Изобретение относится к механизации разрушения отработанной футеровки в тепловых агрегатах, в частности алюминиевых электролизерах.
В промышленной практике применяют различные устройства для ломки и удаления отработанной футеровки: бетоноломы, технологические грузоподъемные средства, специальные машины.
Известна малогабаритная машина, используемая для ломки футеровки миксеров и чугуновозных ковшей миксерного типа (Проспект фирмы «Кэмикл Вессел сервиз», 1978, №5, с.385).
Недостатком указанного технического решения является то, что ее нельзя использовать в стесненных условиях расположения технологического оборудования, так как для указанной машины, которая имеет индивидуальный привод гусеничных траков для разворота стрелы с рабочим органом, необходима достаточная площадь для маневрирования при производстве работ по выбивке отработанной футеровки катодной части электролизной ванны и наряду с этим не обеспечивается электробезопасность с рядом действующими электролизными ваннами.
Известен способ для демонтажа отработанной футеровки алюминиевых электролизеров, в котором используют устройство, содержащее направляющие, закрепленные на продольных стенках катодного кожуха, мост с направляющими, механизмы передвижения и торможения, поворотную колонну с П-образной стойкой со стрелой, механизм поворота колонны со спаренными гидроцилиндрами с двухсторонними поршнями, связанными рейками, находящимися в зацеплении с неподвижным валом-шестерней, и поворотную платформу (авторское свидетельство СССР №1011736, м. кл. С25С 3/02, 1981).
Известен способ резки скальных пород и твердых материалов высокотемпературной энергетической струей, образованной продуктами сгорания жидкого топлива, несущей абразивный порошок (патент США № 4384434, кл. 51-410).
Способ заключается в получении энергоносителя продуктов сгорания жидкого топлива путем сжигания его в горелке камеры сгорания, регулируемой подаче абразивного порошка из дозатора, смешении полученного энергоносителя с абразивным порошком, ускорении полученной смеси в сверхзвуковом разгонном сопле и направлении ее на разрезаемое изделие. Регулирование концентрации абразивного порошка в смеси осуществляется управляемой подачей в дозатор дозирующего агента топлива. При этом можно получить поток газового энергоносителя при температуре Т=2000°С, давлении Р до 4 МПа, скорости газового потока с абразивом до 1700 м/с. Существенную роль для получения таких параметров играет запасенная тепловая энергия (адиабатическое расширение).
Однако на сжатие холодного воздуха требуется высокий расход электрической энергии, к тому же усложняется установка за счет охлаждения трубопроводов и корпуса резака, работающих при столь высоких температурах.
Наиболее близким к изобретению по технической сущности является способ демонтажа угольной подины алюминиевого электролизера, включающий разрезание футеровки на блоки вдоль и поперек оси электролизера с образованием щелей, после чего блоки разрушают ударным инструментом (авторское свидетельство СССР №323464, м. кл. С25С 3/10, 1971).
Недостатком способа-прототипа является то, что при работе пневмомолота с низкой энергией удара значительно увеличивается время ремонта. Кроме того, высокая энергия удара передается на соседние электролизеры через строительные конструкции, в которых происходят изменения. Также нарушается целостность катодной футеровки, что приводит к ухудшению сортности алюминия и снижению выпуска металла.
Задачей изобретения является создание эффективного способа разрушения футеровки в тепловых агрегатах, в частности алюминиевых электролизерах, без влияния на технические параметры соседних электролизеров и небольшими затратами по вложенной электрической энергии.
Поставленная задача достигается тем, что в способе демонтажа футеровки алюминиевых электролизеров, включающем разрезание футеровки на блоки вдоль и поперек оси электролизера с образованием щелей, согласно заявляемому изобретению разрезание футеровки осуществляют струей из образованной в рабочем органе смеси энергоносителя, в качестве которого используют жидкость, подаваемую под давлением в рабочий орган, и абразивного порошка, струи смеси направляют на футеровку под давлением не более 4500 атмосфер и скоростью не более 1400 м/с из рабочего органа, установленного на направляющих на электролизере или вне него.
Способ дополняют частные отличительные признаки, направленные также на решение поставленной задачи.
Разделение на блоки производят двумя или более струями.
Управление направлением движения струи осуществляют вручную или в автоматическом режиме.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемые решения от прототипа, что делает возможным сделать вывод о соответствии критерию «изобретательский уровень».
