Настоящее изобретение относится к способу изготовления эластомерных компонентов шины для колес транспортных средств.
Изготовление шин для колес транспортных средств включает формирование каркасной конструкции, по существу состоящей из одного или более слоев каркаса по существу тороидальной формы, аксиально противоположные боковые края которых соединены с соответствующими кольцевыми армирующими элементами, обычно называемыми «бортовыми сердечниками».
На внешней радиальной стороне каркасной конструкции имеется ременная конструкция, содержащая одну или более ременных полос в форме замкнутого кольца и по существу состоящая из текстильных или металлических кордных нитей, соответствующим образом ориентированных по отношению друг к другу, и кордные нити, находящиеся в смежных слоях каркаса.
На внешней радиальной стороне ременной конструкции предусмотрена протекторная лента, которая обычно состоит из ленты эластомерного материала соответствующей толщины.
Наконец, на противоположных боковых сторонах шины имеются две боковины, каждая из которых покрывает боковой участок шины, заключенный между так называемой плечевой зоной, расположенной вблизи соответствующего бокового края протекторной ленты, и так называемым бортом, расположенным на соответствующем бортовом сердечнике.
В целях настоящего изобретения должно быть отмечено, что под термином «эластомерный материал» подразумевается состав, включающий в себя, по меньшей мере, один эластомерный полимер и, по меньшей мере, один армирующий наполнитель. Предпочтительно данный состав дополнительно включает в себя добавки, такие как, например, сшивающий агент и/или пластификатор. При наличии сшивающего агента в данном материале могут образовываться при нагревании поперечные связи так, чтобы сформировать готовое изделие.
Согласно обычным способам производства вышеперечисленные компоненты шины по существу сначала изготавливают отдельно друг от друга, а затем собирают вместе во время этапа сборки.
Однако современные технологии имеют общую тенденцию использования производственных методов, позволяющих минимизировать или по возможности исключить производство и хранение полуфабрикатов.
С этой целью были предложены способы изготовления, направленные на получение заданных компонентов шины, таких как протекторная лента, боковины или другие, посредством наложения на тороидальное основание, несущее обрабатываемую шину, непрерывного вытянутого элемента эластомерного материала, имеющего сечение, уменьшенное по сравнению с сечением того компонента, который будет получен, причем вытянутый элемент расположен таким образом, чтобы образовывать вокруг оси вращения шины ряд последовательных витков, расположенных рядом и/или внахлест так, чтобы сформировать компонент непосредственно в его конечной конфигурации.
В патентной публикации WO 01/36185 А1 раскрыт способ изготовления компонентов эластомерного материала в шине для колес транспортных средств, включающий этапы: подачи непрерывного вытянутого элемента из устройства подачи, расположенного вблизи тороидального основания, для наложения вытянутого элемента на тороидальное основание; придания тороидальному основанию вращательного движения вокруг его геометрической оси вращения, так что вытянутый элемент распределяется по периферии тороидального основания; выполнения управляемых относительных перемещений между тороидальным основанием и устройством подачи для поперечного распределения, чтобы сформировать компонент шины с вытянутым элементом, который образован рядом витков, уложенных рядом или взаимно внахлест согласно заданному порядку наслоения, зависящему от заданной конфигурации поперечного сечения профиля, придаваемого указанному компоненту. В частности, в указанном документе говорится, что если периферийная скорость тороидального основания в точке наложения вытянутого элемента управляется таким образом, что поддерживается соответствующее ее значение, более высокое, чем скорость подачи устройства подачи вытянутого элемента, адгезия налагаемого вытянутого элемента значительно увеличивается, то есть обеспечиваются важные преимущества с точки зрения технологической гибкости. В частности, получена возможность простого изменения размеров поперечного сечения вытянутого элемента так, чтобы адаптировать его к толщине компонента, который будет сделан, в различных точках конфигурации сечения профиля компонента.
