ке полимерных материалов и может быт использовано для интенсификации процессов экструзии и литья под давлением резиновых смесей, олигомерных композиций и пластмасс.
Цель изобретения - повышение качества получаемых изделий за счет интенсификации процессов экструзии и литья под давлением.
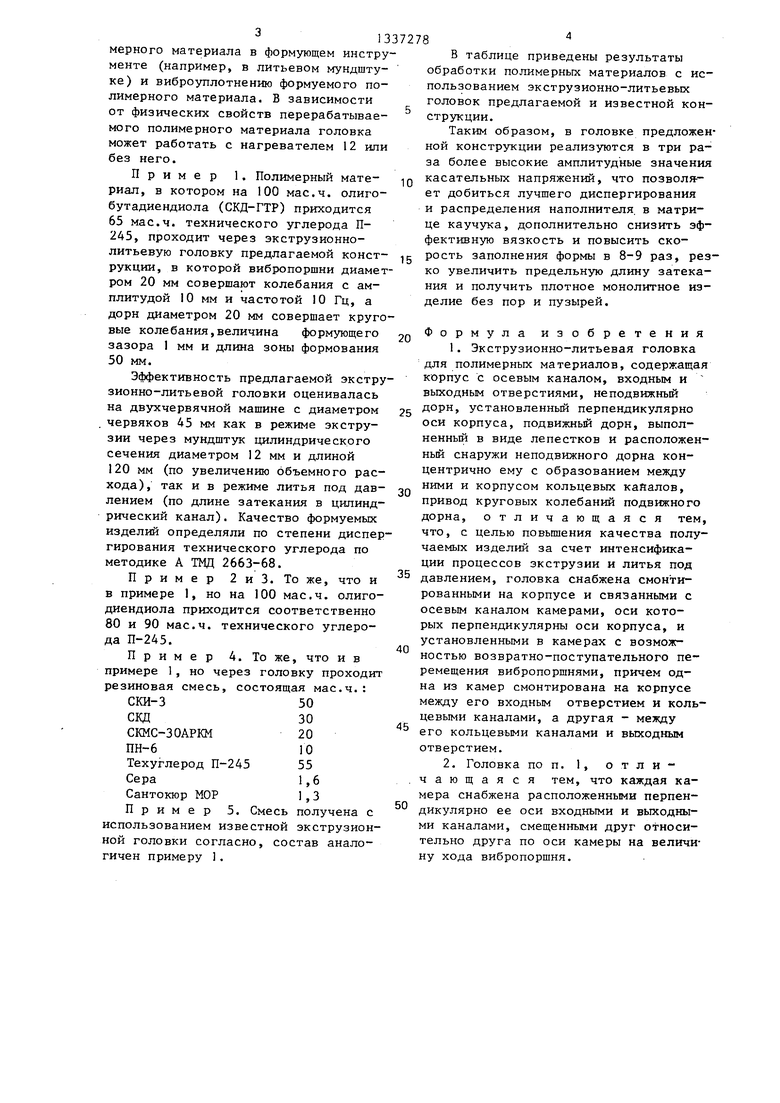
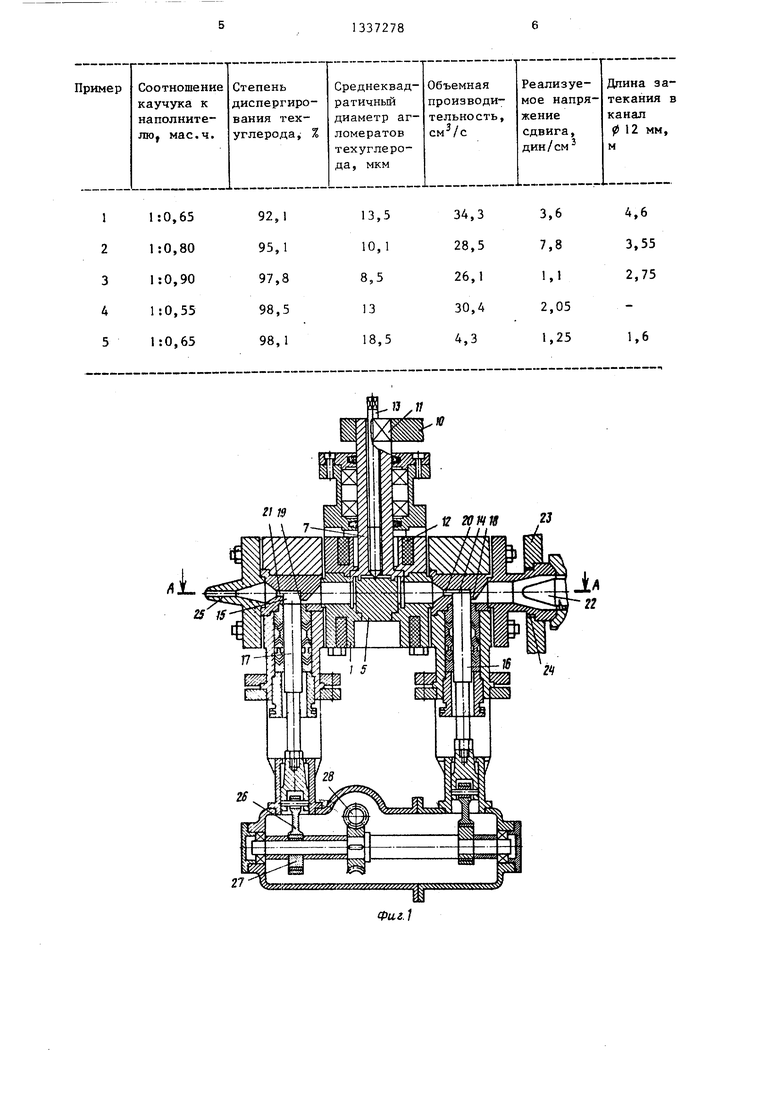
На фиг.1 изображена экструзионно- литьевая головка, общий вид; на фиг.2 - разрез А-А на фиг.1.
Экструзионно-литьевая головка содержит корпус 1 с осевым каналом 2, входным 3 и выходным 4 отверстиями. Головка содержит неподвижньй дорн 5, установленный перпендикулярно оси 6
корпуса 1, и подвижш й дорн 7, выпол- JQ ным дорном 7 и корпусом 1, т.е. виб- ненный в виде лепестков и расположен- ропоршень 16 при движении вверх работает как поршневой насос на стадии нагнетания, развивая давление (амный снаружи неподвижного дорна 5, концентрично ему с образованием между ними и корпусом кольцевых канаплитудное, значительно превосходялов 8 и 9. Головка содержит привод 10 5 щее давление, которое создается черкруговых колебаний подвижного дорна 7 Привод 10 связан с -подвижным дорном 7 через хвостовик 11. Головка снабжена нагревателем 12 и выталкивателем 13
вячной машиной 22 на входе в головку. Следовательно, объемная скорость прохождения полимерного материала через головку определяется не гидравличес- для разъема подвижного 7 и неподвиж- о ким сопротивлением кольцевых кана- ного 5 дорнов. Головка снабжена также лов 8 и 9, а размером входного кана- смонтированными на корпусе 1 и свя- ла 18, амплитудой и частотой возврат- занными с осевым каналом 2.