Предложение относится к металлургии и может быть использовано при разливке металлов и сплавов в формы на конвейере.
Известна "Система заливки жидкого металла в формы на конвейере" (см. патент RU №2093307, кл. В22D 35/04, 1994 г.). Система заливки содержит миксер с леткой, желоб, промежуточную емкость и поворотный металлоприемник, выполненный в виде установленного на горизонтальном валу колеса с радиально расположенными сливными патрубками, соединенными между собой кольцевым желобом, размещенным внутри колеса. Привод колеса осуществляется от конвейера через звездочку и цепь. Желоб и промежуточная емкость оснащены сливными патрубками с затворами.
Основными недостатками данной системы является следующее. Невозможность регулирования положения разливочного колеса относительно его оси. Неудобство обслуживания процесса заливки в связи с тем, что желоб, через который металл из миксера поступает в разливочное колесо, проложен со стороны обслуживания этого процесса.
Известен "Комплекс заливки жидкого металла в изложницы на конвейере" (см. патент RU №2138364, кл. 6 В22D 35/04, 1998 г.), который является наиболее близким аналогом данного предложения.
Известный комплекс содержит миксер с желобом, поворотный металлоприемник в виде разливочного колеса с радиально расположенными сливными патрубками, соединенными между собой кольцевым желобом, и привод колеса от конвейера с изложницами.
К недостаткам данной конструкции можно отнести следующее. Значительное окисление металла в момент его слива турбулентным потоком через радиально расположенные сливные патрубки из разливочного колеса в изложницы.
Периодическое изменение уровня металла внутри кольцевого желоба колеса, т.к. он работает по принципу "слив-залив". В связи с этим металл постоянно намерзает на дне и стенках желоба в виде пленки, которую приходится снимать вручную крючками.
Сложность изготовления и установки керамической вставки внутрь колеса, поэтому приходится делать толстую обмазку или просто красить внутреннюю часть кольцевого желоба, от чего страдает качество выплавляемого металла.
Задачей данного предложения является устранение указанных недостатков, т.е. повышение технико-экономических показателей комплекса.
Техническим результатом данного предложения является следующее. Повышается качество металла в связи с уменьшением его окисления за счет снижения турбулентности в струе металла при входе в изложницы. Технический результат достигается тем, что в разливочном колесе литейного комплекса заливки жидкого металла в изложницы на конвейере, содержащем сливные устройства, соединенные с кольцевым желобом, размещенным внутри разливочного колеса, сливные устройства выполнены в виде S-образных съемных желобов, прикрепленных к вертикальной стенке кольцевого желоба и к ободу разливочного колеса, например, клином, а выходные отверстия S-образных съемных желобов расположены над вертикальной стенкой кольцевого желоба, кроме того, оси выходных отверстий S-образных съемных желобов расположены параллельно днищу изложницы, а также вертикальная стенка кольцевого желоба со стороны крепления S-образных съемных желобов расположена над торцевой частью изложницы.
Общим признаком данного предложения и ближайшего аналога является следующий признак. Наличие сливных устройств, соединенных кольцевым желобом, размещенным внутри разливочного колеса.
Отличия заключаются:
- в том, что сливные устройства выполнены в виде S-образных съемных желобов, прикрепленных к вертикальной стенке кольцевого желоба и к ободу;
- в том, что входные отверстия S-образных съемных желобов расположены над вертикальной стенкой кольцевого желоба;
- в том, что оси выходных S-образных съемных желобов расположены параллельно днищу изложницы;
- в том, что вертикальная стенка кольцевого желоба со стороны крепления S-образных съемных желобов расположена над торцевой частью изложницы. В этом заключается соответствие технического решения критерию изобретения «новизна». Сравнение предлагаемого технического решения не только с прототипом, но и с другими решениями в этой области из патентной и научно-технической информации не выявило сходных признаков с существенными признаками, заявленными в отличительной части п.1 формулы изобретения.
Таким образом, совокупность признаков, заявленных как в ограничительной, так и в отличительной частях формулы технического решения, позволяет:
- поддерживать необходимую температуру внутри кольцевого желоба для предотвращения образования корочки намерзающего металла на его поверхности в период медленного вращения разливочного колеса;
- обеспечить быструю смену одних желобов на другие, как в случае их поломки, так и в случае регулирования скорости заливки металла за счет изменения живого сечения S-образных съемных желобов;
- упростить конструкцию футеровки внутренней поверхности разливочного колеса за счет готовой керамической вставки;
- в конечном счете, повысить технико-экономические показатели литейного комплекса.
На основании вышеизложенного можно сделать вывод, что заявленное техническое решение соответствует критерию изобретения «изобретательский уровень».
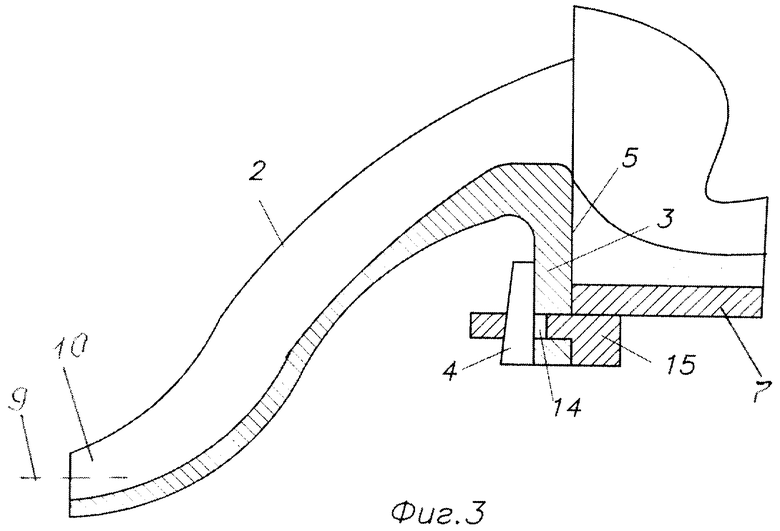
Предложение поясняется чертежом, где на фиг.1 показан общий вид разливочного колеса; на фиг.1, 2, 3 - варианты крепления съемного желоба к разливочному колесу; на фиг.4 - общий вид литейного комплекса.
Разливочное колесо 1 содержит сливные устройства, выполненные в виде S-образных съемных желобов 2, снабженных кронштейном 3, которым они прикреплены, например, клином 4 к вертикальной стенке 5 кольцевого желоба 6, размещенного внутри разливочного колеса 1, и к ободу 7. При этом входные отверстия 8 S-образных съемных желобов 2 расположены над вертикальной стенкой 5 кольцевого желоба 6 (фиг.1), а оси 9 выходных отверстий 10 S-образных съемных желобов 2 расположены параллельно днищу 11 изложницы 12, установленных на конвейере 13 (фиг.4).
Клин 4 может быть установлен с внешней стороны разливочного колеса 1, пропущенным в пазу 14 вилки 15, жестко прикрепленной к ободу 7, и отверстии 16 в основании S-образного съемного желоба 2, с возможностью прижима кронштейна 3 к вертикальной стенке 5 кольцевого желоба 6 (фиг.1).
В другом варианте клин 4 установлен с внутренней стороны разливочного колеса 1, пропущенным в пазу 14 вилки 15 и отверстии 16 в основании S-образного съемного желоба 2, с возможностью прижима кронштейна 3 к вертикальной стенке 5 кольцевого желоба 6 (фиг.2).
Наиболее предпочтительным является третий вариант. В этом варианте клин 4 установлен с внешней стороны разливочного колеса 1, пропущенным вдоль кронштейна 3 в пазу 14 вилки 15, с возможностью прижима кронштейна 3 к вертикальной стенке 5 кольцевого желоба 6 (фиг.3).
Вертикальная стенка 5 кольцевого желоба 6 со стороны крепления S-образных съемных желобов 2 расположена над торцевой частью 17 изложницы 12.
Литейный комплекс содержит миксер 18, связанный желобом 19 с разливочным колесом 1, установленным над изложницами 12 конвейера 13. Привод 20 разливочного колеса 1 от конвейера 13 показан условно.
Литейный комплекс работает следующим образом. Жидкий металл из миксера 18 по желобу 19 поступает в разливочное колесо 1. Включенный в работу конвейер 13 с изложницами 12 приводит во вращение разливочное колесо 1, из которого жидкий металл по S-образным съемным желобам 2 поступает в изложницы 12 ламинарным потоком в связи с тем, что оси 9 выходных отверстий 10 S-образных съемных желобов 2 расположены параллельно днищу 11 изложницы 12 на конвейере 13. При этом в кольцевом желобе 6 поддерживается постоянный уровень 21 жидкого металла в связи с тем, что входные отверстия 8 S-образных съемных желобов 2 расположены над вертикальной стенкой 5 кольцевого желоба 6. Этот металл обеспечивает интенсивный прогрев кольцевого желоба 6, что, в свою очередь, предотвращает образование корочки намерзающего металла на его поверхности.
Различные варианты клинового крепления S-образных съемных желобов 2 к разливочному колесу 1 обеспечивают быструю смену одних желобов на другие.
Установка вертикальной стенки 5 кольцевого желоба 6 со стороны крепления S-образных съемных желобов 2 обеспечивает слив жидкого металла в изложницы 12 даже в случае поломки S-образного съемного желоба 2.
Предложенная конструкция разливочного колеса 1 обеспечивает возможность регулирования скорости заливки металла в изложницы 12 за счет изготовления большей или меньшей ширины S-образных съемных желобов 2 и быстрой их смены.
Такая конструкция упрощает футеровку внутренней поверхности разливочного колеса 1 установкой в него готовой керамической вставки 22, обеспечивающей повышение качества выплавляемого металла.
Кроме того, упрощается футеровка сливных устройств. Внутренняя поверхность S-образных съемных желобов 2 может быть снабжена керамическим покрытием 23, что также повышает качество выплавляемого металла.
Разливочное колесо литейного комплекса заливки жидкого металла в изложницы на конвейере прошло успешно промышленные испытания.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2003 |
|
RU2263557C2 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| ПЛАВИЛЬНО-ЛИТЕЙНЫЙ КОМПЛЕКС ДЛЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285879C1 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 1998 |
|
RU2138364C1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ ЧУШЕК В ИЗЛОЖНИЦЫ ЛИТЕЙНОГО КОНВЕЙЕРА И КОМПЛЕКС ДЛЯ ЛИТЬЯ | 2010 |
|
RU2457919C2 |
| СИСТЕМА ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ФОРМЫ НА КОНВЕЙЕРЕ | 1994 |
|
RU2093307C1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2008 |
|
RU2373289C1 |
| Желоб для слива жидкого металла | 1979 |
|
SU863967A1 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| Установка для литья чушек | 1983 |
|
SU1088867A1 |


Изобретение относится к металлургическому производству. Комплекс содержит конвейер с изложницами и разливочное колесо со сливными желобами, соединенными с кольцевым желобом. Кольцевой желоб размещен внутри разливочного колеса. Сливные желоба выполнены съемными, S-образной формы и прикреплены к вертикальной стенке кольцевого желоба и к ободу разливочного колеса. Входные отверстия S-образных желобов расположены над вертикальной стенкой кольцевого желоба. Оси выходных отверстий S-образных желобов расположены параллельно днищу изложницы. Достигается повышение качества металла за счет снижения турбулентности в струе металла при его заливке в изложницы. 3 з.п. ф-лы, 4 ил.
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 1998 |
|
RU2138364C1 |
| СИСТЕМА ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ФОРМЫ НА КОНВЕЙЕРЕ | 1994 |
|
RU2093307C1 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2003 |
|
RU2263557C2 |
| Способ получения диолефиновых углеводородов | 1925 |
|
SU6321A1 |

