Изобретение относится к инструментальному производству и может быть использовано при обработке зубьев реечных накатников, применяющихся для холодной накатки мелкомодульных эвольвентных и треугольных шлицев на валах.
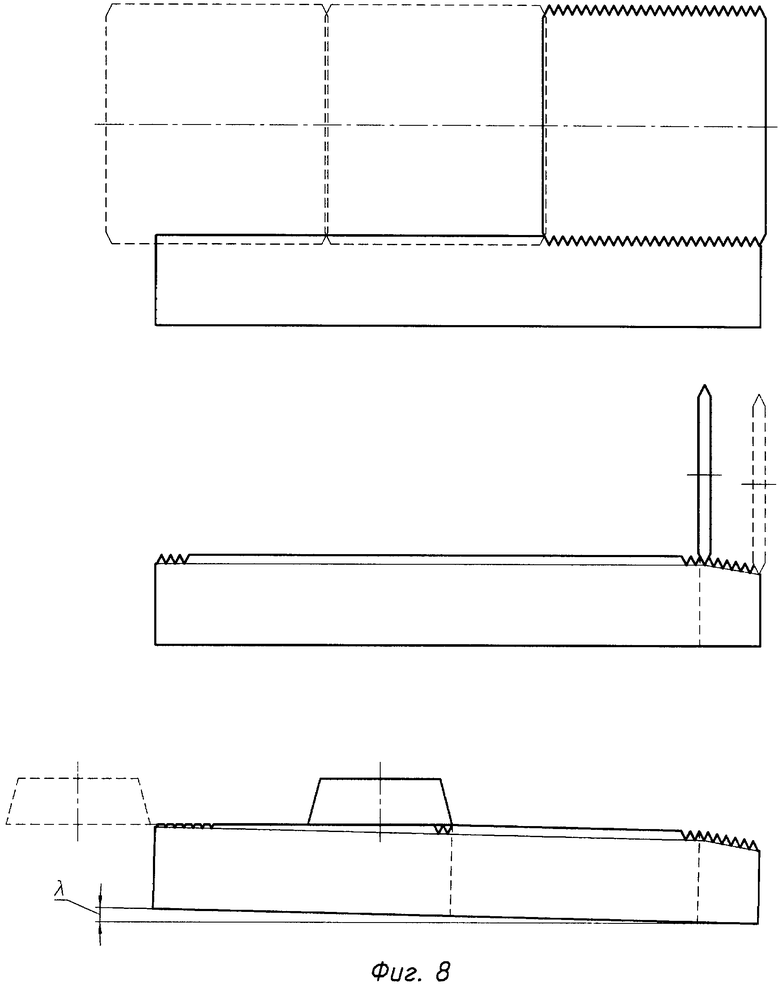
Известен способ обработки зубьев реечных накатников, выбранный в качестве ближайшего аналога, включающий установку заготовки на столе шлифовального станка, позиционирование ее перпендикулярно направлению хода стола и формирование зубьев рабочего и предохранительного участков накатника путем съема металла многониточным шлифовальным кругом за несколько проходов при продольной подаче стола с заготовкой, окончательное формирование зубьев предохранительного участка с обеспечением требуемого равномерного занижения, последующую плоскую шлифовку под углом вершин зубьев рабочего участка (Лындин В.А. Инструмент для накатывания зубьев и шлицев повышенной точности. - М.: Машиностроение, 1988, стр.128-132).
Шлифование зубьев предохранительного участка может осуществляться однониточным и многониточным шлифовальным кругом. При шлифовании однониточным кругом обработку осуществляют за n проходов шлифовального круга, при этом число проходов n равно числу впадин зубьев предохранительного участка, причем после каждого рабочего прохода накатник смещают на один шаг, а однониточный шлифовальный круг опускают на величину занижения зубьев накатника. При шлифовании многониточным кругом обработку осуществляют за один проход шлифовального круга, кольцевые витки которого выполняют с равномерным увеличением в радиальном направлении на величину занижения зубьев предохранительного участка.
