Изобретение относится к фрезерному инструменту и его эксплуатации и может быть использовано в деревообрабатывающей промышленности.
Цель изобретения - повышение точно- сти установки фрезы и улучшение качества обрабатываемой поверхности.
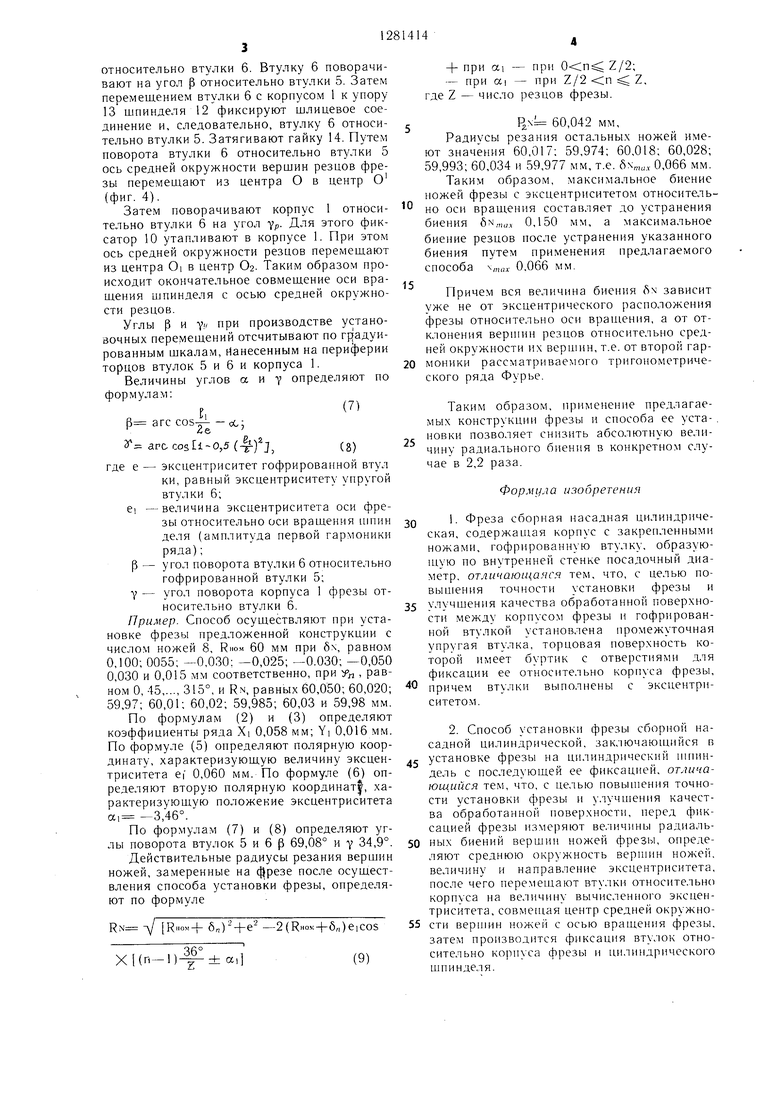
На фиг. 1 изображена фреза, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. 4 - схема реализации способа установки фрезы; на фиг. 5 - схема совмещения геометрической оси фрезы с осью вращения шпинделя.
Фреза содержит корпус 1 с закрепленными с помощью клиньев 2 и винтов 3 ножами 4, гофрированную втулку 5, образующую по внутренней стенке посадочный диаметр. Между корпусом 1 и гофрированной втулкой 5 установлены упругая промежуточная втулка 6, торцовая поверхность которой имеет буртик 7 с равномерно расположенными на нем отверстиями 8 для фиксации ее относитель- но корпуса фрезы и шлицы 9, причем втулки 5 и 6 выполнены с эксцентриситетами. В корпусе 1 расположены подпружиненный фиксатор 10 и стопорное кольцо 11. Один из торцов втулок 5 и 6 и корпуса 1 градуированы.
Сборка фрезы осуществляется следующим образом.
Ножи 4 закрепляют в пазах корпуса 1 с помощью клиньев 2 и винтов 3. Упругую с эксцентриситетом гофрированную втулку 5 устанавливают в упругую с эксцентриситетом втулку 6 и фиксируют относительно друг друга при помощи щлицев 9. Собранные втулки устанавливают в посадочное отверстие корпуса 1 и фиксируют стопорным кольцом 11 и подпружиненным фикса- тором 10, входящим в одно из отверстий 8, расположенных на кольцевом буртике 7 втулки 6.