В заявке на европейский патент ЕР 1279486 А2 раскрыт способ изготовления профилированного резинового элемента выдавливанием полосы посредством экструзионного процесса, при котором используют шнековый экструдер, зубчатый насос и экструзионную головку, имеющую фильеру, причем указанные узлы соединены друг с другом последовательно. Указанный способ включает этапы: подачи резиновой полосы на поворотное основание по каналу, проходящему от шнекового экструдера к фильере экструзионной головки, причем канал является по существу прямым каналом; и непосредственного или косвенного наложения резиновой полосы на наружную периферийную поверхность основания.
В заявке на европейский патент ЕР 1201414 А2 раскрыт способ изготовления шины, включающий сборку невулканизированных резиновых компонентов для образования невулканизированной шины, вулканизацию этой шины и обертку невулканизированной резиновой полосы таким образом, что витки в целом имеют форму заданного сечения профиля, по меньшей мере, для одного невулканизированного резинового компонента, так чтобы сформировать, по меньшей мере, один из невулканизированных резиновых компонентов.
В заявке на европейский патент ЕР 1211057 А2 раскрыт способ изготовления шины, в котором при формировании невулканизированной шины, по меньшей мере, один составляющий элемент, например, боковины, формируется через расширение в радиальном внешнем направлении центральной части по существу цилиндрической каркасной ленты, причем невулканизированная резиновая полоса затем наматывается, а резиновая полоса соединяется на внешней периферийной поверхности расширенной каркасной ленты.
Однако установлено, что способы и устройства согласно известному уровню техники для сборки шин или изготовления компонентов шин посредством наложения вытянутых эластомерных элементов имеют некоторые недостатки.
В частности, поддержание постоянства параметров эластомерного материала при его выдавливании для образования вытянутого элемента имеет большое значение для того, чтобы избежать получения дефектов и геометрических неровностей в вытянутом элементе и тем самым избежать неровностей поверхности в конечном изделии. Заявитель обнаружил, что нелегко получить повторяемость параметров экструдированного материала, в частности, для двух последовательных рабочих циклов из-за особенностей, присущих эластомерным материалам, используемым при изготовлении шин.
Более конкретно эластомерный материал имеет ярко выраженное вязкоупругое поведение, при котором параметры упругого компонента не только зависят от его состава, но также зависят от условий процесса, в частности от температуры и скорости подачи.
Когда экструзия завершена, т.е. когда рабочий цикл выполнен, величина остаточного давления и время релаксации остаточного давления главным образом зависят от вязкоупругих свойств эластомерного материала и геометрии экструзионных каналов. Все эти возможные переменные не гарантируют воспроизводимость экструдированного продукта и, тем самым, надлежащую повторяемость циклов подачи, если не прошло достаточное время после останова устройства подачи для того, чтобы достигнуть приемлемой величины остаточного давления, например, порядка 10-50 бар. Следует отметить, что данное время останова, обычно составляющее, по меньшей мере, порядка нескольких десятков секунд, изменяется при изменении вязкоупругих параметров используемого эластомерного материала.
Очевидно, что посредством приложения заданного падения давления в пределах заданного и очень сжатого периода времени, т.е. порядка нескольких секунд, не только может быть достигнута оптимальная воспроизводимость параметров экструдированного продукта, но и дополнительно данная воспроизводимость может быть получена, по существу, без останова подачи экструдированного продукта на период больше, чем время, требующееся для позиционирования следующей шины на том же рабочем месте.
Кроме того, очевидно, что во время изготовления шины, в частности сборки боковин, протекторной полосы или другого компонента эластомерного материала посредством наложения витков вытянутого эластомерного элемента, расположенных по периферии рядом и/или частично внахлест, в конце каждого этапа подачи вытянутого элемента получается резкое падение давления из-за приложения противодавления внутри устройства подачи. Таким способом достигается не только высокая стабильность параметров экструдированного продукта, необходимая для получения шин, характеристики которых по существу аналогичны номинальным конструктивным характеристикам, но также достигается оптимальное управление рабочим временем для каждой шины, собранной на устройстве высокой автоматизации.
