Изобретение относится к области переработки алкилароматических гидропероксидов с получением фенола и кетонов.
Известен [M.Kharasch, J.Org.Chem., 1950, 15, р.748] способ получения фенола и кетона, в частности ацетона, путем разложения диалкилфенилгидропероксидов в присутствии жидких сильных кислот. Основной недостаток способа - использование высококоррозионно-агрессивного катализатора и отсутствие эффективного технологического решения проблемы удаления реакционной теплоты (реакция сильно экзотермична).
Известны способы [пат. US 2661375, 1953 г., пат. ФРГ 944013, 1956 г.] проведения процесса разложения алкилароматических гидропероксидов с получением фенола и кетона в присутствии водных растворов серной кислоты при контактировании двух взаимно нерастворимых фаз. Недостатки указанных способов - использование высококоррозионно-агрессивного катализатора и необходимость специальных устройств для перемешивания фаз.
Известны способы проведения процесса разложения алкилароматических гидропероксидов с получением фенола и кетона при катализе серной кислотой с использованием гомогенизаторов. В работе [Ind. Chem., 1960, №36, р.215] в качестве гомогенизатора использован частично рециркулируемый в процессе фенол. Один из недостатков способа - трудность осуществления эффективного теплосъема и наличие побочных реакций фенола.
Был предложен [пат. Канады 507550, 1954 г., пат. US 2761877, 1956 г.] и реализован в промышленности способ получения фенола и ацетона разложением диметилфенилгидропероксида в присутствии серной кислоты, в котором большую часть выделяемого из реакционной смеси ацетона возвращают в нее в количестве, многократно превышающем количество исходного гидропероксида и образующегося фенола. Для удаления теплоты сильно экзотермической реакции из реакционной зоны значительную часть ацетона испаряют, затем конденсируют и возвращают в реакционную зону. Способ оказался более эффективным, чем предыдущие, и используется в промышленности, в т.ч. в России [Справочник нефтехимика, Л., Химия, 1978 г., т.2, с.184]. Недостатками способа являются:
- коррозионная агрессивность серной кислоты и образование вредных сточных вод при ее нейтрализации после реакционной зоны;
- образование большого количества побочных продуктов в результате реакций ацетона, присутствующего в реакционной зоне в большом количестве и обладающего значительной реакционной активностью в присутствии кислотного катализатора;
- невозможность снизить с помощью испарения ацетона температуру в реакционной зоне ниже 60°С без использования вакуума, что ведет к образованию побочных продуктов: α-метилстирола и его олигомеров, окиси мезитила, кумилфенола и других высококипящих побочных продуктов.
Нами найдены способы, позволяющие получать фенол и кетоны разложением алкилароматических гидропероксидов без образования высокого количества побочных продуктов и смол, а также практически без коррозии оборудования.
Мы заявляем:
Способ получения фенола и кетона из гидропероксида ароматического углеводорода путем его разложения в присутствии катализатора с сильной кислотностью в одной или нескольких реакционных зонах с последующим разделением реакционной смеси с помощью ректификации и возможно частичной рециркуляции в реакционную(ые) зону(ы) одного или нескольких компонентов реакционной смеси, отличающийся тем, что разложение проводят в присутствии инертного легкокипящего растворителя, содержащего преимущественно углеводород(ы) с температурой кипения ниже 70°С, предпочтительно ниже 40°С, но не ниже минус 1°С, который частично испаряют непосредственно из реакционной(ых) зон(ы) и частично отгоняют из получаемой реакционной смеси, в жидком состоянии возвращают в реакционную(ые) зону(ы) и поддерживают в ней(них) температуру от 1 до 70°С, предпочтительно от 10 до 45°С.
В качестве способов, способствующих эффективному осуществлению способа по п.1, мы заявляем также способы, отличающиеся тем, что:
- в качестве или составе указанного растворителя используют преимущественно насыщенный(е) углеводород(ы), предпочтительно не содержащий(е) третичных атомов углерода;
- в качестве или составе указанного инертного растворителя используют н-пентан и/или изопентан, и/или циклопентан, и/или н-бутан, и/или изобутан;
- при разделении реакционной смеси растворитель выделяют ректификацией и рециркулируют в реакционную(ые) зону(ы) возможно с частью образовавшегося кетона, содержание которого в рециркулируемом потоке ограничивают концентрацией не более 50% мас., предпочтительно не более 25% мас.;
- гидропероскид алкилароматического углеводорода, рециркулируемый легкокипящий инертный растворитель и возможно рециркулируемый кетон подают в последовательные точки реакционной(ых) зоны(зон) двумя или несколькими потоками;
- разложению подвергают гидропероксид изопропилбензола и в качестве продуктов получают фенол и ацетон;
- разложению подвергают гидропероксид втор-бутилбензола, и в качестве продуктов получают фенол и метилэтилкетон;
- при использовании мелкозернистого катализатора его унос предотвращают удерживающим(и) устройством(ами) с размером отверстий, меньшим, чем минимальный размер частиц катализатора.
Мы также независимо заявляем:
Способ получения фенола и кетона из гидропероксида алкилароматического углеводорода путем ее разложения в присутствии катализатора с сильной кислотностью в одной или нескольких реакционных зонах с последующим разделением реакционной смеси с помощью ректификации, отличающийся тем, что применяют легкокипящий растворитель, который после отделения от реакционной смеси, возможно с частью кетона, рециркулируют в реакционную(ые) зону(ы), и сульфокатионитный катализатор в Н+ форме, стойкий в жидких средах, содержащих в больших количествах алкилароматические гидропероксиды, кетоны, фенол и углеводороды, при температурах до 70°С, в мелкозернистой или крупнозернистой форме, возможно в форме массообменной насадки размером от 1,5 до 25 мм.
В качестве способов, способствующих эффективному использованию указанного способа, мы также заявляем способы, отличающиеся тем, что:
- разложение указанного гидропероксида с использованием указанного сульфокатионитного катализатора проводят в присутствии инертного легкокипящего растворителя, содержащего преимущественно углеводород(ы) с температурой кипения ниже 70°С, предпочтительно ниже 40°С, но не ниже минус 1°С, который частично испаряют из реакционной(ых) зоны(зон) и частично отгоняют из получаемой реакционной смеси, в жидком состоянии возвращают в реакционную(ые) зону(ы) и поддерживают в ней(них) температуру от 1 до 70°С, предпочтительно от 10 до 45°С;
- гидропероксид алкилароматического углеводорода и рециркулируемый легкокипящий инертный растворитель, возможно с кетоном, подают в последовательные точки реакционной(ых) зоны(зон) двумя или несколькими потоками;
- разложению подвергают гидропероксид изопропилбензола, и в качестве продуктов получают фенол и ацетон;
- разложению подвергают гидропероксид втор-бутилбензола и в качестве продуктов получают фенол и метилэтилкетон;
- при использовании мелкозернистого сульфокатионитного катализатора его унос предотвращают удерживающим(и) устройством(ами) с размером отверстий, меньшим, чем минимальный размер частиц катализатора.
Предлагаемые способы позволяют использовать в качестве инертного растворителя углеводороды с низкими температурами кипения, в том числе углеводороды С4 (н-бутан, изобутан), углеводороды C5 (н-пентан, изопентан, циклопентан) и их смеси и поддерживать в реакционных зонах достаточно низкие температуры вплоть до +1°С, при которых снижается образование побочных продуктов.
В качестве реакторов для разложения алкилароматического гидропероксида могут использоваться реакторы различного типа, позволяющие проводить испарение растворителя из реакционной(ых) зон(ы) и возвращение его конденсата в реакционную(ые) зону(ы), в частности, прямоточные горизонтальные (с паровым пространством над жидкостью), вертикальные реакторы и/или реакторы с перемешиванием.
Конструктивно секционированные реакторы могут быть выполнены в виде нескольких отдельных реакционных аппаратов, соединенных соответствующими потоками по паровой и жидкой фазам.
В качестве катализаторов возможно применение жидких кислот в малых количествах, однако предпочтительно использование пористых сульфокатионитных катализаторов: крупнозернистых (в т.ч. формованных в виде массообменной насадки) или мелкозернистых при размещении их в микроконтейнерах с большим числом отверстий (например, сетчатых), либо во взвешенном («кипящем») состоянии.
При наличии в качестве сырья смеси гидропероксидов возможно разложение гидропероксидов без предварительного разделения, например разложение смеси гидропероксида изопропилбензола и гидропероксида втор-бутилбензола (с получением соответственно фенола и ацетона из гидропероксида изопропилбензола, и фенола и метилэтилкетона из гидропероксида втор-бутилбензола).
Применение изобретения иллюстрируется чертежом и примерами. Указанные фигуры и примеры не исключают возможности применения иных технических решений при соблюдении условий (признаков), содержащихся в п.1 и/или п.5 формулы изобретения.
Согласно чертежу алкилароматический гидропероксид (с примесью неокисленного алкилароматического углеводорода и возможно побочных продуктов) поступает по линии 1. Возможно по линии 2 поступает раствор сильной кислоты. С гидропероксидом и возможно кислотой смешивают полностью или частично поток испаренного из реакционной зоны Р и сконденсированного растворителя (линии 4, 4а). Указанный конденсат (поток 4) или его смесь (поток 5) полностью или частично направляют в реакционную зону Р по линии 5. Возможно часть конденсата (поток 4б) и/или часть кислоты и/или часть гидропероксида по линии 6 (и далее 6а, 6б, 6в) подают в желаемых пропорциях в различные точки реакционной зоны Р. По линии 3 из реакционной зоны Р выводят поток испарившегося растворителя (с примесью кетона), который конденсируют и далее рециркулируют в зону Р по линии 4.
Реакционная зона Р имеет отсеки, разделенные перегородками с отверстиями, в которые помещен (при его использовании) гетерогенный катализатор, в частности сульфокатионит.
Из реакционной зоны Р по линии 7 выводят реакционную смесь, которую при необходимости нейтрализуют в аппарате «Н» и по линии 8 подают в ректификационную колонну К-1. Выводимый сверху К-1 паровой поток конденсируют, и в сепараторе-отстойнике СО отслаивают воду.
Часть органического слоя, содержащего преимущественно растворитель, возвращают в К-1 в качестве флегмы, а остальное количество возвращают по линии 10 (далее 10а и возможно 10б и 10в) в реакционную зону Р. Водный слой из СО выводят по линии 11.
Кубовый остаток колонны К-1 по линии 12 подают в ректификационную колонну К-2. Сверху К-2 выводят поток дистиллата (преимущественно содержащего кетон) по линии 13. Далее поток 13 выводят по линии 13а и/или подают по линии 13б на очистку в узел разделения УР.
Снизу К-2 выводят поток 14, содержащий фенол и примеси, который подают в узел УР.
Узел УР содержит несколько ректификационных колонн, порядок соединения которых может варьироваться. Из узла УР по линии 15 выводят фенол, по линии 16 выводят алкилбензол (который предпочтительно рециркулируют на стадию получения алкилароматического гидропероксида), по линии 17 выводят тяжелые примеси. Возможно также из узла УР выводят по линии 18 кетон (если он был направлен в УР на очистку) и выводят по линии 19 примеси, отделенные от кетона.
Примеры.
В примерах концентрации указаны в % мас.
Пример 1.
Переработке согласно чертежу подвергают исходный поток гидропероксида изопропилбензола (ГИПЕРИЗа), содержащий ГИПЕРИЗ-90% (100 кг/ч), а также изопропилбензол - 2,5%, ацетофенон - 1,5%, диметилфенилкарбинол (ДМФК) - 6,0%.
Поток ГИПЕРИЗа смешивают с потоком возвратного инертного растворителя (н-пентана, Ткип = 36,1°С), содержащим ˜21% возвратного ацетона (Ткип = 56,3°С), и потоком серной кислоты (катализатора), подаваемой в таком количестве, чтобы концентрация серной кислоты в смеси составляла ˜0,2%. Смешанный поток подают по линии 5 в реактор Р.
Состав смешанного потока (по органическим веществам): н-пентан - 62,0%, ацетон - 16,2%, ГИПЕРИЗ-19,8%, изопропилбензол - 0,5%, ацетофенон - 0,3%, ДМФК - 1,2%. Часть ацетона подают в реактор Р отдельно.
Реактор Р представляет горизонтальную цилиндрическую емкость с перегородками ˜ на 2/3 высоты, имеющими отверстия. В реакторе поддерживают температуру 42°С с помощью испарения части растворителя (с примесью ацетона), его конденсации и возвращения в реактор.
В реакторе происходит полное разложение ГИПЕРИЗа преимущественно с образованием фенола и ацетона. Из реактора выводят 505 кг/ч смеси с содержанием органических веществ: н-пентан - 62,0%, ацетон - 23,46%, фенол - 12,24%, изопропилбензол - 0,50%, ацетофенон - 0,03%, ДМФК - 0,1%, α-метилстирол - 1,05%, окись мезитила - 0,15%, а также небольшое количество тяжелокипящих примесей и воды (˜0,2%).
Из колонны К-1 сверху выводят и возвращают в реактор 390 кг/ч потока, содержащего 79% н-пентана и 21% ацетона. Кубовый остаток К-1 в количестве 109 кг/ч подают в колонну К-2. Из колонны К-2 сверху выводят поток 13, содержащий преимущественно ацетон, а снизу - смесь высококипящих компонентов.
После последующего разделения в узле УР получают ˜61,0 кг/ч фенола и 37,7 кг/ч ацетона товарной чистоты.
Пример 2.
Переработке согласно чертежу подвергают исходный поток ГИПЕРИЗа, по количеству и составу аналогичный указанному в примере 1 (в нем 100 кг/ч ГИПЕРИЗа). Содержание серной кислоты в жидкости в реакторе составляет ˜0,2%.
В отличие от примера 1 в качестве инертного растворителя используют н-бутан (Ткип = минус 0,5°С). В реакторе поддерживают концентрацию н-бутана 60,6% и температуру 20°С. Концентрация ГИПЕРИЗа во входящем в реактор потоке составляет 30%. При этом происходит полное разложение ГИПЕРИЗа преимущественно с образованием фенола и ацетона.
Из реактора выводят 333 кг/ч смеси, содержащей 60,6% н-бутана, 18,5% фенола, 17,6% ацетона, 0,75% изопропилбензола, 0,45% ацетофенона, 0,2% ДМФК, 1,6% α-метилстирола, менее 0,01% окиси мезитила, незначительное количество тяжелокипящих примесей и воды (следы).
Из колонны К-1 отгоняют и возвращают в реактор 218 кг/ч потока, содержащего 94% н-бутана и 6% ацетона. Из колонны К-2 отгоняют 38,0 кг/ч практически чистого ацетона.
При ректификации кубового остатка колонны К-1 в узле УР получают 61,3 кг/ч фенола товарной чистоты.
Пример 3.
Переработке согласно чертежу подвергают исходный поток ГИПЕРИЗа, по количеству и составу аналогичный указанному в примере 1 (в нем 100 кг/ч ГИПЕРИЗа).
В качестве катализатора в реакторе используют мелкозернистый сульфокатионит Амберлист-35 (размер частиц 0,4-1,2 мм, статическая обменная емкость СОЕ=5,4 мг-эквН+/г).
В реакторе поддерживают температуру 65°С за счет испарения, последующей конденсации и возвращения ацетона.
Нагрузка на катализатор составляет 12 кг жидкой смеси на 1 кг катализатора в час. При входе в реакторе поддерживают концентрацию ГИПЕРИЗа 30-36%, ацетона - 60-70%.
Из реактора выводят 333 кг/ч смеси, содержащей 77,2% ацетона, 18,6% фенола, 1,55% α-метилстирола, 0,75% изопропилбензола, 0,80% ацетофенона, 0,2% окиси мезитила и ˜0,2% тяжелокипящих примесей и воды.
Из колонны К-1 отгоняют, конденсируют и возвращают в реактор 223 кг/ч потока, содержащего преимущественно ацетон. Колонну К-2 используют для отгонки от ацетона легкокипящих примесей. В качестве продукта выводят 37,9% ацетона, а остальное его количество рециркулируют в реактор.
В результате разделения кубового остатка колонны К-1 в узле УР получают 61,1 кг/ч фенола товарной чистоты.
Пример 4.
Переработке согласно чертежу подвергают исходный поток ГИПЕРИЗа, по количеству и составу аналогичный указанному в примере 1 (в нем 100 кг/ч ГИПЕРИЗа).
