Изобретение относится к экструдированию материалов и предназначено для использования в перерабатывающих отраслях агропромышленного комплекса.
Наиболее близким к предлагаемому способу является способ экструзии материала, например крахмалосодержащего, путем воздействия на материал вращающимся в корпусе шнеком и прессования его через экструзионную головку с каналами (Патент RU №2236941, опубл. 2004.09.27).
Недостатком его является высокие энергетические затраты, узкий диапазон технологических возможностей.
Предлагаемым изобретением решается задача снижения энергетических затрат, расширения технологических возможностей.
Для получения такого технического результата в предлагаемом способе на материал воздействуют вращающимся в корпусе шнеком, а прессование проводят через экструзионную головку с каналами, причем прессование материала проводят через каналы экструзионной головки, жестко связанной со шнеком и подвижной по отношению к корпусу в осевом и окружном направлении.
Отличительными признаками предложенного способа являются следующие: прессование материала проводят через каналы экструзионной головки, жестко связанной со шнеком и подвижной по отношению к корпусу в осевом и окружном направлении.
Наиболее близким к предлагаемому устройству для осуществления способа является экструдер, содержащий корпус, шнек, экструзионную головку с каналами (Патент RU №2294282, опубл. 2007.02.27).
Недостатком его являются большие энергетические затраты, невысокая надежность и долговечность деталей, сложность конструкции.
Предлагаемым изобретением решается задача снижения энергетических затрат, повышение надежности и долговечности экструдера, а также упрощение конструкции за счет устранения необходимости в постановке упорного подшипникового узла шнека.
Для получения такого технического результата предлагаемый экструдер содержит корпус, шнек, экструзионную головку с каналами, причем экструзионная головка с каналами выполнена в виде двух концентрично расположенных втулок, представляющих собой вращательно-поступательную пару, причем одна из них снабжена каналами и жестко связана со шнеком, а другая втулка жестко связана с корпусом, при этом диаметр сопряжения втулки с каналами с втулкой, закрепленной на корпусе, не превышает наружного диаметра шнека более чем на 1,5 мм, кроме того, экструзионная головка содержит фильеру, выполненную, например, в виде конусной втулки, жестко связанной с втулкой, снабженной каналами и установленной соосно с ней, а экструзионная головка содержит дорн (или дорны), жестко связанный(ые) со шнеком или фильерой и установленный(ые) соосно каналу (каналам) фильеры.
Отличительными признаками предложенного экструдера являются следующие признаки: экструзионная головка с каналами выполнена в виде двух концентрично расположенных втулок, представляющих собой вращательно-поступательную пару, причем одна из них снабжена каналами и жестко связана со шнеком, а другая втулка жестко связана с корпусом, при этом диаметр сопряжения втулки с каналами с втулкой, закрепленной на корпусе, не превышает наружного диаметра шнека более чем на 1,5 мм, кроме того, экструзионная головка содержит фильеру, выполненную, например, в виде конусной втулки, жестко связанной с втулкой, снабженной каналами и установленной соосно с ней, а экструзионная головка содержит дорн (или дорны), жестко связанный(ые) со шнеком или фильерой и установленный(ые) соосно каналу (или каналам) фильеры.