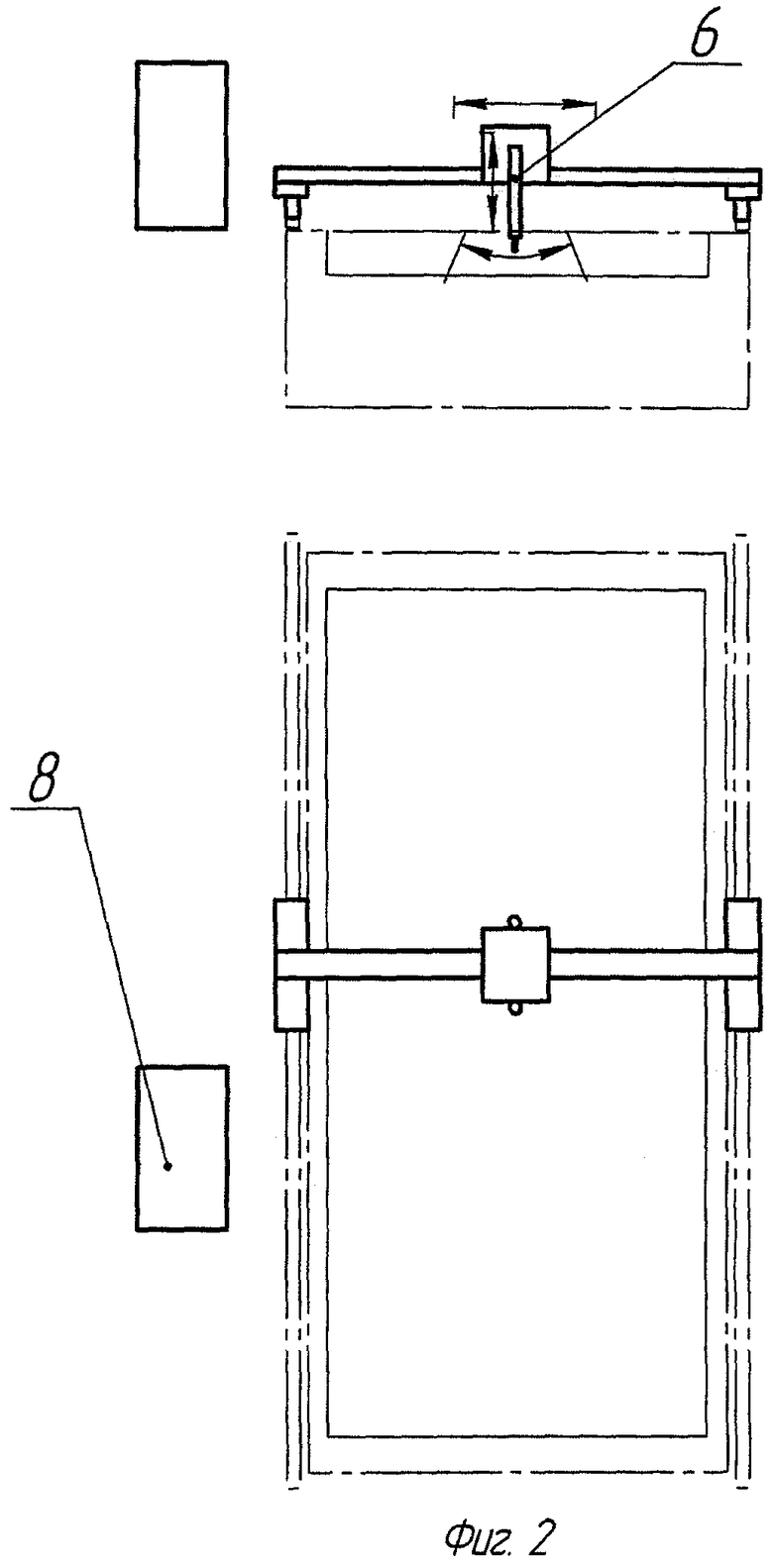
Способ поясняется чертежами, где на фиг.1 показано устройство для осуществления способа, вид сбоку и вид в плане; на фиг.2 - фронтальный вид и вид в плане.
Устройство для демонтажа футеровки алюминиевых электролизеров содержит направляющие 1, закрепленные на продольных стенках катодного кожуха 2, мост с направляющими 3, механизмы передвижения и торможения 4, насос высокого давления 5, механизмы подъема и поворота рабочего органа - режущей головки 6, магистрали подачи воды к режущей головке 7, систему управления 8.
Катодная футеровка разрезается вдоль и поперек на блоки энергией абразивно-жидкостной струи с изготовлением щелей между блоками, обеспечивающими возможность установки специальных инструментов для их извлечения. Так как нет давления режущей головки на разрезаемую футеровку, отсутствует обратное воздействие на установку и соседние электролизеры. Система управления и механизмы подъема режущей головки позволяют копировать неровности поверхности футеровки катода. Механизмы подъема и поворота режущей головки позволяют изготавливать щелевые пазы в блоках.
