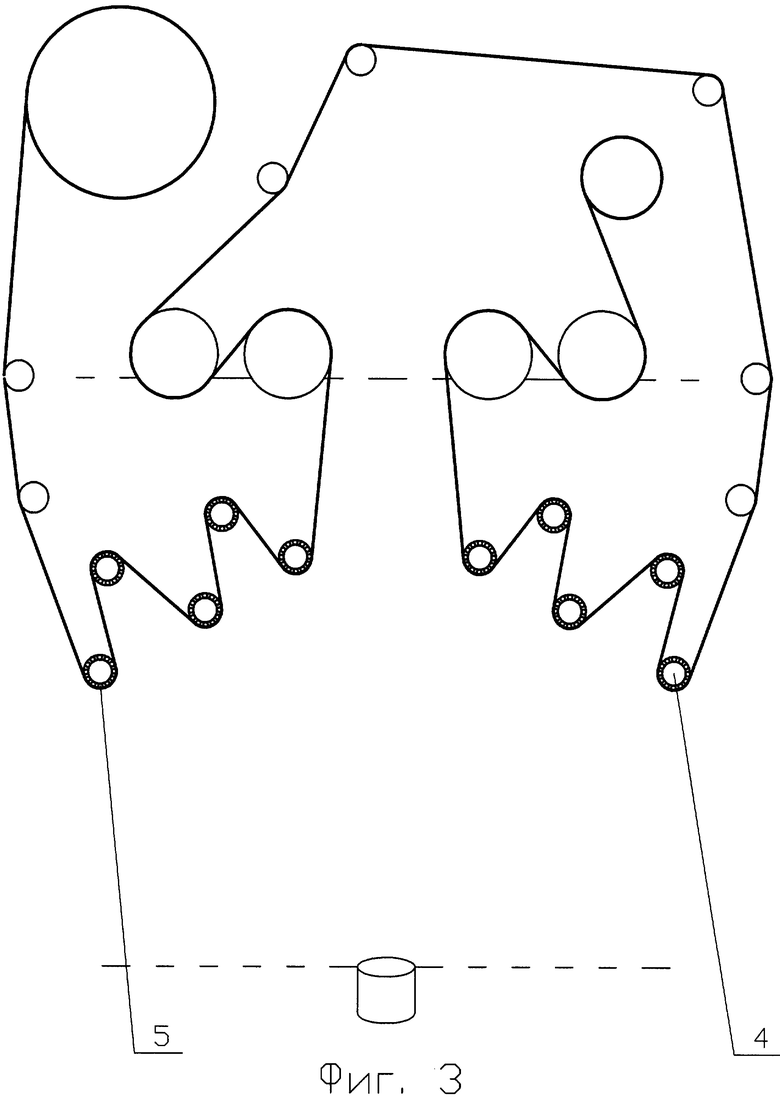
На фиг.1 представлено устройство для напыления пористых покрытий на ленту (вариант 1), на фиг.2 представлено устройство для напыления пористых покрытий на ленту (вариант 2), на фиг.3 представлено устройство для напыления пористых покрытий на ленту (вариант 2) с возможностью напыления разнонаправленной структуры напыления.
Устройство для напыления пористых покрытий на ленту содержит вакуумную камеру (на фигуре не показана), испаритель 1, вал размотки 2, на котором размещен рулон ленты 3, барабаны 4, основные направляющие ролики 5, верхние направляющие ролики 6, а также отклоняющие ролики 7 и вал намотки 8, на котором закреплен конец ленты 3. Кроме того, в устройстве имеются нижний 9 и верхний 10 защитные экраны, ограничивающие снизу и сверху зону напыления.
Барабаны 4 и верхние направляющие ролики 6 выполнены в виде охлаждаемых цилиндров.
В варианте 1 барабаны 4 выполнены с возможностью вращения вокруг своей оси.
Основные направляющие ролики 5 выполнены гладкими, размещены вокруг нижней цилиндрической части барабанов 4 и находятся с ними в кинематической связи, имея минимальный контакт по линии касания.
Основные направляющие ролики 5 могут иметь разный диаметр.
Основные направляющие ролики 5 и верхние направляющие ролики 6 расположены таким образом, что парные отрезки ленты 3, расположенные между ними, ограничивают собой зону напыления. При этом зона напыления является симметричной относительно вертикальной оси, проведенной из центра испарителя 1.
Основные направляющие ролики 5 расположены таким образом, что между прямой, проведенной из цента испарителя 1 к любой точке отрезков ленты 3, расположенных между этими роликами в зоне напыления, и нормалью, проведенной к этой точке, образуется угол α=0÷30°.
