Изобретение относится к абразивной промышленности, а именно к способам изготовления абразивных кругов на вулканитовой связке.
Известен способ производства абразивных кругов на вулканитовой связке, включающий прокатку абразивной массы на листы, вырубку из них кольцевых полуфабрикатов, сборку их в пакеты, предварительное уплотнение пакетов осадкой и окончательное их уплотнение [1].
Недостатком данного способа является низкое качество ввиду наличия в кругах расслоев и брака по разрывам. Брак кругов по расслоям объясняется низким качеством заготовок после предварительного уплотнения пакетов с малыми обжатиями и низкими усилиями. На части контактных поверхностей кольцевых полуфабрикатов после предварительного уплотнения останутся атмосферные газы. В процессе окончательного уплотнения эти газы не удаляются и способствуют возникновению расслоев на заготовках и готовых кругах.
Наиболее близким по технической сущности и достигнутому эффекту к предлагаемому является способ производства абразивных кругов на вулканитовой связке [2], включающий прокатку абразивной массы в листы, вырубку из них кольцевых полуфабрикатов, их пакетирование, предварительное и окончательное уплотнение. Предварительное уплотнение ведут верхней и нижней формовочными плитами с рабочими поверхностями в виде конусов вращения. Окончательное уплотнение выполняют плоскими плитами с величиной максимального обжатия у наружного диаметра заготовки, равной величине максимального обжатия при предварительном уплотнении пакета у диаметра его отверстия.
Предварительное уплотнение пакетов с формовочными плитами с рабочими поверхностями в виде конусов вращения способствует за счет увеличения обжатий и усилий уплотнения более полному удалению атмосферных газов с поверхностей контакта отдельных полуфабрикатов, что повышает качество кругов. Однако неравномерная деформация вдоль радиуса пакета при предварительном уплотнении ведет к неравномерной плотности пакета и появлению расслоений вблизи боковой поверхности круга. Окончательное уплотнение пакета не устраняет этого недостатка.
Таким образом, основным недостатком наиболее близкого аналога является низкое качество кругов в связи с наличием в них расслоя.
Задачей предлагаемого изобретения является устранение этого недостатка, а именно повышение качества кругов путем устранения расслоя.
Поставленная задача достигается тем, что в способе производства абразивных кругов на вулканитовой связке, в котором абразивную массу прокатывают в листы, вырубают из них кольцевые полуфабрикаты, пакетируют их и уплотняют собранные пакеты с неравномерным обжатием вдоль радиуса пакета формовочной плитой, согласно изобретению, уплотнение ведут за несколько ходов формовочными плитами различных диаметров, последовательно ступенчато уплотняя пакет от меньшего диаметра к большему, при этом диаметр формовочной плиты в каждом последующем ходе уплотнения больше диаметра предыдущего хода на 10÷25%.
Уплотнение за несколько ходов формовочными плитами различных диаметров уменьшает площадь воздействия плиты на пакет и обеспечивает полный выход находящегося между полуфабрикатами воздуха, что устраняет расслой, т.е. повышает качество кругов. К тому же, последовательное ступенчатое уплотнение способствует равномерной деформации пакета в радиальном направлении, что приводит к равномерной плотности пакета.
Увеличение диаметра формовочной плиты в каждом последующем проходе более 25% приводит к расслоению кругов, уменьшение менее 10% экономически нецелесообразно и снижает производительность процесса.