Согласно одному объекту изобретения создан способ изготовления эластомерных компонентов шины для колес транспортных средств, включающий этапы:
подачи непрерывного вытянутого элемента из устройства подачи для наложения вытянутого элемента на сборочное основание посредством приложения давления подачи внутри устройства подачи;
придания основанию вращательного движения вокруг его геометрической оси вращения, так что вытянутый элемент распределяется по окружности основания;
выполнения управляемых относительных перемещений между основанием и устройством подачи для поперечного распределения для формирования компонента шины с вытянутым элементом, который сформирован рядом витков, уложенных в заданном порядке наслоения, зависящем от заданной конфигурации поперечного сечения профиля, придаваемого компоненту;
при этом устройство подачи содержит экструзионный шнек, зубчатый насос, связанный с экструзионным шнеком ниже него по потоку, и выходную головку, связанную с зубчатым насосом ниже него по потоку, причем зубчатый насос имеет свое собственное направление вращения в течение этапа подачи;
останова этапа подачи вытянутого элемента после завершения формирования компонента; и
приложения противодавления внутри устройства подачи после этапа останова;
при этом при приложении противодавления зубчатый насос выполняет противовращение по отношению к направлению вращения в течение этапа подачи.
Предпочтительно этап останова осуществляют посредством останова движения зубчатого насоса за период времени от приблизительно 0,1 секунды до приблизительно 8 секунд.
Предпочтительно в течение этапа останова давление после зубчатого насоса уменьшается до величины, находящейся в диапазоне от приблизительно 150 бар до приблизительно 400 бар.
Предпочтительно зубчатый насос, после этапа останова, остается в бездействии в течение периода времени, находящегося в интервале от приблизительно 0,1 секунды до приблизительно 3 секунд.
Предпочтительно давление после зубчатого насоса уменьшается до величины, находящейся в диапазоне от приблизительно 150 бар до приблизительно 200 бар, в то время как зубчатый насос находится в бездействии после этапа останова.
Предпочтительно противовращение зубчатого насоса выполняется в течение периода времени от приблизительно 1 секунды до приблизительно 5 секунд.
Предпочтительно во время противовращения шестерни зубчатого насоса поворачиваются на угол от приблизительно 10° до приблизительно 40°.
Предпочтительно давление после зубчатого насоса в конце противовращения находится в диапазоне от приблизительно 10 бар до приблизительно 50 бар.
Предпочтительно новый этап подачи вытянутого элемента начинается после перерыва в работе, находящегося в диапазоне от приблизительно 1,2 секунды до приблизительно 16 секунд, после останова предыдущего этапа подачи.
Предпочтительно перерыв в работе между этапом останова этапа подачи и началом следующего этапа подачи по существу соответствует времени, требуемому для позиционирования следующей обрабатываемой шины вблизи того же устройства подачи.
Предпочтительно сборочное основание является по существу жестким тороидальным основанием.
Предпочтительно сборочное основание является основанием, имеющим изменяющуюся конфигурацию поверхности.
Предпочтительно способ, при котором конфигурация поверхности изменяется от по существу цилиндрической до по существу тороидальной.
Предпочтительно сборочное основание имеет по существу цилиндрическую внешнюю поверхность.
Дополнительные отличительные признаки и преимущества настоящего изобретения станут более очевидными из подробного описания нескольких предпочтительных, но не единственных, вариантов воплощения шин для колес транспортных средств согласно настоящему изобретению.