Недостатком данного способа является низкая производительность обработки зубьев предохранительного участка однониточным шлифовальным кругом. Как правило, число зубьев этого участка составляет десятую часть от общего числа зубьев накатника, а трудоемкость его шлифования однониточным шлифовальным кругом в 1,2...1,5 раза выше шлифования зубьев по всей длине накатника многониточным шлифовальным кругом. Кроме этого, установка однониточного шлифовального круга в положение обработки первой впадины зубьев предохранительного участка осуществляется методом пробных проходов, что также приводит к повышению трудоемкости данной операции. Также шлифование зубьев однониточным шлифовальным кругом приводит к появлению накопленной погрешности шага зубьев предохранительного участка накатника, что отрицательно сказывается на эксплуатационных свойствах накатника.
Обработка зубьев предохранительного участка многониточным шлифовальным кругом позволяет обработать все зубья участка за один проход, что позволяет повысить производительность обработки. Но при этом также будут затраты времени на смену шлифовального круга или переустановки заготовки на другой станок. Настройка многониточного круга при этом также осуществляется путем пробных проходов, что повышает трудоемкость обработки. Причем погрешность настройки переносится на зубья накатника и ухудшает его эксплуатационные свойства.
Технической задачей, на которую направлено изобретение, является повышение производительности процесса обработки зубьев реечных накатников, а также улучшение их эксплуатационных свойств за счет повышения качества обработки зубьев предохранительного участка.
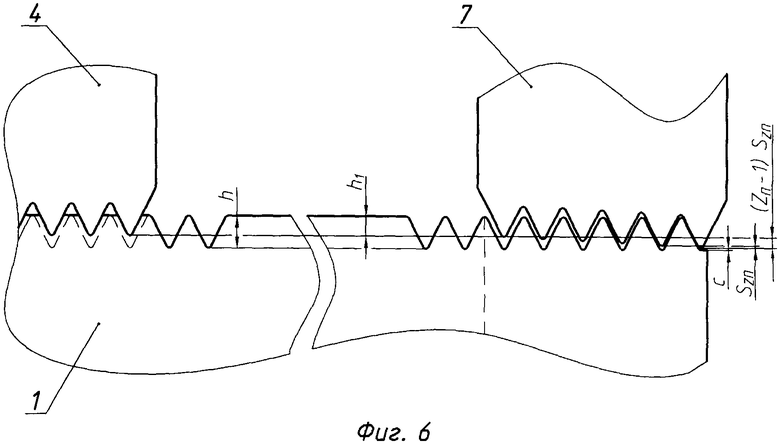
Указанная задача решается тем, что в способе обработки зубьев реечных накатников, включающем установку заготовки на столе шлифовального станка, позиционирование ее перпендикулярно направлению хода стола и формирование зубьев рабочего и предохранительного участков путем съема металла многониточным шлифовальным кругом за несколько проходов при продольной подаче стола с заготовкой, окончательное формирование зубьев предохранительного участка с обеспечением требуемого равномерного занижения, последующую плоскую шлифовку под углом вершин зубьев рабочего участка, формирование зубьев рабочего участка на последнем проходе осуществляют на неполную глубину h1, величину которой определяют следующей зависимостью:
h1=h-(ZП-1)SZП-c,
где h - высота зубьев накатника;
ZП - число зубьев предохранительного участка накатника;
SZП - величина занижения зубьев предохранительного участка;
с - величина зазора,