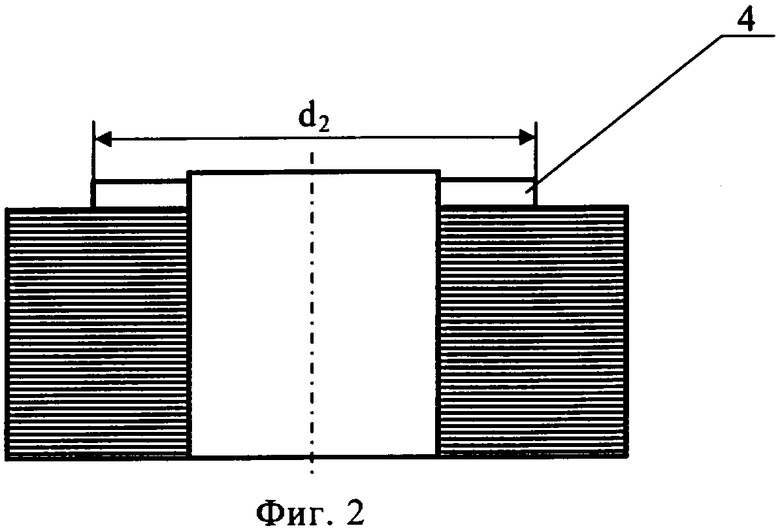
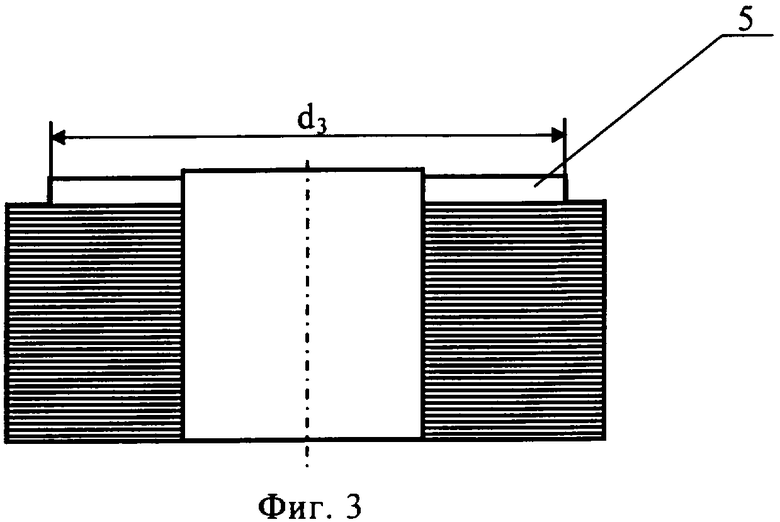
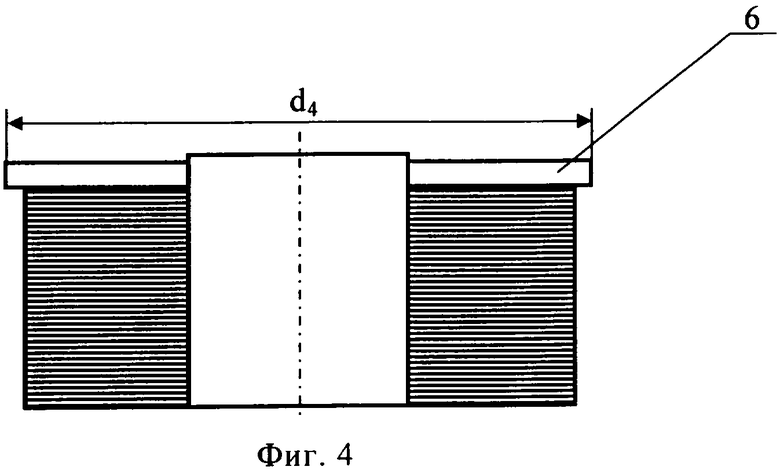
Предлагаемый способ проиллюстрирован на фиг.1÷4, где на фиг.1 показана схема уплотнения при первом ходе формовочной плиты, на фиг.2 и 3, 4 - то же, соответственно при втором, третьем и четвертом ходах плиты.
На указанных чертежах обозначены:
1 - пакет кольцевых полуфабрикатов;
2 - оправка;
3, 4, 5, 6 - формовочные плиты соответственно первого, второго, третьего и четвертого ходов.
Способ осуществляется следующим образом.