Данное описание будет изложено далее со ссылкой на прилагаемые чертежи, иллюстрирующие не ограничивающий пример, на которых
фиг.1 - схематический вид в перспективе устройства, предназначенного для осуществления способа согласно изобретению;
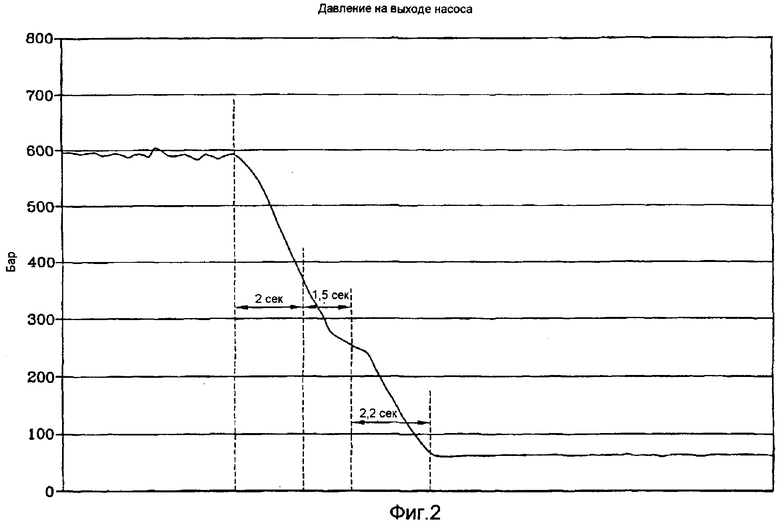
фиг.2 - график, изображающий изменение во времени давления после зубчатого насоса, входящего в состав устройства подачи устройства, показанного на фиг.1;
фиг.3 - частичный вид сверху с частичным разрезом устройства подачи указанного устройства;
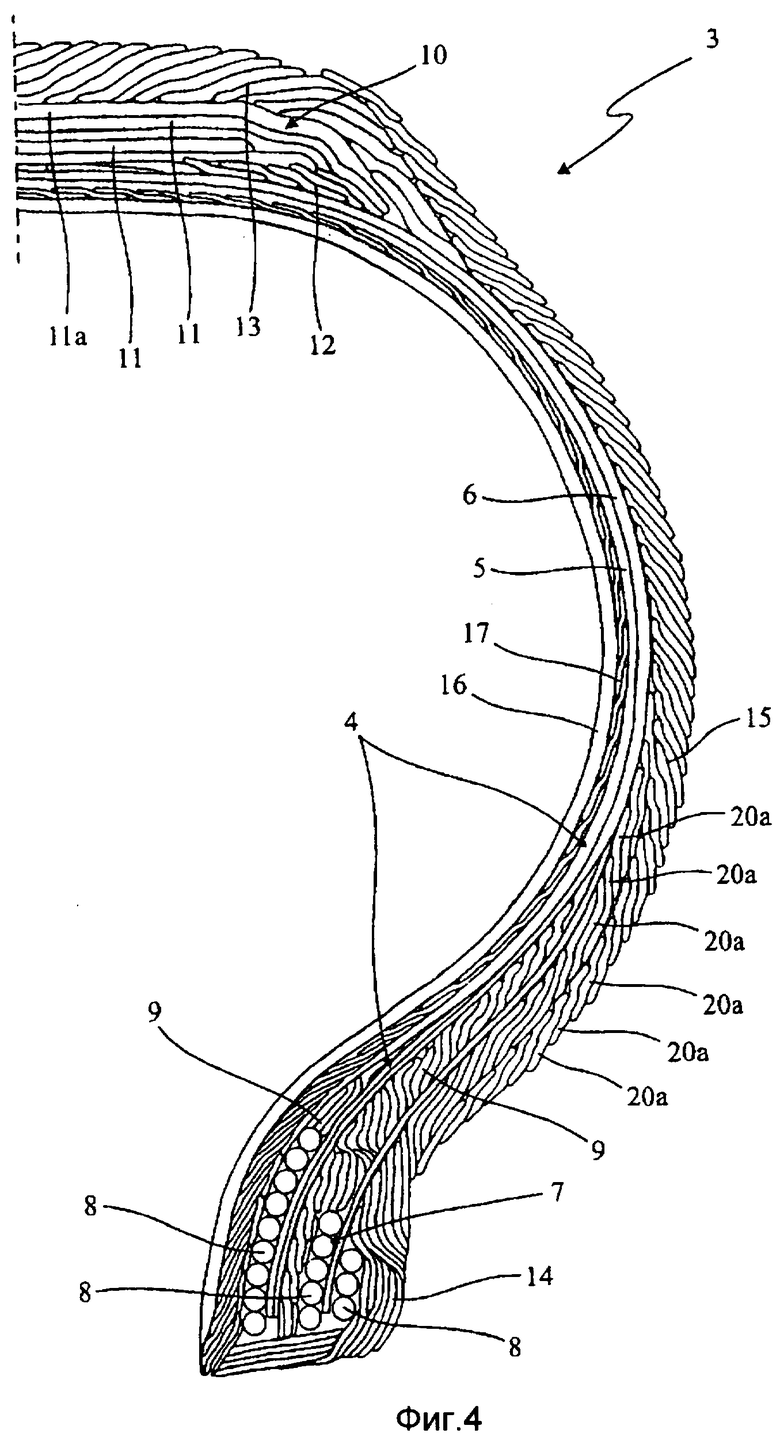
фиг.4 - частичный разрез невулканизированной шины, вобранной в соответствии со способом согласно настоящему изобретению.