Одновременно основные направляющие ролики 5, расположенные выше всех по отношению к испарителю 1, и верхние направляющие ролики 6 размещены так, что между прямой, проведенной из цента испарителя 1 к любой точке отрезков ленты 3, расположенных между этими роликами в зоне напыления, и нормалью, проведенной к этой точке, образуется угол β=55÷80°.
В варианте 2 барабаны 4 выполнены неподвижными.
Основные направляющие ролики 5 установлены в сепараторы 11 и размещены вокруг всей цилиндрической части барабанов 4 и находятся с ними в кинематической связи.
Основные направляющие ролики 5 и верхние направляющие ролики 6 расположены таким образом, что парные отрезки ленты 3, расположенные между ними, ограничивают собой зону напыления. При этом зона напыления является симметричной относительно вертикальной оси, проведенной из центра испарителя 1.
Основные направляющие ролики 5 расположены таким образом, что между прямой, проведенной из цента испарителя 1 к любой точке отрезков ленты 3, расположенных между этими роликами в зоне напыления, и нормалью, проведенной к этой точке, образуется угол α=0÷30°.
Одновременно основные направляющие ролики 5, расположенные в зоне напыления выше всех по отношению к испарителю 1, и верхние направляющие ролики 6 размещены так, что между прямой, проведенной из цента испарителя 1 к любой точке отрезков ленты 3, расположенных между этими роликами в зоне напыления, и нормалью, проведенной к этой точке, образуется угол β=55÷80°.
Возможно размещение нескольких неподвижных баранов 4 с расположенными вокруг них основными направляющими роликами 5. При этом количество таких барабанов 4 и их расположение выбирается таким образом, чтобы обеспечивалась возможность образования отрезков ленты 3 с возможностью нанесения разнонаправленной структуры напыления.
В варианте 1 устройство для напыления пористых покрытий на ленту работает следующим образом.
В вакуумной камере (не показана) испаритель 1 под действием нагрева, например, электронно-лучевого генерирует поток металлического пара, распространяющегося по объему зоны напыления над испарителем 1.
Лента 3 непрерывно перемещается, начиная движение с вала размотки 2, проходит по двум отклоняющим роликам 7 и, огибая первый из основных направляющих роликов 5, попадает в зону напыления. Затем, последовательно огибая остальные основные направляющие ролики 5, расположенные вокруг первого вращающегося барабана 4, и верхний направляющий ролик 6, выходит из зоны напыления. После чего лента 3, поочередно проходя еще один верхний направляющий ролик 6, пять отклоняющих ролика 7, как бы переворачивается и, огибая первый основной направляющий ролик 5, расположенный вокруг второго вращающегося барабана 4, снова оказывается в зоне напыления, но противоположной своей стороной. Затем, последовательно огибая остальные основные направляющие ролики 5, расположенные вокруг второго вращающегося барабана 4, и верхний направляющий ролик 6, выходит из зоны напыления и, огибая еще один верхний направляющий ролик 6, наматывается на вал намотки 8.
Конденсация металлического пара в зоне напыления происходит следующим образом.
На отрезках ленты 3, расположенных между основными направляющими роликами 5, осаждение металлического пара происходит под углом α=0÷30° к нормали в точке напыления. Здесь происходит формирование адгезионного подслоя.
На отрезках ленты 3 между расположенным выше всех по отношению к испарителю 1 основным направляющим роликом 5 и верхним направляющим роликом 6 осаждение металлического пара происходит под углом β=55÷80° к нормали в точке напыления. На этих участках последовательно наносится высокопористых слой покрытия.
Для интенсивного процесса напыления покрытий в вакууме требуется повышение скорости перемещения ленты 3, а увеличение толщины слоя наносимого покрытия возможно только за счет увеличения интенсивности парового потока и увеличения зоны конденсации.
Возможно применение основных направляющих роликов 5 разного диаметра, что позволяет, не изменяя линейную скорость, менять траекторию движения ленты 3 и удлинить зону напыления.
Увеличение интенсивности парового потока и увеличение зоны напыления вызывает повышение температуры напыляемого объекта. Кроме того, осаждение тугоплавких металлов, повышенная энергия осаждающихся атомов также резко повышает теплоперенос на ленту 3. Для этого необходим интенсивный и равномерный теплосъем с подложки, исключающий локальный перегрев, который приводит к деформации ленты 3. В то же время необходимо поддерживать температуру ленты 3 в узком интервале с целью обеспечения заданных физико-механических свойств покрытия. Уровень допустимых температур небезграничен. При нанесении металла на металлическую ленту 3 пределом является либо температура фазового перехода материала ленты, либо температура образования интерметаллида. Таким образом, при нанесении покрытий в вакууме актуальным является вопрос о повышении эффективности охлаждения ленты 3.
