Изобретение относится к абразивной промышленности, а именно к производству заготовок преимущественно крупногабаритных кругов большой высоты.
Известен способ производства заготовок шлифовальных кругов на вулканитовой связке, включающий прокатку абразивной кусковой высокопористой массы на листы высотой 6-13 мм, вырубку из них кольцевых полуфабрикатов, их сборку в стопки на столе вырубного пресса, передачу стопок на участок пакетирования, сборку пакетов из стопок на оправке нижней формовочной плиты, передачу пакетов на участок прессования и уплотнение пакета прессованием в пресс-форме [1]. Этим способом получают шлифовальные и полировальные круги преимущественно наружным диаметром от 200 до 500 мм и высотой от 50 до 250 мм.
Основными недостатками известного способа являются высокая трудоемкость, низкое качество листов и прессованных заготовок и большой процент возвратных и безвозвратных потерь.
Высокая трудоемкость способа обусловлена высокой трудоемкостью операций прокатки из абразивной массы листов, а также ручных операций сборки стопок, их передачи на участок пакетирования, сборки пакетов и их передачи на участок прессования.
Низкое качество листов связано с образованием рванин и трещин на боковых кромках листов при прокатке, а низкое качество прессованных заготовок - с образованием расслоев в плоскостях контакта кольцевых полуфабрикатов.
Большой процент возвратных отходов (в облой при вырубке кольцевых полуфабрикатов идет более 30% массы листов) связан с наличием рванин и трещин на боковых кромках листов, а большой процент безвозвратных отходов (брак заготовок по расслоям достигает 50% от их общей массы) связан в основном с загрязнением поверхностей кольцевых полуфабрикатов на ручных операциях сборки стопок и пакетов и образованием на их контакте расслоев при прессовании.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому способу является способ производства абразивных кругов на вулканитовой связке, включающий прокатку из кусковой абразивной массы листа, вырубку из него кольцевых полуфабрикатов, их пакетирование на оправке вырубного устройства и уплотнение пакета подпрессовкой каждого последующего вырубленного кольцевого полуфабриката к предыдущему [2].
Этот способ производства абразивных кругов позволяет снизить трудоемкость за счет устранения ручных операций сборки стопок и пакетов, а также операций их транспортировки. Повысить качество прессованных заготовок за счет устранения загрязняющих поверхности кольцевых полуфабрикатов ручных операций, а брак по расслоям свести практически к нулю.
Однако способ имеет еще другие существенные недостатки, заключающиеся в высокой трудоемкости операций прокатки листов, низком качестве листов и большом проценте возвратных отходов.
Высокая трудоемкость операций процесса прокатки листов связана с выполнением на одноклетевом стане многопроходной прокатки. В первом проходе из кусковой высокопористой абразивной массы прокатывается полуфабрикат листа. Этот полуфабрикат не имеет заданной плотности, на его поверхности образуются дефекты в виде пустот и непроформованных участков, поэтому из полуфабриката листа вручную складывают плоский рулон и снова задают его в валки стана. Указанные операции повторяются не менее трех раз.
Низкое качество листов, т.е. наличие на боковых кромках листов рванин и трещин, объясняется низкими пластическими свойствами вулканитовой массы, содержащей до 70% абразивных зерен, а также ее свободным течением при прокатке в направлениях ширины листа.
Большой процент возвратных отходов в виде наружных облоев кольцевых полуфабрикатов связан с наличием дефектов на кромках и вблизи кромок листов.
Задачей изобретения является сокращение проходов прокатки, устранение поверхностных дефектов листов за счет благоприятной схемы напряженного состояния при их получении, уменьшении возвратных отходов.
Поставленная задача достигается тем, что в известном способе производства абразивных кругов на вулканитовой связке, включающем прокатку листов из абразивной кусковой массы, вырубку из них кольцевых полуфабрикатов, их пакетирование на оправке вырубного устройства и последующее уплотнение пакета, согласно изобретению перед прокаткой абразивной кусковой массе придают форму круглого поперечного сечения путем червячной экструзии, а прокаткой выполняют плющение этого круглого полуфабриката при условии Sкр=(1,10-1,15)Dкhл, где Sкр - площадь поперечного сечения круглого полуфабриката, равная площади поперечного сечения листа Sл; Dк - диаметр вырубаемого из листа кольцевого полуфабриката; hл - высота листа, равная высоте кольцевого полуфабриката hк.