камера- но-поступательного перемещения вибро- ми 14 и 15, оси которых перпендикуляр- поршня 16. На пульсирующий сдвиговый ны оси 6 корпуса I. В камерах 14 и 15 установлены с возможностью возвратно- поступательного перемещения вибропоршни 16 и 17 соответственно. Камера 14 смонтирована на корпусе 1 между входным отверстием 3 и кольцевыми канала- до зультате в кольцевых каналах 8 и 9 ми 8 и 9, а камера 15 - на корпусе 1 реализуются более высокие скорости
J5
поток полимерного материала в кольцевых каналах 8 и 9 накладывается совпадающее по фазе периодическое сдвиговое деформирование, производимое лепестками подвижного дорна 7, в ремежду кольцевыми каналами 8 и 9 и выходным Отверстием 4. Каждая камера 14 и 15 снабжена соответственно расположенными перпендикулярно ее оси вход- вибровоздействием (вибродиспергироными 18 и 19 и выходными 20 и 21 каналами, смещенными относительно друг друга по оси камеры на величину хода вибропоршня. Головка связана с червание наполнителя, снижение эффектив ной вязкости, виброуплотнение и т.п. Из кольцевых каналов 8 и 9 полимерны материал поступает во входной кавячной машиной 22 посредством переход-gQ нал 19 камеры 15, где вибропоршень 17 ной втулки 23, снабженной каналом 24 для входа материала во входное отверстие 3 головки. На выходе головки установлен литьевой мундштук 25 при литье под давлением (или профильная шайба при экструзии). Вибропоршни 16 и 17 через шатун 26 и эксцентриковую втулку 27 связаны с червячным редуктором 28.