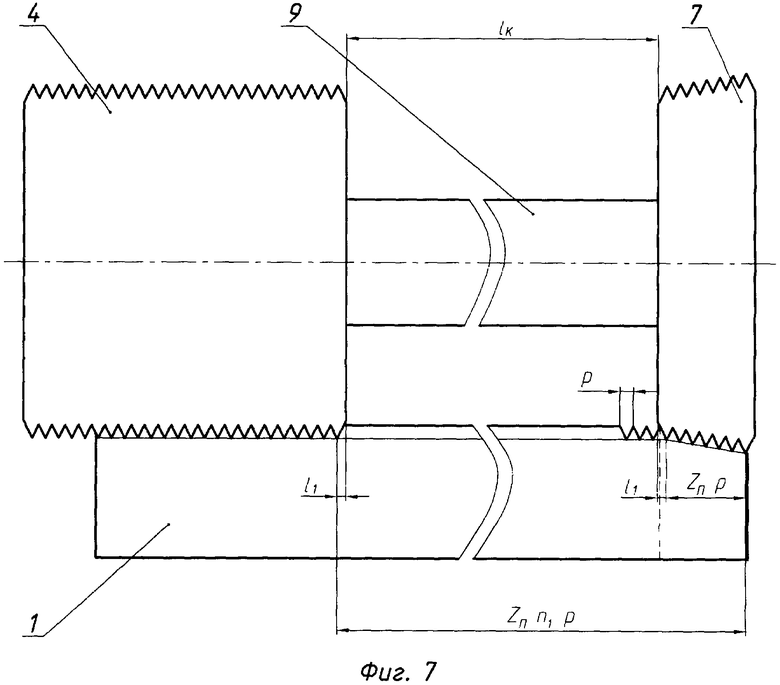
после чего осуществляют окончательное формирование зубьев указанного участка многониточным шлифовальным кругом одновременно с окончательным формированием зубьев предохранительного участка дополнительным многониточным шлифовальным кругом, кольцевые витки которого выполнены с равномерным увеличением в радиальном направлении, достаточным для обеспечения требуемой величины занижения зубьев предохранительного участка, при этом оба указанных шлифовальных круга размещают на одной оправке, расстояние между шлифовальными кругами задают при помощи набора регулировочных колец, суммарную длину которых определяют следующей зависимостью:
lK=(n1ZВ-ZП)p-2l1,
где n1 - число проходов перед предварительным шлифованием зубьев;
ZВ - число витков многониточного шлифовального круга для обработки зубьев на всей длине накатника;
р - шаг зубьев накатника,
l1 - расстояние от торца шлифовального круга до крайнего витка.
Шлифование зубьев предохранительного участка многониточным шлифовальным кругом позволит выполнить эту операцию за один проход, а размещение обоих шлифовальных кругов на одной оправке в сочетании с размещением их на расчетном расстоянии друг от друга позволит осуществить шлифование зубьев предохранительного участка одновременно с зубьями рабочего участка накатника без смены круга. В свою очередь, шлифование зубьев предохранительного участка одновременно с зубьями рабочего участка в сочетании с предварительным шлифованием этого участка на глубину h1 позволит снизить усилия резания и, как следствие, деформацию оправки, что обеспечит высокую точность обработки зубьев. Кроме этого, применение многониточного шлифовального круга для обработки зубьев предохранительного участка позволит исключить накопленную погрешность шага зубьев, что положительно сказывается на эксплуатационных свойствах реечных накатников.
Анализ известных технических решений в данной области техники показал, что предложенный способ обработки зубьев реечных накатников имеет признаки, которые отсутствуют в аналогах, а их использование в заявляемой совокупности существенных признаков позволяет получить новый технический результат. Следовательно, заявляемое техническое решение соответствует критерию «изобретательский уровень».
Заявителю неизвестны способы обработки зубьев реечных накатников с указанной совокупностью существенных признаков и заявленная совокупность существенных признаков не вытекает явным образом из современного уровня техники, что подтверждает соответствие заявляемого технического решения условию «новизна».