Превращение кусковой массы в полуфабрикат круглого поперечного сечения путем червячной экструзии значительно снижает трудоемкость получения листа путем сокращения проходов прокатки. В предлагаемом способе лист получают одной операцией червячной экструзии и однопроходной прокаткой. По сравнению с известным способом, в котором ведут четырехпроходную прокатку с ручными операциями в трех проходах сборки плоских рулонов из листовых полуфабрикатов и подачи их в валки стана, количество формообразующих операций сокращается в два раза.
Поскольку при экструзии полуфабрикат круглого поперечного сечения находится под действием схемы напряжений со всесторонним сжатием, то на его поверхности дефекты не возникают. Последующее плющение круглого полуфабриката прокаткой также не приводит к образованию рванин и крупных макротрещин. При плющении на боковых кромках листов возникают только отдельные мелкие дефекты и микротрещины.
Повышение качества листов позволяет уменьшить возвратные отходы, идущие в наружный облой, после вырубки кольцевых полуфабрикатов.
При площади поперечного сечения круглого полуфабриката и листа Sкр=Sл<1,10Dкhл на вырубленных из листа кольцевых полуфабрикатах возможно появление дефектов в виде микротрещин. При площади поперечного сечения круглого полуфабриката и листа Sкр=Sл>1,15Dкhл при вырубке кольцевых полуфабрикатов повышается процент отходов в виде наружного облоя.
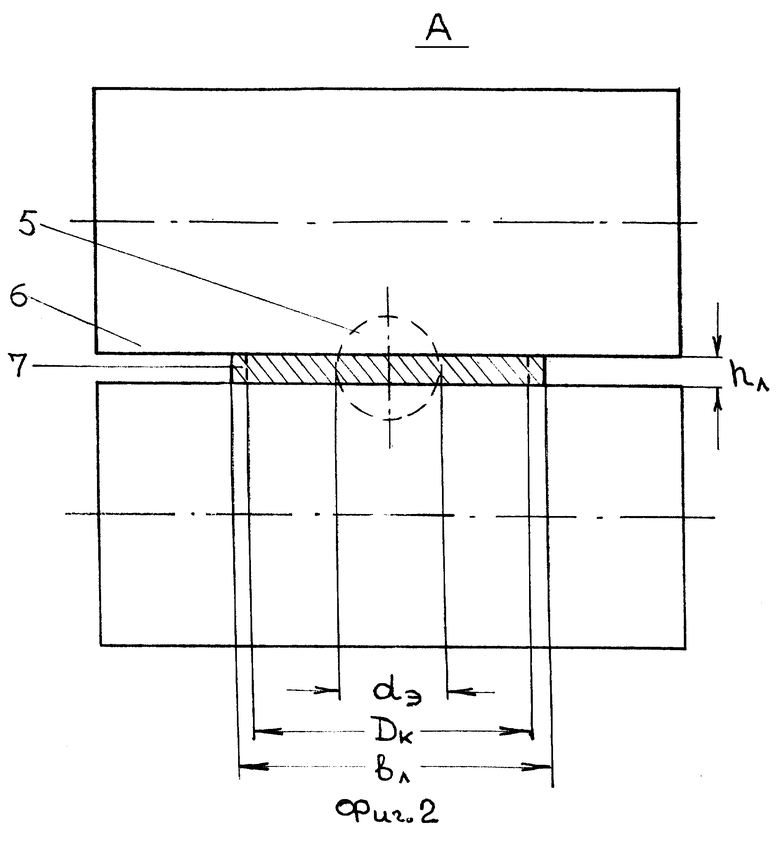
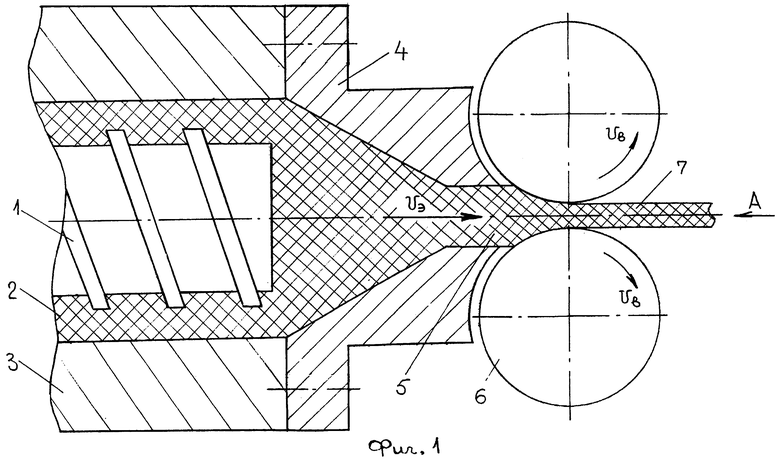
Предлагаемый способ проиллюстрирован на фиг.1 и 2, где на фиг.1 показана схема червячной экструзии и прокатки, на фиг.2 вид по стрелке А на прокат и полуфабрикат после экструзии.