Охлаждение ленты 3 осуществляется за счет теплопередачи от горячей ленты 3 к основным направляющим роликам 5, а затем от них к вращающимся охлаждаемым барабанам 4. Так как лента 3 имеет малый угол охвата с основными направляющими роликами 5, которые, в свою очередь, имеют минимальный контакт с барабанами 4, то происходит только частичный отбор тепла, достаточный, чтобы предохранить ленту 3 от перегрева, и позволяющий ей сохранять необходимое количество тепла, исключающее тепловые удары, мгновенные удлинения и деформации.
Процесс нанесения покрытия на ленту 3 продолжается непрерывно до тех пор, пока на валу размотки 2 имеется лента 3.
Выполнение основных направляющих роликов 5 гладкими позволяет использовать реверс при перемотке ленты и, таким образом, напылять несколько слоев покрытия без открытия вакуумной камеры (не показана).
В варианте 2 устройство для напыления пористых покрытий на ленту работает следующим образом.
В вакуумной камере (не показана) испаритель 1 под действием нагрева, например, электронно-лучевого генерирует поток металлического пара, распространяющегося по объему зоны напыления над испарителем 1.
Лента 3 непрерывно перемещается, начиная движение с вала размотки 2, проходит по отклоняющему ролику 7 и, начиная огибать сепаратор 11 с основными направляющими роликами 5, попадает в зону напыления. Затем, последовательно огибая остальную часть сепаратора 11 с основными направляющими роликами 5, расположенными вокруг первого неподвижного барабана 4, и верхний направляющий ролик 6, выходит из зоны напыления. После чего лента 3, поочередно проходя еще один верхний направляющий ролик 6, четыре отклоняющих ролика 7, как бы переворачивается и, начиная огибать сепаратор 11 с основными направляющими роликами 5, расположенными вокруг второго неподвижного барабана 4, снова оказывается в зоне напыления, но противоположной своей стороной. Затем, последовательно огибая остальную часть сепаратора 11 с основными направляющими роликами 5, расположенными вокруг второго неподвижного барабана 4, и верхний направляющий ролик 6, выходит из зоны напыления и, огибая еще один верхний направляющий ролик 6, наматывается на вал намотки 8.
Конденсация металлического пара в зоне напыления происходит следующим образом.
На отрезках ленты 3, расположенных между основными направляющими роликами 5, осаждение металлического пара происходит под углом α=0÷30° к нормали в точке напыления. Здесь происходит формирование адгезионного подслоя.
На отрезках ленты 3 между расположенным в зоне напыления выше всех по отношению к испарителю 1 основным направляющим роликом 5 и верхним направляющим роликом 6 осаждение металлического пара происходит под углом β=55÷80° к нормали в точке напыления. На этих участках последовательно наносится высокопористых слой покрытия.
Охлаждение ленты 3 осуществляется за счет теплопередачи от горячей ленты 3 к основным направляющим роликам 5, а затем от них к неподвижным охлаждаемым барабанам 4. Так как лента 3 имеет малый угол охвата с основными направляющими роликами 5, которые, в свою очередь, имеют минимальный контакт с барабанами 4, то происходит только частичный отбор тепла, достаточный, чтобы предохранить ленту 3 от перегрева, и позволяющий ей сохранять необходимое количество тепла, исключающее тепловые удары, мгновенные удлинения и деформации.
Основные направляющие ролики 5 расположены вокруг всей цилиндрической поверхности барабанов 4 на небольшом расстоянии друг от друга, образуя короткие отрезки ленты 3, морщины на ленте не успевают сформироваться, что исключает складкообразование. На отрезках ленты 3 между расположенным в зоне напыления выше всех по отношению к испарителю 1 основным направляющим роликом 5 и верхним направляющим роликом 6 происходит более интенсивное охлаждение, и складкообразование не происходит благодаря тому, что лента 3 получила дополнительную жесткость при напылении на отрезках ленты 3, расположенных между основными направляющими роликами 5, и интенсивность осаждения пара меньше.
Процесс нанесения покрытия на ленту 3 продолжается непрерывно до тех пор, пока на валу размотки 2 имеется лента 3.
Возможно размещение в зоне напыления больше двух неподвижных охлаждаемых барабанов 4 с размещенными вокруг их цилиндрической части основными направляющими роликами 5, установленные во вращающихся сепараторах 11. При этом барабаны 4 с основными направляющими роликами 5 размещены так, что они образуют отрезки ленты 3 с возможностью нанесения разнонаправленной структуры из вытянутых кристаллитов и дендритов, разделенных порами в виде разветвленной сети каналов с преимущественно открытым выходом наружу.