Для производства демонтажных работ устройство буксируется в пролет корпуса электролизного цеха и с помощью мостового крана устанавливается мостом с направляющими 3 на спаренные направляющие 1, прикрепленные к катодному кожуху 2 алюминиевого электролизера. Устройство подключается к разводке цеховой сети электропитания. Включением системы управления 8 мост с направляющими 3, механизмы передвижения и торможения 4, механизмы подъема и поворота режущей головки 6 устанавливают рабочий орган в исходное положение. Включением системы управления 8 насос высокого давления 5 подает жидкость через магистрали высокого давления в дозатор рабочего органа, в котором жидкость смешивается с абразивным порошком и направляется на поверхность футеровки электролизера. Системой управления 8 мост с направляющими 3 механизмы передвижения и торможения 4 перемещают рабочий орган вдоль и поперек электролизера и разделяют футеровку на блоки с образованием щелей между блоками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для демонтажа футеровки алюминиевых электролизеров | 1981 |
|
SU1011736A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2041975C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2020 |
|
RU2754560C1 |
| СПОСОБ РЕЦИКЛИНГА ФУТЕРОВОЧНОГО МАТЕРИАЛА КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2727377C1 |
| УСТРОЙСТВО для ДЕМОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1972 |
|
SU326248A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТРАБОТАННОЙ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2000 |
|
RU2199488C2 |
| НИЗКОПРОФИЛЬНЫЙ КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗА И СПОСОБ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ ЛИНИИ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2015 |
|
RU2703758C2 |
| Устройство для демонтажа подины алюминиевого электролизера | 1981 |
|
SU1011732A1 |
| Способ формирования футеровочных слоев в катодном кожухе алюминиевых электролизеров и устройство для его осуществления | 2017 |
|
RU2667270C1 |
| СПОСОБ ЛОКАЛЬНОГО РЕМОНТА БОРТОВОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2129170C1 |
Изобретение относится к алюминиевым электролизерам и может быть использовано для разрезки отработанной футеровки в алюминиевых электролизерах с помощью абразивно-жидкостной струи. Способ включает разрезание футеровки гидрообразивной струей путем воздействия струей воды под давлением не более 4500 атмосфер, чистой или с примесью специального абразива, которая выходит из режущей головки со скоростью не более 1400 м/с и направляется на разрезаемый материал. Обеспечивается интенсификация процесса разрушения, при этом футеровка разрушается без воздействий ударных нагрузок на ремонтируемый электролизер и без влияния вибрационных и динамических воздействий на электролизеры, соседние с ремонтируемым. 2 з.п. ф-лы, 2 ил.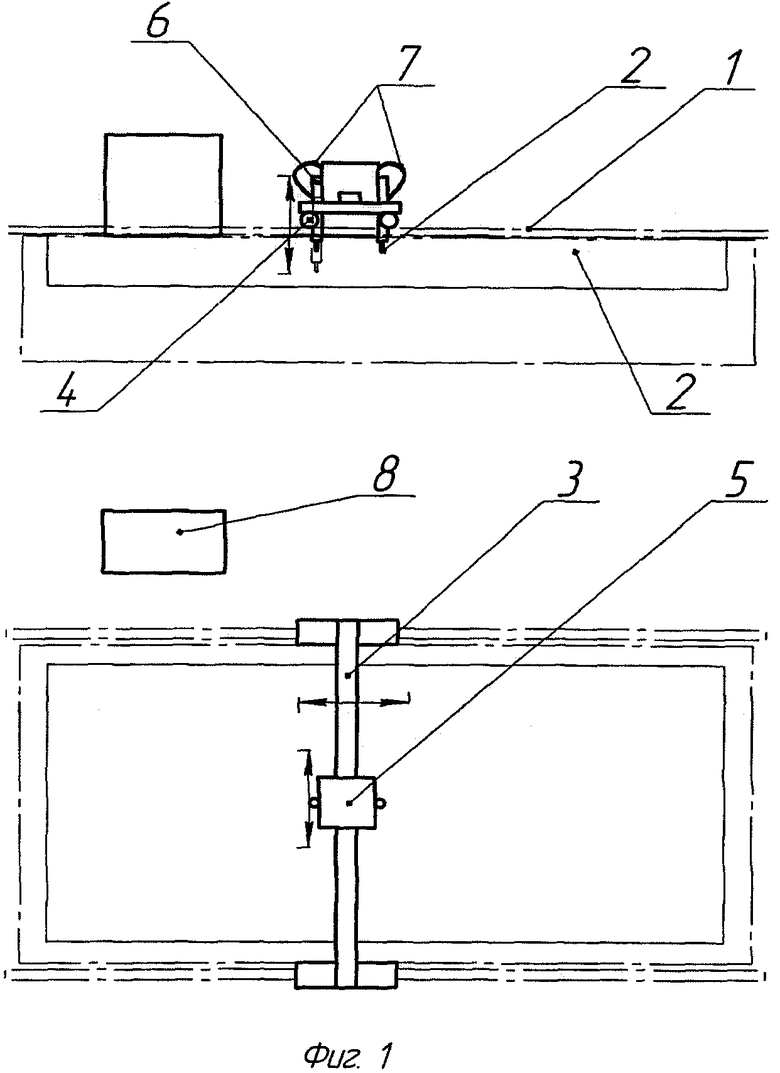
| СПОСОБ ДЕМОНТАЖА УГОЛЬНОЙ ПОДИН АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 0 |
|
SU323464A1 |
| СПОСОБ РЕЗКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК | 1993 |
|
RU2050251C1 |
| US 4507898 02.04.1985 | |||
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ СОТ И СОТОВЫХ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2090362C1 |
| Способ демонтажа футеровки алюминиевого электролизера | 1989 |
|
SU1682411A1 |