Пакет 1 кольцевых полуфабрикатов устанавливают на оправку 2. После чего формовочной плитой 3 с диаметром d1 уплотняют пакет 1. Затем пакет 1 преимущественно на прессе с револьверным столом последовательно ступенчато уплотняют формовочными плитами 4, 5, 6 с диаметрами соответственно d2, d3, d4. Количество ходов уплотнения зависит от диаметра пакета при условии, что диаметр плиты при последующем ходе увеличивается по сравнению с предыдущим на 10÷25%.
Согласно предлагаемому способу на ЗАО «РОССИ» изготовлены круги 500×100×305 мм. Уплотнение вели последовательно за 4 хода формовочными плитами диаметрами 354 мм, 403 мм, 452 мм и 502 мм (при увеличении диаметров формовочных плит на 25%), а также за 10 ходов - формовочными плитами диаметрами 325 мм, 344 мм, 364 мм, 383 мм, 403 мм, 422 мм, 442 мм, 461 мм, 481 мм и 502 мм (при увеличении диаметров формовочных плит на 10%). На всех полученных кругах расслоение отсутствовало.
Предлагаемый способ найдет применение в абразивной промышленности при производстве преимущественно высоких кругов на вулканитовой связке.
Источники информации
1. Патент РФ №2096166, М. Кл6 В24D18/00. Способ формования абразивного инструмента, от 25.06.96.
2. Патент РФ №2201866, М. Кл7 В24D18/00. Способ производства абразивных кругов на вулканитовой связке, от 10.04.2003.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2201866C2 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149750C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2227777C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2227776C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2096166C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2138387C1 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивных кругов на вулканитовой связке. Абразивную массу прокатывают в листы. Вырубают из них кольцевые полуфабрикаты. Пакетируют их и уплотняют собранный пакет с неравномерным его обжатием вдоль радиуса пакета формовочной плитой. Уплотнение пакета ведут за несколько ходов формовочными плитами различных диаметров последовательно и ступенчато от его меньшего диаметра к большему. Диаметр формовочной плиты в каждом последующем ходе выбирают большим диаметра формовочной плиты в предыдущем ходе на 10÷25%. В результате повышается качество кругов путем устранения расслоя. 4 ил.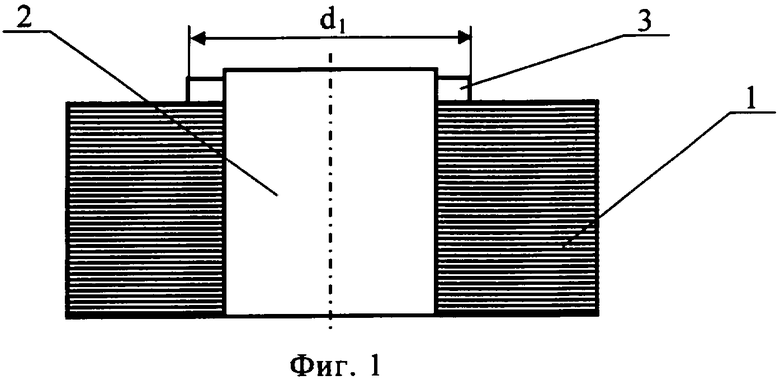
Способ производства абразивных кругов на вулканитовой связке, включающий прокатывание абразивной массы в листы, вырубку из них кольцевых полуфабрикатов, пакетирование их и уплотнение собранного пакета с неравномерным его обжатием вдоль радиуса пакета формовочной плитой, отличающийся тем, что уплотнение пакета ведут за несколько ходов формовочными плитами различных диаметров последовательно и ступенчато от его меньшего диаметра к большему, при этом диаметр формовочной плиты каждого последующего хода выбирают большим диаметра формовочной плиты предыдущего хода на 10÷25%.
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2201866C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2227777C2 |
| Способ определения дефектности текстильных нитей | 1973 |
|
SU454474A1 |
| Основы проектирования и технология изготовления абразивного и алмазного инструмента/ Под ред | |||
| Ю.М | |||
| Ковальчука | |||
| - М.: Машиностроение, 1984, с.173-175. | |||