Заявляемое техническое решение поясняется чертежами, где:
фиг.1 - процесс формирования зубьев по всей длине накатника;
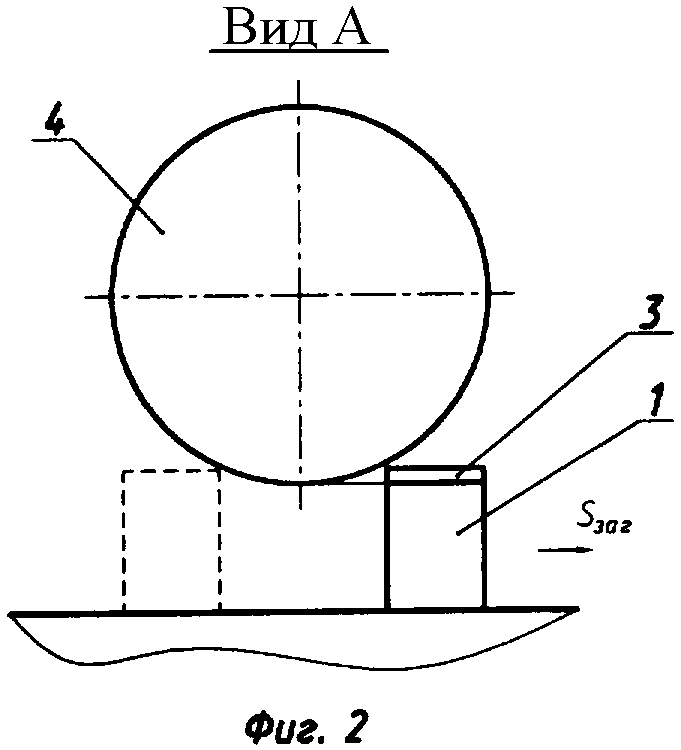
фиг.2 - вид А на фиг.1;
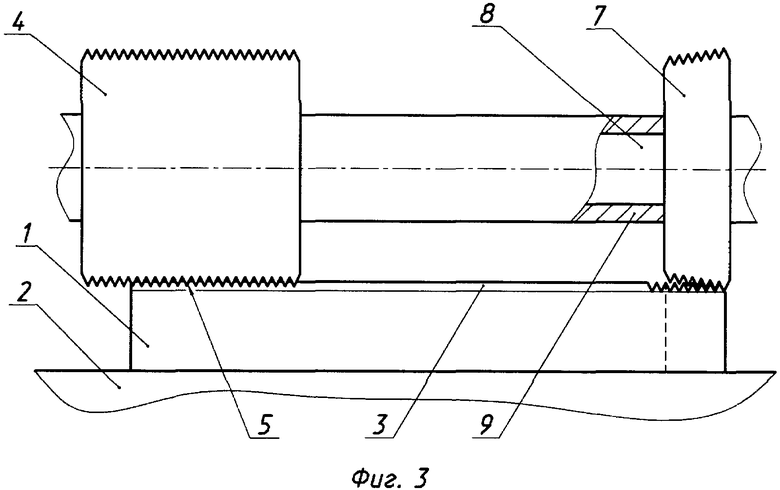
фиг.3 - процесс формирования зубьев рабочего участка на последнем проходе шлифовального круга;
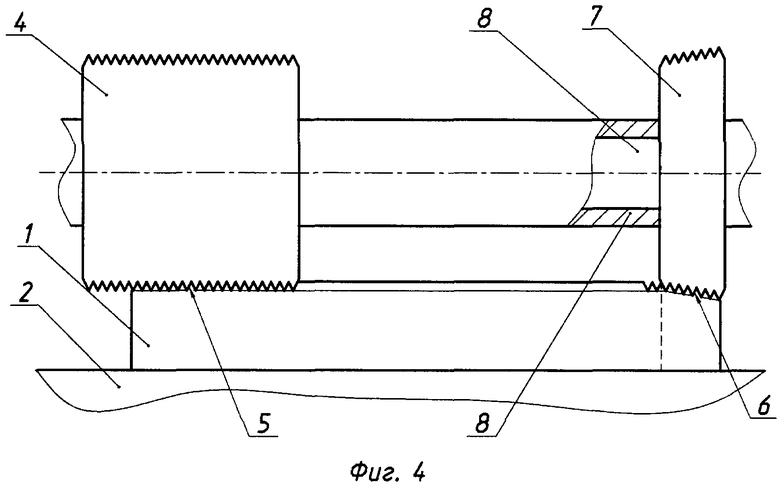
фиг.4 - процесс окончательного формирования зубьев рабочего участка на последнем проходе с одновременным формированием зубьев предохранительного участка;
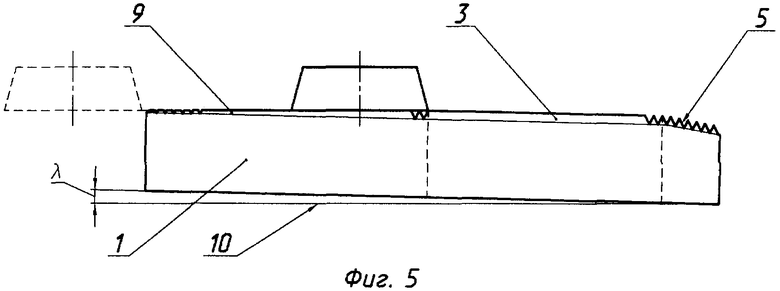
фиг.5 - плоское шлифование зубьев рабочего участка;
фиг.6 - расчетная схема для определения глубины предварительного шлифования зубьев;
фиг.7 - расчетная схема для определения суммарной длины регулировочных колец между шлифовальными кругами;
фиг.8 - способ обработки зубьев реечных накатников (ближайший аналог).