Способ реализуется следующим образом.
Фрезу предварительно закрепленными в корпусе 1 резцами 3 устанавливают на шпин- дель 12 станка до упора 13 и фиксируют торцовой гайкой 14 (фиг. 2).
При этом втулки 5 и 6 располагают друг относительно друга таким образом, что их эксцентриситеты компенсируются и оси корпуса 1 фрезы и посадочного отверстия втулки 5 совпадают.
После предварительного закрепления фрезы на шпинделе станка с помощью индикатора, вращая шпиндель станка, измеряют величины биений-резцов фрезы. Первый измеренный резец принимают в качестве базового, относительно которого в дальней- щем, производят все установочные перемещения.
Определяют величину и угловое положение эксцентриситета средней окружности верщин резцов относительно оси вращения шпинделя. Для этого замеренные величины радиальных биений резцов рассматривают
в качестве периодической с периодом 2п, непрерывной и отвечающей признаку Дирихле функции. Эту периодическую функцию представляют в виде ряда Фурьев. Полученную эмпирическую функцию заменяют совокупностью гармоник с дискретными эквидистантными круговыми частотами
f(x) (Хксо5Кф +YKsin KTN) (1) Ro
гдепостоянный член ряда;
Хк, YK - коэффициенты ряда Фурье;
фн - дискретные значения угла поворота фрезы при измерении величины биений; N -номер гармоники.
Поскольку функция радиального биения представляет собой функцию, заданную частными дискретными значениями, для определения характеристик ряда используют формулы;
хк.Е 6NcosKvj «;
(2)
2 -К
YK, S 6NSin К.тщ t.
(3)
2 N
6N
(4)
(5)
,UK
(6)
где N - число резцов фрезы;
IK - амплитуда соответствующей гармоники;ак - фазовый угол;
yN-показания индикатора при измерении.
Амплитуду и фазу первой гармоники ряда (т.е. при к 1) определяют в полярных координатах, величину и угловое положение эксцентриситета оси средней окружности реальных замеренных верщин ножей и оси вращения - при измерении величин биений резцов.
Для совмещения средней окружности вершин ножей с осью вращения переносят ось средней окружности на величину вычисленного эксцентриситета. Для этого последовательно поворачивают втулку 6 относительно втулки 5. При этом гайку 14 отпус- кают. Втулку 6 вместе с корпусом 1 перемещают в сторону гайки 14. Шлицевое сопряжение 9 расфиксируют, обеспечивая возможность поворота гофрированной втулки 5
относительно втулки 6. Втулку 6 поворачивают на угол Р относительно втулки 5. Затем переменхением втулки 6 с корпусом 1 к упору 13 шпинделя 12 фиксируют шлицевое соединение и, следовательно, втулку 6 относи- тельно втулки 5. Затягивают гайку 14. Путем поворота втулки 6 относительно втулки 5 ось средней окружности вершин резцов фрезы перемещают из центра О в центр О {фиг. 4).
Затем поворачивают корпус 1 относи- тельно втулки 6 на угол YP- Д-тя этого фиксатор 10 утапливают в корпусе 1. При этом ось средней окружности резцов перемещают из центра Oi в центр О2. Таким образом происходит окончательное совмещение оси вра- щения шпинделя с осью средней окружности резцов.
Углы р и Y« при производстве установочных перемещений отсчитывают по градуированным щкалам, Нанесенным на периферии торцов втулок 5 и 6 и корпуса 1.
Величины углов а и определяют по формулам:
I(
(3 arc cosy- -сс;
2 aracos l 0,5(,(8)
где е - эксцентриситет гофрированной втул ки, равный эксцентриситету упругой втулки 6;
ei -величина эксцентриситета оси фрезы относительно оси вращения шпин деля (амплитуда первой гармоники ряда); Р - угол поворота втулки б относительно
гофрированной втулки 5; 7 - угол поворота корпуса 1 фрезы относительно втулки 6. Пример. Способ осуществляют при установке фрезы предложенной конструкции с числом ножей 8, RHOM 60 мм при SN, равном 0,100; 0055; --0,030; -0,025; -0.030; -0,050 0,030 и 0,015 мм соответственно, при у , равном О, 45,..., 315°, и RN, равных 60,050; 60,020; 59,97; 60,01; 60,02; 59,985; 60,03 и 59,98 мм. По формулам (2) и (3) определяют коэффициенты ряда Xi 0,058 мм; YI 0,016 мм. По формуле (5) определяют полярную координату, характеризующую величину эксцен- триситета ef 0,060 мм. По формуле (6) определяют вторую полярную координату, характеризующую положение эксцентриситета а, -3,46°.
По формулам (7) и (8) определяют углы поворота втулок 5 и 6 р 69,08° и у 34,9°.
Действительные радиусы резания вершин ножей, замеренные на 4}резе после осуществления способа установки фрезы, определяют по формуле
RN -д/ R,,oM-f 6)- -f е- -2{RHov.+6,,)eiCos
ОСО
Xl(n-l),(9)
+ при а - при Z/2; - при а. - при Z/2 ;п Z, где Z - число резцов фрезы.
13x4 60,042 мм.
Радиусы резания остальных ножей имеют значения 60,017; 59,974; 60,018; 60,028; 59,993; 60,034 и 59,977 мм, т.е. ,„л 0,066 мм.
Таким образом, максимальное биение ножей фрезы с эксцентриситетом относительно оси вращения составляет до устранения биения б,„щ 0,150 мм, а максимальное биение резцов после устранения указанного биения путем применения предлагаемого способа ,„од- 0,066 мм.
Причем вся величина биения 6N зависит уже не от эксцентрического расположения фрезы относительно оси вращения, а от отклонения вершин резцов относительно средней окружности их вершин, т.е. от второй гармоники рассматриваемого тригонометрического ряда Фурье.
Таким образом, применение предлагаемых конструкции фрезы и способа ее уста- . новки позволяет снизить абсолютную величину радиального биения в конкретном случае в 2,2 раза.
Формула изобретения
1.Фреза сборная насадная цилиндрическая, содержащая корпус с закрепленными ножами, гофрированную втулку, образующую по внутренней стенке посадочный диаметр, отличающаяся тем, что, с целью повышения точности установки фрезы и улучшения качества обработанной поверхности между корпусом фрезы и гофрированной втулкой установлена промежуточная упругая втулка, торцовая поверхность которой имеет буртик с отверстиями для фиксации ее относительно корпуса фрезы, причем втулки выполнены с эксцентриситетом.
2.Способ установки фрезы сборной насадной цилиндрической, заключающийся в установке фрезы на цилиндрический niniui- дель с последующей ее фиксацией, отлича- юилийся тем, что, с целью повышения точности установки фрезы и улучшения качества обработанной поверхности, перед фиксацией фрезы измеряют ве.пичины радиальных биений вершин ножей фрезы, определяют среднюю окружность вершин ножей, величину и направление эксцентриситета, после чего перемещают втулки относительно корпуса на величину вычисленного эксцентриситета, совмещая центр средней окружности вершин ножей с осью вращения фрезы, затем производится фиксация втулок относительно корпуса фрезы и цилиндрического шпинделя.
Фиг.З
(рагА
R--2e
фиг. 5
Составитель Н. Крюков
Редактор А. ГратиллоТехред И. ВересКорректор Л.
Заказ 7157/12Тираж 463Подписное