Предлагаемый способ осуществляется следующим образом.
Абразивную массу подают в загрузочное устройство червячного экструдера (не показано). Вращая червяк 1, кусковую массу 2 измельчают, перемешивают, уплотняют и перемещают по стрелке Vэ относительно корпуса экструдера 3. На выходе из корпуса 3 масса 2 попадает в очаг экструзии, образованный профилирующей головкой 4.
В головке массу деформируют по схеме всестороннего сжатия и придают ей форму полуфабриката 5 круглого поперечного сечения. После этого полуфабрикат 5 задают в прокатные валки 6 и ведут его плющение, получая лист 7.
Предлагаемый способ опробован в ЗАО “Росси”. В экструдере с диаметром червяка 150 мм и длиной рабочего корпуса 1500 мм из абразивной массы марки 14А 10-Н СТ В получен круглый полуфабрикат диаметром dэ=54 мм. Этот круглый полуфабрикат расплющен за один проход прокатки в лист высотой hл=10 мм и шириной bл=226 мм. На боковых кромках листа отсутствовали разрывы и трещины. Из листа вырубили кольцевые полуфабрикаты наружным диаметром Dк=205 мм, предназначенные для получения шлифовального круга наружным диаметром 200 мм, высотой 100 мм и диаметром отверстия 127 мм.
Таким образом площадь сечения листа Sл=Sкр превышала площадь Dкhк, предназначенную для вырубки кольцевых полуфабрикатов в 1,10 раза, т.е. возвратные потери в облой сократились более чем в 2 раза.
Предлагаемый способ целесообразно применять при производстве высоких (высотой более 50 мм) шлифовальных и полировальных кругов на вулканитовой связке.
Источники информации, принятые во внимание:
1. Технологические инструкции по изготовлению вулканитовых и гибких полировальных кругов. Челябинск, Южно-Уральское ЦНТИ, 1970, С.44-60.
2. Патент РФ №2107609 М.Кл6. B 24 D 18/00. Способ производства абразивного инструмента и устройство для его осуществления, от 27.03.98.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2227777C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2201866C2 |
| ПОТОЧНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1998 |
|
RU2149748C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2202463C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2108227C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2340438C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ ЛИСТА ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ СМЕСИ | 1997 |
|
RU2122935C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
Изобретение может быть использовано для изготовления высоких шлифовальных и полировальных кругов. Способ включает прокатку абразивной массы в листы, вырубку из них кольцевых полуфабрикатов, пакетирование на оправке вырубного устройства, последующее уплотнение пакета. Перед прокаткой абразивной кусковой массе придают форму круглого поперечного сечения путем червячной экструзии, а прокаткой ведут плющение указанного круглого полуфабриката. Способ позволяет снизить трудоемкость и повысить производительность изготовления. 2 ил.
Способ производства абразивных кругов на вулканитовой связке, включающий прокатку абразивной кусковой массы в листы, вырубку из них кольцевых полуфабрикатов, пакетирование на оправке вырубного устройства и последующее уплотнение пакета, отличающийся тем, что перед прокаткой абразивной кусковой массе придают форму круглого поперечного сечения путем червячной экструзии, а прокаткой выполняют плющение этого круглого полуфабриката при условии
Sкр=(1,10-1,15)Dкhл,
где Sкр - площадь поперечного сечения круглого полуфабриката, равная площади поперечного сечения листа Sл;
Dк - диаметр вырубаемого из листа кольцевого полуфабриката;
hл - высота листа.
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| Технологические инструкции по изготовлению вулканитовых и гибких полировальных кругов | |||
| Челябинск, Южно-Уральский ЦНТИ, 1970, с.44-60 | |||
| DE 3338117 А1, 02.05.1985 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |