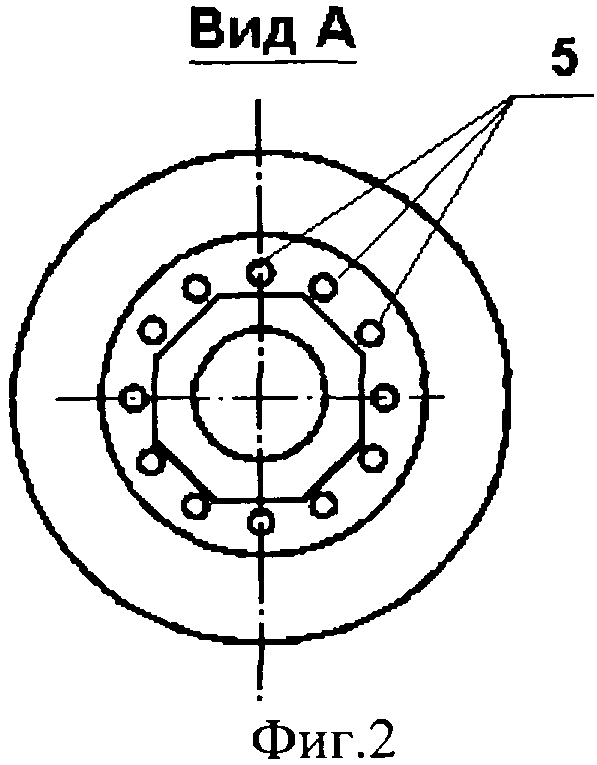
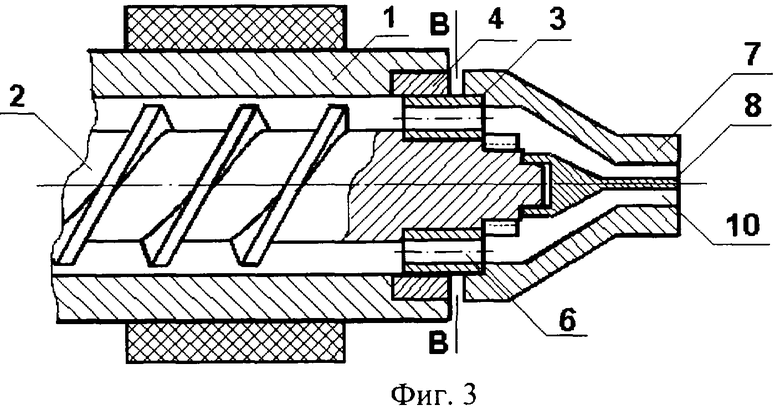
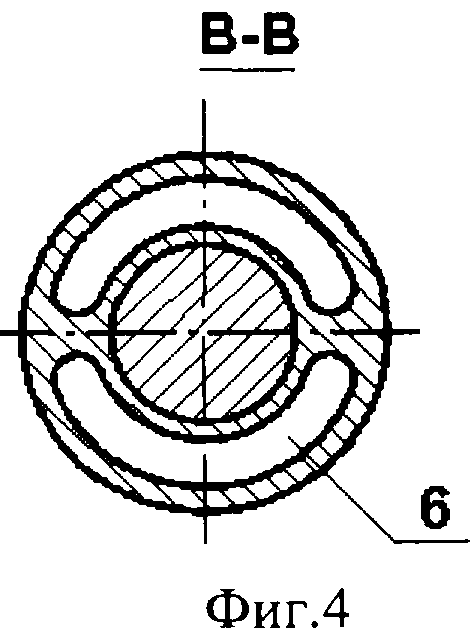
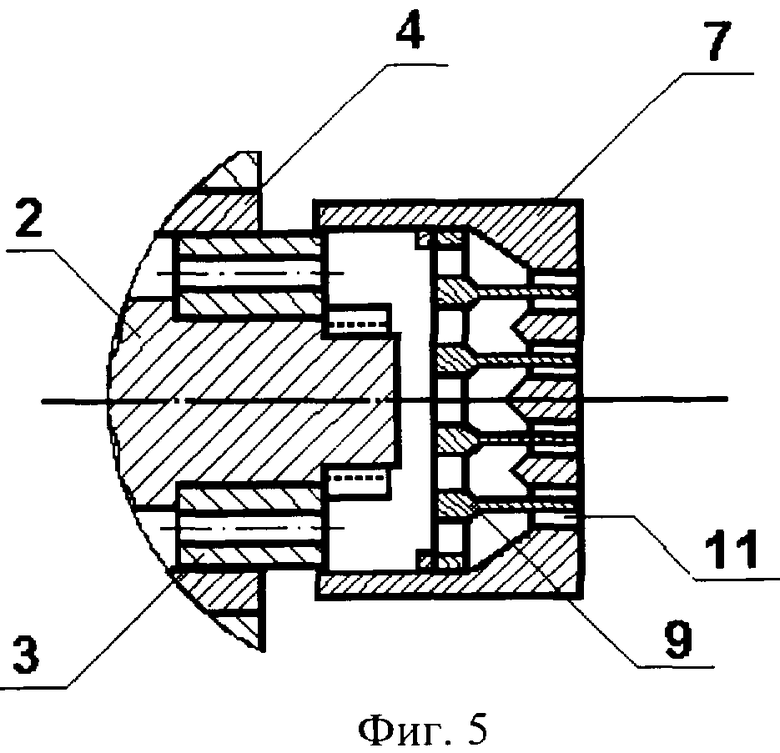
Предлагаемое изобретение иллюстрируется чертежами, где на фиг.1 изображен разрез экструдера с экструзионной головкой, на фиг.2 - вид по стрелке А на фиг.1, на фиг.3 - разрез экструдера с экструзионной головкой, включающей фильеру и дорн, на фиг.4 - сечение по В-В фиг.3, на фиг.5 - разрез многоканальной фильеры с дорнами.
Экструдер содержит корпус 1, шнек 2, экструзионную головку с каналами, причем экструзионная головка с каналами выполнена в виде двух концентрично расположенных втулок 3, 4, представляющих собой вращательно-поступательную пару. Одна из них 3 снабжена каналами 5 или 6 и жестко связана со шнеком 2, а другая втулка 4 жестко связана с корпусом 1. Диаметр сопряжения втулки 3 с каналами с втулкой 4, закрепленной на корпусе, не превышает наружного диаметра шнека 2 более чем на 1,5 мм.
Экструзионная головка содержит фильеру 7, выполненную, например, в виде конусной втулки с каналом, жестко связанную с втулкой 3, снабженной каналами 6 и установленной соосно с ней. Экструзионная головка содержит дорн 8 (или дорны 9), жестко связанный(ые) со шнеком 2 или фильерой 7 и установленный(ые) соосно каналу 10 (или каналам 11) фильеры 7 (см. фиг.3 и фиг.5).