На получение поверхности пористого покрытия на ленте 3 за счет формирования столбчатой структуры с максимально открытой пористостью и хорошей адгезией покрытия к ленте 3 влияет конструктивное размещение направляющих роликов 5 и 6 над испарителем 1 и вокруг барабанов 4, обеспечивающее движение ленты 3 по ломаной траектории с образованием углов α, β.
Использование охлаждаемых барабанов 4 и охлаждаемых верхних направляющих роликов позволяет решить проблему передачи тепла с ленты 3.
Предложенные два варианта устройства позволяют решить проблему изменения величины зазора между лентой 3 и охлаждаемыми барабанами 4. На величине зазора сказываются локальные деформации ленты 3 (перетяжки, краевой эффект, перегрев). Особенно это отражается на ленте 3 шириной более 150 мм, и слияние этих факторов усиливается с увеличением ширины ленты 3 и угла охвата барабана 4 лентой 3.
В варианте 1 основные направляющие ролики 5 размещены вокруг нижней цилиндрической части вращающегося барабана 4 и находятся с ним в кинематической связи, что способствует улучшению условий транспортирования ленты 3, так как лента 3 катится по основным направляющим роликам 5, а не перемещается вместе с обечайкой этих роликов 5, что исключает складкообразование.
В варианте 2 основные направляющие ролики 5 расположены вокруг всей цилиндрической поверхности барабанов 4 на небольшом расстоянии друг от друга, образуя короткие отрезки ленты 3, морщины на ленте не успевают сформироваться, что также исключает складкообразование.
В обоих вариантах выполнения устройства для напыления пористых покрытий на ленту могут быть расширены технологические возможности.
В варианте 1 это происходит использованием гладких основных направляющих роликов 5 в то время, как в прототипе были применены ролики с шевронными пазами. Выполнение основных направляющих роликов 5 гладкими позволяет использовать реверс при перемотке ленты и, таким образом, напылять несколько слоев покрытия без открытия вакуумной камеры (на фиг. не показана). Кроме того, возможность использования основных направляющих роликов 5 разного диаметра позволяет, не изменяя линейную скорость, менять траекторию движения ленты 3 и удлинить зону напыления.
В варианте 2 расширение технологических возможностей происходит за счет возможности размещения в зоне напыления больше двух неподвижных охлаждаемых барабанов 4 с размещенными вокруг их цилиндрической части основными направляющими роликами 5, установленные во вращающихся сепараторах 11. При этом барабаны 4 с основными направляющими роликами 5 размещены так, что они образуют отрезки ленты 3 с возможностью нанесения разнонаправленной структуры напыления.
Все выше сказанное указывает на то, что техническая задача - создание устройства для нанесения пористых покрытий, обеспечивающего напыление пористых покрытий на ленту с максимально открытой пористостью и хорошей адгезией пористого покрытия с лентой, предотвращение складкообразования на ленте и предотвращение деформаций, перетяжек и внешних повреждений напыленного пористого покрытия на ленте - решена.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОРИСТЫХ ПОКРЫТИЙ НА ЛЕНТУ | 2006 |