55
совершает возвратно-поступательное перемещение в противофазе по отношению к вибропоршню 16. В камере 10 происходит вибронагнетание полимерного материала из кольцевых каналов 8 и 9 в литьевой мундштук 25 при литье под давлением (или к профилирукяцей шайбе при экструзи;) что способствует повьш ению скорости течения полизом.
Полимерный материал поступает из
червячной машины 22 через канал 24 втулки 23 во входной канал 18 камеры 14. При движении вибропоршня 16 вниз освобождается проход канала, через которьй полимерный материал
поступает в камеру 14. При достижении вибропоршнем 6 нижнего положения камера 14 полностью заполняется полимерным материалом, после чего вибропоршень 16 начинает движение
вверх, продавливая полимерньй материал через выходной канал 20 в кольцевые каналы 8 и 9 соответственно между неподвижным дорном 5 и подвижным дорном 7, а также между подвижплитудное, значительно превосходявячной машиной 22 на входе в головку. Следовательно, объемная скорость прохождения полимерного материала через головку определяется не гидравличес- о ким сопротивлением кольцевых кана- лов 8 и 9, а размером входного кана- ла 18, амплитудой и частотой возврат- но-поступательного перемещения вибро- поршня 16. На пульсирующий сдвиговый о зультате в кольцевых каналах 8 и 9 реализуются более высокие скорости
5
поток полимерного материала в кольцевых каналах 8 и 9 накладывается совпадающее по фазе периодическое сдвиговое деформирование, производимое лепестками подвижного дорна 7, в редеформирования, что способствует более интенсивному протеканию в полимерном материале зффектов, вызванных
вание наполнителя, снижение эффективной вязкости, виброуплотнение и т.п.). Из кольцевых каналов 8 и 9 полимерный материал поступает во входной канал 19 камеры 15, где вибропоршень 17
совершает возвратно-поступательное перемещение в противофазе по отношению к вибропоршню 16. В камере 10 происходит вибронагнетание полимерного материала из кольцевых каналов 8 и 9 в литьевой мундштук 25 при литье под давлением (или к профилирукяцей шайбе при экструзи;) что способствует повьш ению скорости течения полимерного материала в формующем инструменте (например, в литьевом мундштуке) и виброуплотнению формуемого полимерного материала. В зависимости от физических свойств перерабатываемого полимерного материала головка может работать с нагревателем 12 ипи без него.
Пример 1. Полимерный материал, в котором на 100 мае.ч. олиго- бутадиендиола (СКД-ГТР) приходится 65 мае.ч. технического углерода П- 245, проходит через экструзионно- литьевую головку предлагаемой конструкции, в которой вибропоршни диаметром 20 мм совершают колебания с амплитудой 10 мм и частотой 10 Гц, а дорн диаметром 20 мм совершает круговые колебания,величина формующего зазора 1 мм и длина зоны формования 50 мм.
Эффективность предлагаемой экстру зионно-литьевой головки оценивалась на двухчервячной машине с диаметром червяков 45 мм как в режиме экструзии через мундштук цилиндрического сечения диаметром 12 мм и длиной 120 мм (по увеличению объемного расхода), так и в режиме литья под давлением (по длине затекания в цилиндрический канал). Качество формуемых изделий определяли по степени диспергирования технического углерода по методике А ТМД 2663-68.
Пример 2иЗ. Тоже, что и в примере 1, но на 100 мае.ч. олиго- диендиола приходится соответственно 80 и 90 мае.ч. технического углерода П-245.
Пример 4. То же, что и в примере 1, но через головку проходит
езиновая смесь, СКИ-3
сад
СКМС-ЗОАРКМ ПН-6
Техуглерод П-245 Сера
Сантокюр МОР Пример 5. Смесь спользованием известной
состоящая мае.ч.: 50 30 20 10 55 1,6 1,3
получена с экструзионнои головки согласно, гичен примеру 1.
состав анало
В таблице приведены результаты обработки полимерных материалов с использованием экструзионно-литьевых головок предлагаемой и известной конструкции.
Таким образом, в головке предложенной конструкции реализуются в три раза более высокие амплитудные значения касательных напряжений, что позволя-- ет добиться лучшего диспергирования и распределения наполнителя, в матрице каучука, дополнительно снизить эффективную вязкость и повысить скорость заполнения формы в 8-9 раз, резко увеличить предельную длину затекания и получить плотное монолитное изделие без пор и пузырей.
0
Формула изобретения
1.Экструзионно-литьевая головка для полимерных материалов, содержащая корпус с осевым каналом, входным и вьпсодным отверстиями, неподвижный
g дорн, установленный перпендикулярно оси корпуса, подвижный дорн, выполненный в виде лепестков и расположенный снаружи неподвижного дорна кон- центрично ему с образованием между ними и корпусом кольцевых кайалов, привод круговых колебаний подвижного дорна, отличающаяся тем, что, с целью повышения качества получаемых изделий за счет интенсификации процессов экструзии и литья под давлением, головка снабжена смонтированными на корпусе и связанными с осевым каналом камерами, оси которых перпендикулярны оси корпуса, и установленными в камерах с возможностью возвратно-поступательного перемещения вибропоршнями, причем одна из камер смонтирована на корпусе между его входным отверстием и кольцевыми каналами, а другая - между его кольцевыми каналами и выходным отверстием.
2.Головка по п. 1, отличающаяся тем, что каждая камера снабжена расположенными перпендикулярно ее оси входными и выходными каналами, смещенными друг относительно друга по оси камеры на величину хода вибропоршня.
0
5
0
5
0
27
2J 22
1 /
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАЮЩАЯСЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ЭКСТРУДЕРА ДЛЯ ПОЛУЧЕНИЯ БИОРАЗЛАГАЮЩЕЙСЯ ПЛЕНКИ НА ОСНОВЕ КРАХМАЛА ЭКСТРУЗИЕЙ С РАЗДУВКОЙ | 2009 |
|
RU2447992C1 |
| Экструзионная головка для нанесенияпОлиМЕРНыХ пОКРыТий HA издЕлия | 1979 |
|
SU844360A1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| Экструзионная головка для изготовления рукавной полимерной противокоррозионной пленки | 1986 |
|
SU1669745A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Способ изготовления рукавной полимерной противокоррозионной пленки и экструзионная головка для его осуществления | 1986 |
|
SU1669744A1 |
| Экструзионная головка для изготов-лЕНия ТРубчАТыХ издЕлий из пОлиМЕР-НыХ МАТЕРиАлОВ | 1979 |
|
SU835803A1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| ЭКСТРУДЕР | 2005 |
|
RU2299124C1 |
Изобретение относится к области переработки полимерных материалов. Оно может быть использовано для интенсификации процессов экструзии и литья под давлением. Цель изобретения - повьшение качества получаемых изделий за счет интенсификации процессов экструзии и литья под давлением. Для этого экструзионно-литье- вая головка содержит корпус с осевым каналом, входным и выходным отверстиями. Головка содержит неподвижный дорн. Головка содержит также подвижный дорн. Он вьтолнен в виде лепестков и расположен снаружи неподвижного дорна концентрично ему с образованием между ними и корпусом кольцевых каналов. Головка снабжена также смонтированными на корпусе и связанными- с осевым каналом камерами. В камерах установлены с возможностью возвратно-поступательного перемещения вибропоршни. Одна из камер смонтирована на корпусе между входным отверстием и кольцевыми каналами. Другая камера смонтирована на корпусе между кольцевыми каналами и выходным отверстием. Каждая камера снабжена расположенными перпендикулярно ее оси входными и выходными каналами. Последние смещены относительно друг друга по оси камеры на величину хода вибропоршня. Полимерный материал поступает во входной канал первой камеры. Вибропоршень этой камеры движется вниз, и полимерньй материал заполняет эту камеру. Затем вибропоршень начинает двигаться вверх, продавливая материал через выходной канал этой камеры в кольцевые каналы между неподвижным и подвижным дорнами и подвижным дор- ном и корпусом. В кольцевых каналах реализуются высокие скорости деформирования. Из кольцевых каналов полимерный материал поступает во входной канал второй камеры. Здесь вибропоршень совершает возвратно-поступательное перемещение в противофазе по отношению к вибропоршню первой камеры. 1 з.п. ф-лы, 2 ил., 1 табл. S (Л
| ВИБРАЦИОННОЕ СОПЛО К ЛИТЬЕВОЙ МАШИНЕ ДЛЯ ПОЛИМЕРНЫХ М.ЛТЕРИАЛОВ | 1972 |
|
SU423670A1 |
| Солесос | 1922 |
|
SU29A1 |
| Экструзионная головка для полимер-НыХ МАТЕРиАлОВ | 1979 |
|
SU797901A1 |
| Солесос | 1922 |
|
SU29A1 |