В частности, на фиг.1 ссылочной позицией 1 обозначено устройство для изготовления компонентов эластомерного материала в шинах для колес транспортных средств в соответствии со способом согласно настоящему изобретению.
В качестве примера, шина, изготовленная согласно настоящему изобретению, обозначена ссылочной позицией 3 на фиг.3. Шина 3 по существу содержит каркасную конструкцию 4, образованную из одного или более слоев 5, 6 каркаса, имеющих соответствующие противоположные торцевые отгибы, прикрепленные к кольцевым армирующим конструкциям 7 (только одна из них показана на прилагаемом чертеже), входящим в состав внутренних проходящих по периферии кольцевых областей шины 3, обычно называемых «борта». Каждая кольцевая армирующая конструкция 7 содержит одну или более проходящих по окружности кольцевых вставок 8 или бортовых сердечников и одну или более заполняющих вставок 9, скрепленных со слоями 5, 6 каркаса.
Поясная структура 10, содержащая один или более слоев 11 пояса, имеющих относительно пересекающиеся армирующие кордные нити, наложена на каркасную конструкцию 4 на ее внешней радиальной стороне, так же как и по возможности, вспомогательный слой пояса 11а, содержащий один или более кордных нитей из текстильного материала, спирально навитых вокруг геометрической оси шины 3. Между каждой из боковых кромок поясной конструкции 10 и каркасной конструкции 4 размещена нижняя поясная вставка 12.
Шина 3 дополнительно содержит протекторную ленту 13, наложенную на поясную конструкцию 10 на ее внешней радиальной стороне, две износостойких вставки 14, каждая из которых наложена снаружи вблизи одного из бортов шины, и две боковины 15, каждая из которых покрывает каркасную конструкцию 4 на ее внешней боковой стороне.
Каркасная конструкция 4 может быть изнутри покрыта так называемым герметизирующим слоем 16, т.е. тонким слоем эластомерного материала, который по завершении вулканизации будет воздухонепроницаемым так, чтобы обеспечивать поддержание давления в накачанной шине. Дополнительно так называемый нижний герметизирующий слой 17 из эластомерного материала может быть размещен между герметизирующим слоем 16 и слоями 5, 6 каркаса.
Устройство 1 может быть частью установки, которая не показана, предназначенной для изготовления шины для колес транспортных средств или выполнять некоторые из рабочих операций, предусмотренных в цикле производства шин.
В пределах этих рабочих операций может быть соответствующим образом обеспечено то, что все компоненты шины 3, которые будут получены, будут непосредственно изготовлены на сборочном основании 18, имеющем внешнюю поверхность 18а, по существу имеющей форму, соответствующую форме внутренней конфигурации формируемой шины. В одном варианте воплощения сборочное основание 18 является по существу жестким тороидальным основанием.
В другом варианте воплощения основание 18 имеет изменяющуюся конфигурацию поверхности, которая может изменяться от по существу цилиндрической до по существу тороидальной, и основания, по меньшей мере, одной каркасной конструкции предварительно устанавливается на сборочном барабане, следуя обычным способам сборки, начиная с полуфабрикатов, предварительно изготовленных и хранимых.
В другом варианте воплощения указанное основание имеет по существу цилиндрическую внешнюю поверхность 18а, на которой сначала собирается, по меньшей мере, один элемент изготавливаемой шины, например, поясная конструкция, компоненты которой предварительно изготовлены согласно обычным способам сборки.
