Изобретение (ггиосится к трубопрокатному производству и может быть использовано при прокатке груб па редукционных стапах.
Целью изобретепия является снижение длины концевой кривизны труб.
На фиг. 1 приведен технологический инструмент; на фиг. 2 хождение переднего конца трубы в предчистовой калибр; на фиг. 3 - то же. при контакте трубы с приводным валком большегч) диаметра; на фиг. 4 - то же, при выходе передпего конца трубы из предчистового калибра.
Технологический инструмент состоит из чер)1овых ка.шбров 1 (повернуты), предчисто- вых калибров, образовап |ых ручьевыми валками неодинаковых диаметров; приводным 2 большего (ii и Т1 )емя пепринодными 3 меньшего d2, составляющего 0,5- (),8 диа- .метра больп1его валка, и чистовых калибров 4 (повернуты). Расстояние I между осями пеприводных валков составляет 1,5 - 2,5 высоты утого цредчистового калибра.
Устройство используют следующим образом.
Труба 5 из чернового калибра 1 поступает в валки предчистового калибра, при наличии искривленного переднего конца осуществляется его разгибание между первым дополнительным неприводпым валком
3и приводным валком 2 (фиг. 2). Затем за счет разности диаметров приводного валка и расположенного с ним в одной плоскости неприводного валка происходит перегиб переднего конца в 1 торону валка с меньшим диаметром (фи1. 3). Окончательный разгиб переднего конца осуществляют с помощью доп()Л11ите,1Ы{О|-о последнего неприводного валка :1Т()1Ч) калибра (фиг. 4). В следуюп1ем н|1едчистовом калибре происходит аналогичная дефо)мация искривленного переднего копна во взаимно перепендикуляр- ной плоскости.
Для обеспечения гарантированного исправления концевой кривизны труба может быть пропущена еще через несколько пред- чистовых калибров. В чистовых калибрах
4осуществляют окончате.чьную калибровку трубы по диаметру и исправление ее ова- лизации.
Выполнение валков меньп его диаметра предчистового калибра неприводпыми обеспечивает достаточпую амплитуду перегиба трубы д:1я ее правки за счет знакоперемен- Hoi o изгиба. Наличие дополнительных валков снижает шаг перегиба трубы в двух взаимно перпендикулярных плоскостях, что позволяет сократить длину ненравлепных концов.
Диаметр da неприводпых (мепьпшх) валков составляет 0,50,8 диа.метра di (приводпого (большею) валка. Этот раз.мер определяется минимальным радиусом изгиба трубы без нарушения профиля ее поперечного сечения и сортаментом прокатываемых труб. При d2 0,5di может произойти
сплющивание трубы в местах перегиба. При ,8d| для сортамента трубы свыше 0,4 диаметра приводного валка не обеспечивается радиус перегиба трубы, необходи- мый для качественной правки концевой кривизны.
Расстояние между осями неприводных валков, равное 1,5-2,5 высоты предчистового калибра, определяется механическими свойствами трубы, режимом ее деформации.
На расстоянии, меньшем 1,5 высоты предчистового калибра, невоз.можно осуществить изгиб трубы в плоскости, проходящей через калибров неприводных валков при деформациях, осуп,ествляе.мьгх
в предчистовых калибрах. Если расстояние между осями неприводн1 1х валков иревы- 1пает 2,5 высоты предчистово о ка.шбра, то воз.можно возникновение аварийных ситуаций из-за утьпчания кг)пци трубы, загнутого в сторону непригодных валков, в
валок, расноложенньп за вертика. п.ной осью калибра в направлении прокагки.
Пример. Технологический инструмент для редуцирования труб днамегром от 159 мм
до 146 мм на калибровочном стане ТПА - 140 СинТЗ. Приводные валки нредчистовых калибров имеют диаметр 330 мм, неприводные ва;1ки вьнюлнены диаметром 215 мм, что составляет 0,68 диаметра приводного ва.чка. Расстояние между осями иенриводщях
0 валков равно 230 мм или 1,57 диаметра предчистового калибра, равного 148 мм.
В черновой г рупне калибров трубы обжимают с диаметра 159 мм до 148 мм. Затем в предчистовых калибрах осун1еств,1яс ется исправление концевой криви;(ны за счет знакопеременного из1иба во B.ia.nMHo пернепдикулярных плоскостях. Д.чя т|)уб этого размера достаточно двух предчистовых калибров, в которых осуществляют обжатие до 147 мм.
0
Последние два калибра чистовые, они придают трубе окончательный размер по диа.метру и исправляют овальность, которая может образоваться при знакоперемен ном изгибе труб.
По сравнению с известным устройством, при использовании которого не подвергаются качественной правке концы труб длиной, равной межклетьевому расстоянию, предлагаемый инструмент не обеспечивает каQ чественной правки только на длине, равной расстоянию между осями неприводных валков, т.е. длина концевой кривизны сокращается в 3-4 раза.
Положительный эффект от внедрения .чредложенного технологического инструмен5 та образуется от сокращения обреза труб по кривизне, снижения перереза резьб на нарезных трубах по дефекту «черновина и уменьшения числа отделочных операций.