Процесс обработки зубьев реечных накатников предлагаемым способом осуществляют следующим образом.
Для осуществления способа обработки зубьев реечных накатников заготовку 1 устанавливают на столе 2 шлифовального станка и позиционируют ее перпендикулярно направлению хода стола. После этого по всей длине накатника образуют зубья 3 путем съема металла многониточным шлифовальным кругом 4 за несколько проходов при продольной подаче стола с заготовкой. Формирование зубьев рабочего участка 5 на последнем проходе осуществляют на неполную глубину h1, величину которой определяют следующей зависимостью:
h1=h-(ZП-1)SZП-с,
где h - высота зубьев накатника;
ZП - число зубьев предохранительного участка накатника;
SZП - величина занижения зубьев предохранительного участка;
с - величина зазора.
После чего осуществляют окончательное формирование зубьев рабочего участка 5 многониточным шлифовальным кругом 4 и зубьев предохранительного участка 6 дополнительным многониточным шлифовальным кругом 7, кольцевые витки которого выполнены с равномерным увеличением в радиальном направлении на величину занижения зубьев предохранительного участка. Шлифовальные круги 4 и 7 размещают на одной оправке 8. Расстояние между шлифовальными кругами 4 и 7 задают при помощи набора регулировочных колец 9, суммарную длину которых определяют следующей зависимостью:
lк=(n1Zв-Zп)p-2l1,
где n1 - число проходов перед предварительным шлифованием зубьев,
ZВ - число витков многониточного шлифовального круга для обработки зубьев на всей длине накатника,
р - шаг зубьев накатника,
l1 - расстояние от торца шлифовального круга до крайнего витка.
При обработке зубьев рабочего участка 5 шлифовальным кругом 4 на неполную глубину дополнительный многониточный шлифовальный круг 7 не участвует в обработке зубьев предохранительного участка и проходит выше поверхности зубьев 3 на величину зазора с. На втором этапе оправку с обоими шлифовальными кругами опускают на глубину полного профиля зубьев 3 и окончательно обрабатывают зубья 3, при этом в работу также вступает шлифовальный круг 7, обрабатывающий зубья предохранительного участка 5.
После этого заготовку располагают на столе 10 плоскошлифовального станка под углом к горизонтальной плоскости и шлифуют зубья рабочего участка 5.