Работа экструдера заключается в следующем. Материал поступает между корпусом 1 и шнеком 2. При этом он подвергается разогреву, сдвигу, давлению. На выходе шнека создается давление, необходимое для прессования материала через каналы 5. Происходит процесс прессования материала через каналы 5. При этом в результате избыточного давления усилия, воздействующие на шнек 2 со стороны экструдируемого материала, находящегося под давлением, уравновешиваются усилиями, приложенными к втулке 3 с каналами 5. Свобода поступательных перемещений втулки 3 с каналами по отношению к втулке 4, жестко связанной с корпусом экструдера, позволяет уравновесить осевые нагрузки, воздействующей на шнек, перевести внешние силы во внутренние усилия, действующие на шнек 2. В этом случае осевые усилия, действующие на подшипниковый узел шнека 2, практически равны нулю. Это снижает энергозатраты на единицу продукции, повышает долговечность и надежность экструдера. Такое выполнение экструдера устраняет необходимость в постановке упорного подшипникового узла, что упрощает конструкцию и позволяет шнек закрепить не консольно, а на двух опорах. Такое закрепление уменьшает взаимный износ гребней шнека 2 и корпуса 1 экструдера на конце шнека 2. Применение в экструзионной головке фильеры 7 и дорна 8 (или нескольких дорнов 9) позволяет расширить ассортимент выпускаемого продукта от сплошного изделия до полых профилей различной по сечению конфигурации.