|
RU2310697C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 2008 |
|
RU2391443C2 |
| УСТРОЙСТВО ДЛЯ НАПЫЛЕНИЯ ПОРИСТЫХ ПОКРЫТИЙ НА ЛЕНТУ | 1996 |
|
RU2087588C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 2009 |
|
RU2404285C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОЙ ФОЛЬГИ И КАТОДНАЯ ФОЛЬГА ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 2006 |
|
RU2313843C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОДНОГО МАТЕРИАЛА | 2013 |
|
RU2521939C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНОДНОЙ ФОЛЬГИ | 2008 |
|
RU2391442C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОЙ ФОЛЬГИ И КАТОДНАЯ ФОЛЬГА ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 2009 |
|
RU2400851C1 |
| СОСТАВ ДЛЯ НАНЕСЕНИЯ ФТОРПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОЛИИМИДНУЮ ПЛЕНКУ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СОСТАВА НА ПОЛИИМИДНУЮ ПЛЕНКУ | 2011 |
|
RU2503691C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ВАКУУМНЫХ ПОКРЫТИЙ НА РУЛОННЫЕ МАТЕРИАЛЫ | 2000 |
|
RU2208658C2 |
Изобретение относится к устройствам для напыления пористых покрытий на ленту и может быть использовано при производстве электронных компонентов, магнитных носителей записывающих устройств, декоративных покрытий. Устройство содержит вакуумную камеру, испаритель, валы размотки и намотки, верхние и основные направляющие ролики и отклоняющие ролики, установленные над испарителем симметрично относительно вертикали. Верхние направляющие ролики выполнены в виде охлаждаемых цилиндров. В зоне конденсации установлены вращающиеся барабаны, выполненные в виде охлаждаемых цилиндров, вокруг нижней части которых размещены основные направляющие ролики. Основные направляющие ролики установлены с возможностью прохождения между ними отрезков ленты с образованием угла 0-30° между прямой, соединяющей центр испарителя с любой точкой отрезка ленты, и нормалью к точке отрезка ленты, и с возможностью прохождения отрезка между верхним направляющим роликом и основным направляющим роликом, расположенным выше других основных направляющих роликов с образованием угла 55÷80°. Устройство по второму варианту содержит неподвижные барабаны, установленные в зоне конденсации и выполненные в виде охлаждаемых цилиндров, вокруг цилиндрической части которых размещены основные направляющие ролики, установленные во вращающихся сепараторах. Технический результат - максимальная открытая пористость, хорошая адгезия покрытия к ленте, предотвращение складкообразования ленты. 2 н. и 2 з.п. ф-лы, 3 ил.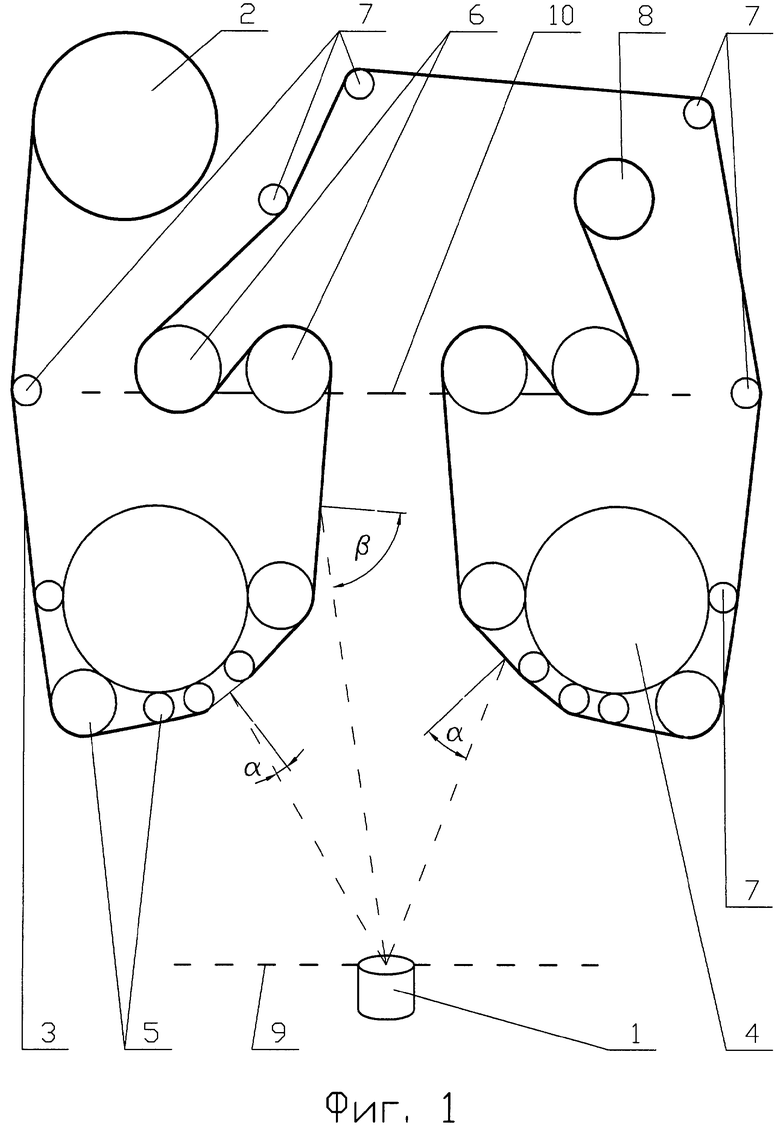
| УСТРОЙСТВО ДЛЯ НАПЫЛЕНИЯ ПОРИСТЫХ ПОКРЫТИЙ НА ЛЕНТУ | 1996 |
|
RU2087588C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ИЛИ ПРОВОЛОКИ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2153025C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕНА ЛЕНТУ | 0 |
|
SU323469A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| US 4546725 А, 15.10.1985 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