ВНИИПИ Государствеиного комитета СССР по делам изобретений и )ткрыт1и1
I 13035, Москва, Ж-35, Ргпчиская иаб.. л. 4,5 Производствеино-иолиграфическое предприятие, г. , Ж1 ()рол. ,i. Проектная. 4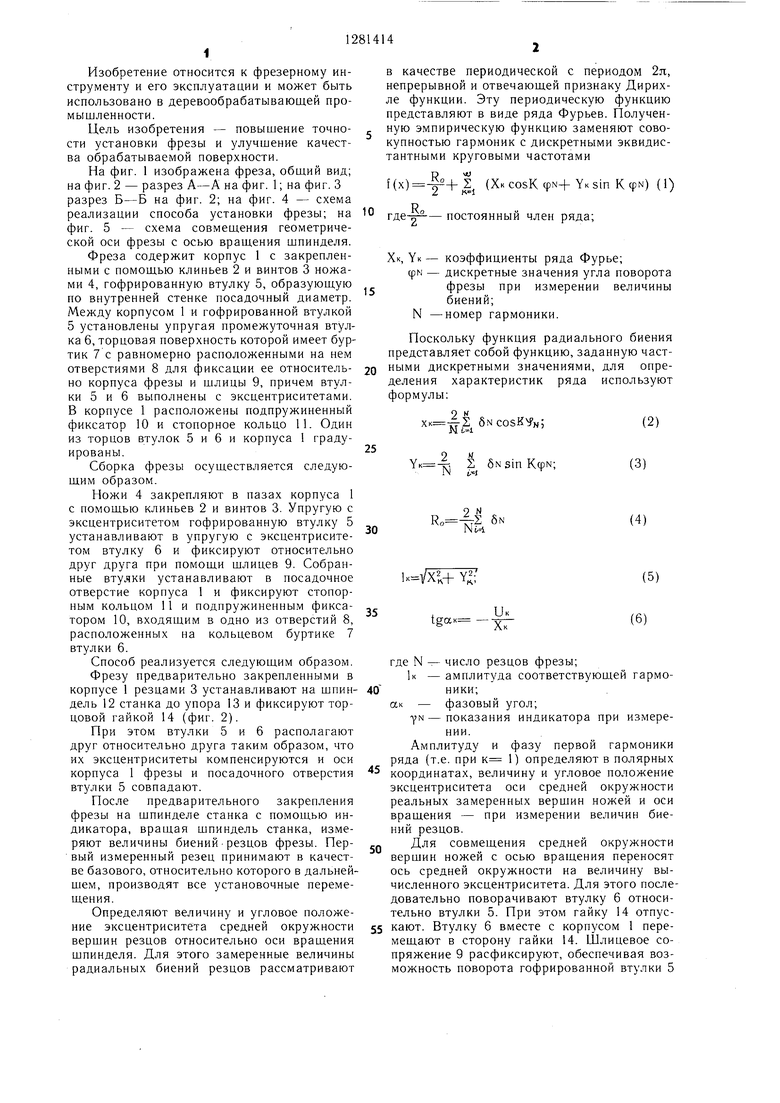
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА КОМБИНИРОВАННАЯ ДЛЯ ОБРАБОТКИ ПЛОСКИХ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ДЕТАЛЕЙ ИЗ МЯГКИХ МАТЕРИАЛОВ | 2007 |
|
RU2338631C1 |
| Способ установки детали и устройство для его осуществления | 1989 |
|
SU1731578A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| Торцовая фреза | 1989 |
|
SU1713758A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| Прецизионный газостатический шпиндельный узел | 2021 |
|
RU2771708C1 |
| Сборная фреза | 1988 |
|
SU1713757A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРНОЙ ОБРАБОТКИ ГОРНОЙ ПОРОДЫ И ДРУГИХ МАТЕРИАЛОВ, А ТАКЖЕ СПОСОБ ФРЕЗЕРОВАНИЯ ГОРНОЙ ПОРОДЫ ИЛИ ПОДОБНЫХ МАТЕРИАЛОВ С ПРИМЕНЕНИЕМ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2358104C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |

Изобретение относится к деревообрабатывающей промыщленности, а именно к конструкции и эксплуатации сборного фрезерного инструмента. Цель изобретения - повышение точности установки фрезы и качества поверхности обработки. Фреза содержит корпус 1, гофрированную втулку 5, S 12 у1 13 образующую по внутренней стенке посадочный диаметр. Между корпусом 1 и втулкой 5 установлена упругая промежуточная втулка 6. Торцовая поверхность втулки 6 имеет буртик 7 с отверстиями 8 для фиксации ее относительно корпуса 1 фрезы и шлицы 9. Втулки 5 и 6 выполнены с эксцентриситетом. Фрезу устанавливают на шпиндель 12 до упора 13 и фиксируют торцовой гайкой 14. Втулки 5 и 6 располагают таким образом, чтобы их эксцентриситеты компенсировались. Затем измеряют величины биений вершин резцов фрезы, определяют величину и угловое положение средней окружности вершин ножей. Совмещают центр средней окружности вершин ножей с осью вращения фрезы. Отпустив гайку 14, поворачивают втулку 6 относительно втулки 5 и корпуса 1. Затем производится фиксация втулок 5 и 6 шлицами 9 и втулки 6 относительно корпуса 1 фиксатором 10, закрепление торцовой гайкой 14. 2 с.п.ф-лы, 5 ил. SS (Л А-А N3 00 4:: ; (риг. г
| Фрезерно-зачистная головка для продольной обработки древесины | 1980 |
|
SU1007982A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Комбинированный противоаварийный отсоединитель | 1970 |
|
SU588338A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