Формула изобретения
Технологический инструмент редукционного стана, содержащий последовательно расположенные черновые, предчистовые, образованные ручьевыми валками неодинакового диаметра калибры и чистовые калибры, развернутые плоскостями разъема друг относительно друга на 90°, отличающийся тем, что, с целью снижения длины концевой кривизны, калибр снабжен дополнительно парой ручьевых валков, диаметр которых равен диаметру валка меньшего диаметра и составляет 0,5-0,8 диаметра боль- шего валка этого калибра, при этом дополнительные валки расположены в одной осевой плоскости с основным по разные стороны от него на расстоянии, равном 1,5 - 2,5 высоты калибра.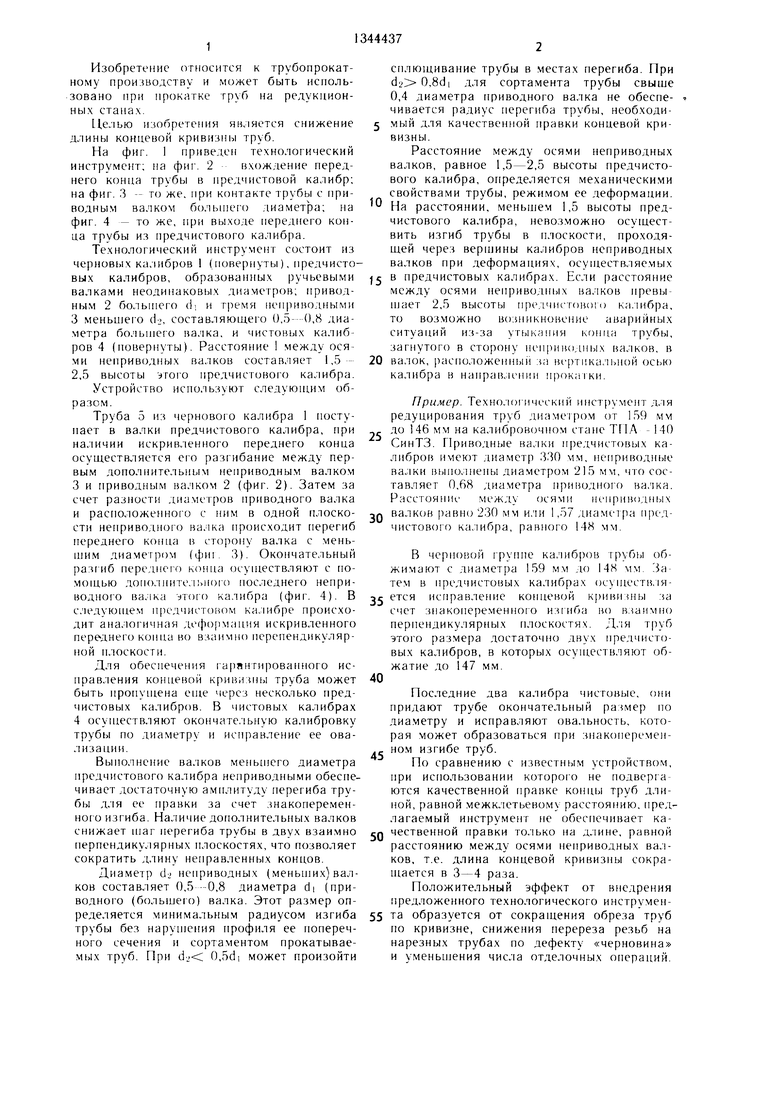
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент редукционного стана | 1983 |
|
SU1168306A1 |
| Способ настройки многоклетевого стана продольной безоправочной прокатки труб | 1983 |
|
SU1105254A1 |
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| Технологический инструмент стана продольной прокатки | 1986 |
|
SU1355304A1 |
| Технологический инструмент двухвалкового редукционного стана | 1988 |
|
SU1614875A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388564C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВЫХ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2040997C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРА СКВАЖИННОГО ШТАНГОВОГО НАСОСА | 1996 |
|
RU2090282C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Обжимной калибр инструмента для продольной прокатки труб | 1987 |
|
SU1502145A1 |

Нзобретенис относится к гр()опрок;п- ному производству и может оьгП) исноль ковано при нрокатке труГ) на редукнионных станах. Цель изобретенияснижение длины концевой кривизны труо. Техно.юги- ческий инструмент содержит 11ос. 1едо ате.-1ь- но расположенные черновые I. нредчистовые и чистовые 4 калибры. Каждьп нредчисто- вой калибр образован ручьевыми валками разного диаметра. Три валки 3 менынего диаметра не1фиводн1)1е, их диаметр составляет 0,5 0,8 диаметра 6().ibiiiei() валка 2. имеюн1его нривод. Расстояиие межд осями неприводных валков, расноложенных в о,;- Hoii осевой плоскости. сосга15ляет 1.5 2,5 высоты иредчистов(тго ка.1ибра. 4 и.1 1С оо 4 4 СО фиг i
фие.2
срие.З
фиг 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидсте | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