Указанная установка обычно содержит ряд рабочих мест (только одно из которых показано), при этом каждое из них связано с выполнением, по меньшей мере, одной из рабочих операций по сборке шины на тороидальном основании. Такая установка, например, описана в патентной публикации WO 01/32409.
Одно или более устройств 1 может быть связано с различными рабочими местами так, чтобы сформировать согласно способу, на который делается ссылка, один или более компонентов эластомерного материала шины 3, таких как заполняющие вставки 9 кольцевых армирующих конструкций 7, нижние поясные вставки 12, протекторная лента 13, износостойкие вставки 14, боковины 15, герметизирующий слой 16 и нижний герметизирующий слой 17.
Как показано на фиг.1, устройство 1 содержит, по меньшей мере, одно устройство 19 подачи, установленное для работы вблизи сборочного основания 18, чтобы подавать, по меньшей мере, один непрерывный вытянутый элемент 20 по направлению к внешней поверхности 18а основания.
В предпочтительном варианте воплощения такое устройство 19 подачи по существу образовано объемным экструдером, установленным для работы в непосредственной близости к тороидальному основанию 18, чтобы подавать непрерывный вытянутый элемент 20 непосредственно либо на внешнюю поверхность 18а, либо на компонент, предварительно образованный на тороидальном основании, или на компонент, формируемый следующим.
Объемный экструдер, обозначенный ссылочной позицией 21, имеет так называемую выходную «головку» 26, пропускающую обрабатываемый продукт через отверстие, имеющее соответствующую форму и размер в зависимости от геометрических и размерных параметров, придаваемых продукту.
Преимущественно объемный экструдер 21 содержит, по меньшей мере, один экструзионный шнек 22 для работы с эластомерным материалом, непосредственно связанный с зубчатым насосом 23. Более точно, экструзионный шнек 22 по всей его продольной длине осуществляет работу по перемещению эластомерного материала, введенного в экструдер через загрузочное отверстие (показано), до собирающей камеры 25 вверх по потоку для зубчатого насоса 23. В собирающей камере 25 датчик 28 давления или эквивалентное ему устройство управляет зубчатым насосом для получения величины давления, находящейся в диапозоне от приблизительно 80 бар до приблизительно 250 бар, причем предпочтительная величина давления составляет около 150 бар.
Зубчатый насос 23 посредством собственного вращения увеличивает давление эластомерного материала до достижения им величины от приблизительно 200 бар до приблизительно 650 бар, причем предпочтительная величина давления составляет около 400 бар, при этом эластомерный материал в итоге выдавливается по направлению к сборочному основанию 18 через головку 26.
Как экструзионный шнек 22, так и зубчатый насос 23 предпочтительно имеют отдельный приводной узел, хотя приводные узлы могут быть также заменены одним приводным узлом.
Непрерывный вытянутый элемент 20 предпочтительно состоит из вытянутого элемента эластомерного материала плоского сечения, например, прямоугольного, эллиптического или линзообразного сечения, размеры поперечного сечения профиля которого значительно уменьшены по сравнению с размерами поперечного сечения профиля компонента, который требуется изготовить. Например, непрерывный вытянутый элемент 20 может иметь ширину от 3 до 15 мм и толщину от 0,5 до 2 мм.
Один из компонентов, ранее обозначенных ссылочными позициями 9, 12, 13, 14, 15, 16, 17, получен в его конечной конфигурации посредством подачи вытянутого элемента 20 к основанию 18, когда основанию придается вращательное движение для распределения вытянутого элемента по окружности вокруг геометрической оси вращения основания, обозначенной «X», т.е. такого вида, чтобы обеспечить распределение по окружности вытянутого элемента.
Одновременно с вращением, приложенным к сборочному основанию 18, устройства поперечного распределения, которые будут более подробно описаны далее, выполняют управляемые относительные перемещения между основанием и устройством 19 подачи, так что вытянутый элемент 20 образует ряд витков 20а, расположенных радиально и/или вдоль рядом друг с другом в заданном порядке наслоения, зависящем от заданной конфигурации поперечного сечения профиля, придаваемого изготавливаемому компоненту.
В соответствии с предпочтительным вариантом воплощения настоящего изобретения вращательное движение для распределения по окружности, т.е. вращение основания 18 вокруг его оси «X», и управляемые относительные смещения для поперечного распределения осуществляются посредством непосредственного движения основания 18.
С этой целью предусмотрено, что устройства, предназначенные для приведения во вращательное движение основание 18 вокруг его оси «X», и устройства, предназначенные для выполнения перемещения для поперечного распределения, должны быть объединены, по меньшей мере, в одну роботизированную руку, обозначенную ссылочной позицией 30 и установленную для захвата основания 18, чтобы последовательно доставлять его к каждому из рабочих мест, предусмотренных в вышеупомянутой установке, и соответствующим образом перемещать его перед соответствующими устройствами 19 подачи.
Следует отметить, что широкая свобода движения, приданная основанию 18 в соответствии с шестью осями поворота, как показано в вышеупомянутой патентной публикации WO 01/36185, а также вращательное движение основания вокруг геометрической оси «X» позволяет выполнить правильное смещение вытянутого элемента 20, проходящего от экструдера 21, независимо от конфигурации основания 18 и компонента, который будет получен.
Очевидно, что каждая обработанная шина, закрепленная на основании 18, по окончании сборки одного из вышеупомянутых компонентов (обозначенных ссылочными позициями 9, 12, 13, 14, 15, 16, 17) отодвигается от экструдера 21, так чтобы могла быть продолжена обработка шины на следующем рабочем месте, и в то же время новая шина, на которой должны быть собраны такие же компоненты, размещается вблизи экструдера 21, который последовательно повторяет этап подачи вытянутого элемента.
Этап подачи эластомерного материала, выдавливаемого из экструдера 21, останавливается между отходом обрабатываемой шины и поступлением следующей шины. Следует отметить, что если бы зубчатый насос был просто остановлен, некоторые явления имели бы место внутри устройства 19 подачи, такие как утечка эластомерного материала с конца головки 26; затрудненное повторение последующего этапа подачи с возможностью появления комков на выходе; длительный период времени (обычно более 30 секунд) для того, чтобы вернуть давление эластомерного материала к требуемым оптимальным величинам (предпочтительно от приблизительно 10 бар до приблизительно 50 бар) для начала последующего этапа подачи.
Очевидно, что когда зубчатый насос в бездействии, то с целью сохранить характеристики материала по существу неизменными, необходимо выполнить останов машины, по меньшей мере, на 30-40 секунд, причем это время, с другой стороны, отличается в зависимости от выдавливаемого эластомерного материала и модели экструдера. Указанный останов машины неизбежно непосредственно влияет на эффективность всей производственной установки.
Преимущественно согласно изобретению используется этап противодавления в конце каждого этапа подачи каждым экетрудером, предпочтительно осуществляемый посредством противовращения зубчатого насоса, т.е. вращения в противоположном направлении к направлению вращения насоса на этапе подачи.
Более конкретно в предпочтительном варианте воплощения способа согласно изобретению, схематично показанному на фиг.2, в конце этапа подачи имеет место останов зубчатого насоса за период времени, находящийся в диапазоне от приблизительно 0,1 секунды до приблизительно 8 секунд, предпочтительно за период времени, находящийся в диапазоне от приблизительно 1 секунды до приблизительно 3 секунд (2 секунды на фиг.2); в течение того же интервала времени давление после насоса уменьшается приблизительно от приблизительно 550-650 бар до приблизительно 150-400 бар. Затем после времени останова, изменяющегося от приблизительно 0,1 секунды до приблизительно 3 секунд, предпочтительно приблизительно 2 секунды (1,5 секунды на фиг.2), в течение которого давление после насоса дополнительно уменьшается до приблизительно 150-200 бар, насос приводится во вращение в противоположном направлении относительно этапа подачи на период времени от приблизительно 1 секунды до приблизительно 5 секунд, предпочтительно в пределах от 2 секунд до 3 секунд (2,2 секунды на фиг.2). Остаточное давление после зубчатого насоса будет от приблизительно 10 бар до приблизительно 50 бар и предпочтительно приблизительно 25 бар. Тем самым появляются идеальные условия для нового этапа подачи после периода времени, находящегося в диапазоне от приблизительно 1,2 секунды до приблизительно 16 секунд, предпочтительно от приблизительно 5 секунд до приблизительно 8 секунд.