Технические решения проверены на лабораторном экспериментальном экструдере. Экспериментальный экструдер включал корпус со шнеком диаметром 45 мм, втулку с двенадцатью каналами диаметром 5 мм и длиной вдоль оси 20 мм. Отношение длины шнека к его диаметру равно 17, угол нарезки реборды 17° (градусов), глубина нарезки 10 мм. Давление экструзии изменялось в диапазоне 20÷70 атмосфер с помощью задания оборотов шнека. При используемых давлениях экструзии осевое усилие со стороны шнека на подшипниковый узел по схеме прототипа должно составлять 3180÷11000 Н. Косвенная оценка по перемещению свободно установленного в осевом направлении по отношению к корпусу шнека показала, что осевое усилие в предлагаемом экструдере отсутствует. Шнек, установленный на двух опорах, вращается без биений, а это означает, что взаимный износ корпуса и гребней шнека отсутствует.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР | 2007 |
|
RU2371314C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА | 2006 |
|
RU2317200C2 |
| Одношнековый пресс-экструдер для изготовления формованных топливных брикетов | 2021 |
|
RU2777823C1 |
| Агрегат для изготовления и укладки трубопровода из термопластового материала | 1979 |
|
SU1070368A1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТЧАТОЙ ТРУБЫ | 2006 |
|
RU2306223C1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| Экструзионно-литьевая головка для полимерных материалов | 1985 |
|
SU1337278A1 |
| Устройство для непрерывной экструзии и выдувания тонких пленок пластичного материала | 1985 |
|
SU1500147A3 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
Изобретение относится к экструдированию материалов и предназначено для использования в перерабатывающих отраслях агропромышленного комплекса. Экструдер содержит размещенный в корпусе шнек и экструзионную головку с каналами. Экструзионная головка выполнена в виде двух концентрично расположенных втулок. Одна из них выполнена с каналами и жестко связана со шнеком с возможностью вращательно-поступательного движения. Другая втулка жестко связана с корпусом. Диаметр сопряжения втулок не превышает наружный диаметр шнека более чем на 1,5 мм. Экструзионная головка может содержить фильеру и по крайней мере один дорн. Вращающийся в корпусе шнек воздействует на материал и прессует его через каналы экструзионной головки. В результате обеспечивается снижение энергетических затрат, повышается надежность и долговечность экструдера. 2 н. и 3 з.п. ф-лы, 5 ил.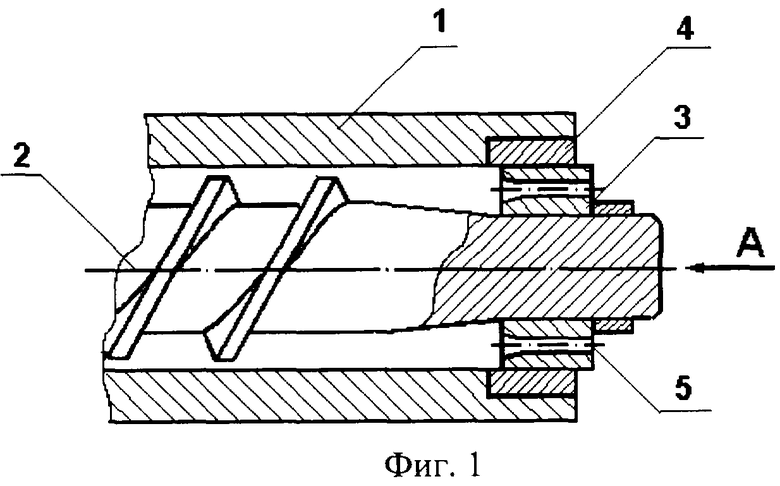
| ПРЕСС-ЭКСТРУДЕР | 2005 |
|
RU2294282C1 |
| RU 94012700 А1, 10.04.1996 | |||
| ШНЕКОВЫЙ ЭКСТРУДЕР | 1998 |
|
RU2147995C1 |
| УСТРОЙСТВО для ПОДАЧИ СЫПУЧИХ МАТЕРИАЛОВ | 0 |
|
SU237689A1 |
| US 3304578 А, 21.02.1967. | |||