Указанный способ обработки зубьев реечных накатников может быть реализован на стандартном оборудовании с использованием известных материалов, что отвечает критерию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| Способ шлифования накатников для правки абразивного круга зубошлифовального полуавтомата и других подобных инструментов | 1953 |
|
SU107916A1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2016 |
|
RU2639421C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2016 |
|
RU2640688C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2431558C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2429110C2 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2185278C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2184645C1 |
Способ относится к области шлифования и включает установку заготовки на столе станка, позиционирование ее перпендикулярно направлению хода стола и формирование зубьев рабочего и предохранительного участков путем съема металла многониточным шлифовальным кругом за несколько проходов при продольной подаче стола с заготовкой, окончательное формирование зубьев предохранительного участка с обеспечением требуемого равномерного занижения и последующую плоскую шлифовку под углом вершин зубьев рабочего участка. Для повышения производительности обработки формирование зубьев рабочего участка на последнем проходе осуществляют на неполную глубину, величину которой определяют по приведенной зависимости. Затем осуществляют окончательное формирование зубьев многониточным кругом одновременно с окончательным формированием зубьев предохранительного участка дополнительным многониточным кругом, кольцевые витки которого выполнены с равномерным увеличением в радиальном направлении, достаточным для обеспечения требуемой величины занижения зубьев предохранительного участка. При этом оба круга размещают на одной оправке на расстоянии, которое задают при помощи набора регулировочных колец, суммарную длину которых определяют по приведенной зависимости. 8 ил.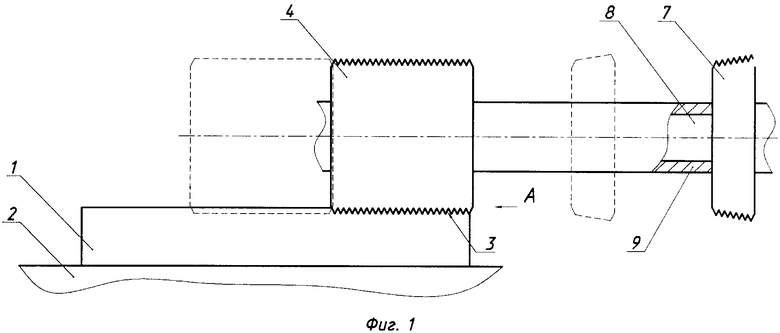
Способ обработки зубьев реечных накатников, включающий установку заготовки на столе шлифовального станка, позиционирование ее перпендикулярно направлению хода стола и формирование зубьев рабочего и предохранительного участков путем съема металла многониточным шлифовальным кругом за несколько проходов при продольной подаче стола с заготовкой, окончательное формирование зубьев предохранительного участка с обеспечением требуемого равномерного занижения и последующую плоскую шлифовку под углом вершин зубьев рабочего участка, отличающийся тем, что формирование зубьев рабочего участка на последнем проходе осуществляют на неполную глубину h1, величину которой определяют по следующей зависимости:
h1=h-(ZП-1)SZП-c,
где h - высота зубьев накатника;
ZП - число зубьев предохранительного участка накатника;
SZП - величина занижения зубьев предохранительного участка;
с - величина зазора,
после чего осуществляют окончательное формирование зубьев указанного участка многониточным шлифовальным кругом одновременно с окончательным формированием зубьев предохранительного участка дополнительным многониточным шлифовальным кругом, кольцевые витки которого выполнены с равномерным увеличением в радиальном направлении, достаточным для обеспечения требуемой величины занижения зубьев предохранительного участка, при этом оба указанных шлифовальных круга размещают на одной оправке, расстояние между шлифовальными кругами задают при помощи набора регулировочных колец, суммарную длину lK которых определяют по следующей зависимости:
lK=(n1ZB-ZП)p-2l1,
где n1 - число проходов перед предварительным шлифованием зубьев;
ZB - число витков многониточного шлифовального круга для обработки зубьев на всей длине накатника;
р - шаг зубьев накатника;
l1 -расстояние от торца шлифовального круга до крайнего витка.
| ЛЫНДИН В.А | |||
| Инструмент для накатывания зубьев и шлицев повышенной точности | |||
| - М.: Машиностроение, 1988, с.129-134 | |||
| Приспособление для шлифования контура зубцов сборной бреющей рейки | 1938 |
|
SU55448A1 |
| Инструмент для накатывания цилиндрических зубчатых колес | 1974 |
|
SU490544A1 |
| SU 16978990 А1, 15.12.1991 | |||
| СОСТАВ ДЛЯ ПРОЗРАЧНОГО В ДИАПАЗОНЕ ВИДИМОГО СВЕТА МАТЕРИАЛА С ФОТОКОРРЕКТИРУЮЩИМИ СВОЙСТВАМИ | 1998 |
|
RU2202567C2 |