Предпочтительно интервал времени между двумя последующими этапами подачи по существу соответствует времени, требуемому для отвода от устройства 19 подачи сборочного основания, несущего шину, на которой был сформирован компонент во время предыдущего этапа подачи, и перемещения вблизи устройства 19 подачи, причем следующее сборочное основание несет другую шину для формирования на ней такого же компонента или другого компонента шины.
Согласно предпочтительному варианту осуществления на практике рассматриваемого способа этап вращения зубчатого насоса в противоположном направлении выполняется посредством поворота шестерен насоса на угол от приблизительно 10° до приблизительно 40°; таким образом, явления, связанные с рециркуляцией эластомерного материала, очень ограничены и не вызывают явления, которые могут придать выдавленному продукту переменные и тем самым нежелательные характеристики.
Таким образом, способ согласно изобретению обеспечивает возможность быстрого получения тех значений давления ниже по потоку для зубчатого насоса, которые позволяют быстро восстановить параметры давления, обеспечивая повторение этапа подачи, во время которого будет получен продукт, имеющий такие же параметры, которые были получены на предыдущем этапе подачи. В результате, также по существу устранены такие нежелательные явления, как образование комков в экструдированном продукте или утечка смеси из головки 26 после насоса.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСШИРЯЕМАЯ ДИАФРАГМА ДЛЯ УСТРОЙСТВА ВУЛКАНИЗАЦИИ ШИН И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2358874C2 |
| СПОСОБ ЭКСТРУЗИИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНЫХ КОМПАУНДОВ | 2010 |
|
RU2574248C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ И ТОРОИДАЛЬНАЯ ОПОРА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2003 |
|
RU2374070C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ НЕПРЕРЫВНОГО УДЛИНЕННОГО ЭЛЕМЕНТА, ВЫПОЛНЕННОГО ИЗ ЭЛАСТОМЕРНОГО МАТЕРИАЛА, ВО ВРЕМЯ СБОРКИ ШИН | 2013 |
|
RU2636493C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН | 2011 |
|
RU2592528C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2327569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ | 2004 |
|
RU2362679C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2369480C2 |
| АВТОМАТИЗИРОВАННЫЙ СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОКРЫШЕК | 2002 |
|
RU2291780C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВУЛКАНИЗАЦИИ ШИНЫ | 2012 |
|
RU2618059C2 |

Изобретение относится к способу изготовления эластомерных компонентов шины для колес транспортных средств. Способ включает подачу непрерывного вытянутого элемента из устройства подачи для наложения вытянутого элемента на сборочное основание посредством приложения давления подачи внутри устройства подачи. Основанию придается вращательное движение вокруг его геометрической оси, так что вытянутый элемент распределяется по окружности основания. Вытянутый элемент сформирован рядом витков, уложенных в заданном порядке наслоения. Порядок наслоения зависит от заданной конфигурации поперечного сечения профиля. Устройство подачи содержит экструзионный шнек, зубчатый насос и выходную головку. После завершения формирования компонента происходит останов этапа подачи вытянутого элемента и приложение противодавления внутри устройства подачи. При приложении противодавления зубчатый насос выполняет противовращение по отношению к направлению вращения в течение этапа подачи. Изобретение позволяет получить заданные компоненты шины посредством наложения на тороидальное основание непрерывного вытянутого элемента эластомерного материала. За счет приложения противодавления достигается высокая стабильность параметров экструдированного продукта. 13 з.п. ф-лы, 4 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 5156781 A, 20.10.1992 | |||
| EP 1279486 A1, 29.01.2003 | |||
| Устройство для осмоления древесного волокна | 1984 |
|
SU1211050A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ БОКОВИН И ПРОТЕКТОРА ПОКРЫШЕК УЗКОЙ ЛЕНТОЙ | 1991 |
|
RU2005624C1 |