В качестве катализатора в реакторе используют мелкозернистый сульфокатионит КУ-2-8 чС (размер частиц 0,4-1,1 мм, статическая обменная емкость СОЕ=4,7 мг-эквН+/г). В качестве растворителя используют н-пентан. В реакторе Р поддерживают концентрацию н-пентана ˜52% и температуру 44°С. Концентрация ГИПЕРИЗа на входе в реактор (по отношению к сумме входящих потоков) составляет 30%. Подачу вводимого ГИПЕРИЗа и растворителя (с примесью ацетона) распределяют между первыми тремя последовательными секциями реактора в массовой пропорции 4:2:1. Нагрузка на катализатор составляет 13 кг/ч жидкой смеси на 1 кг катализатора.
Из реактора выводят 340 кг/ч реакционной смеси, содержащей 52,2% н-пентана, 25,8% ацетона, 18,7% фенола, 0,75% изопропилбензола, 0,77% ацетофенона, 1,4% α-метилстирола, 0,1-0,15% ДМФК, 0,1% окиси мезитила и 0,1-0,2% тяжелокипящих примесей и воды.
Из колонны К-1 отгоняют, конденсируют и возвращают в реактор Р 215 кг/ч потока, содержащего 78% н-пентана и ˜22% ацетона. После ректификации кубового остатка в колонне К-2 и разделения в зоне УР получают 61,5 кг/ч фенола и 38,3 кг/ч ацетона.
Пример 5.
Переработке согласно чертежу подвергают исходный поток ГИПЕРИЗа, по количеству и составу аналогичный указанному в примере 1 (в нем 100 кг/ч ГИПЕРИЗа).
В качестве катализатора в реакторе используют крупнозернистый формованный сульфокатионитный катализатор КУ-2ФПП (гранулы в форме цилиндров длиной 6-10 мм, диаметром 4-6 мм, статическая обменная емкость СОЕ=3,3 мг-эквН+/г).
В качестве растворителя используют н-пентан. В реакторе Р поддерживают концентрацию н-пентана ˜52%, температуру 45°С. Концентрация ГИПЕРИЗа на входе (по отношению к сумме входящих потоков) составляет 30%.
Нагрузка на катализатор составляет 4 кг/ч на 1 кг катализатора.
Из реактора выводят 335 кг/ч реакционной смеси, содержащей 51% н-пентана, 24,7% ацетона, 18,7% фенола, 0,75% изопропилбензола, 0,8% ацетофенона, 1,5% α-метилстирола, 0,2% ДМФК, 0,1-0,2% окиси мезитила и 0,2-0,3% тяжелокипящих примесей и воды.
Из колонны К-1 отгоняют, конденсируют и возвращают в реактор 204 кг/ч потока, содержащего 79% н-пентана и ˜21% ацетона. После ректификации кубового остатка в колонне К-2 и разделения в зоне УР получают 61,3 кг/ч фенола и 38,1 кг/ч ацетона.
Пример 6.
Переработке согласно чертежу подвергают исходный поток гидропероксида втор-бутилбензола (содержание его 100 кг/ч, что составляет 85% от величины потока). Содержание остальных примесей: 2-фенилбутанола-2 - 7%, втор-бутилбензола - 4,0%, алкиароматического кетона - 4,0%.
В качестве катализатора в реакторе используют крупнозернистый формованный сульфокатионитный катализатор КИФ (гранулы в форме цилиндров длиной 5-8 мм, диаметром 4-6 мм, статическая обменная емкость СОЕ=3,6 мг-эквН+/г).
В качестве растворителя используют н-пентан. Температура в реакторе 55°С, конценрация гидропероксида на входе в реактор Р (по отношению к сумме входящих потоков) - 30%.
Из реактора выводят 332 кг/ч реакционной смеси, содержащей 60,2% н-пентана, 17,3% ацетона, 16,9% фенола, 1,4% втор-бутилбензола, 1,4% алкилароматического кетона, 1,8% 2-фенилбутена-2, 0,5% 2-фенилбутанола-2, 0,4% тяжелокипящих примесей и воды.
Из колонны К-1 отгоняют, конденсируют и возвращают в реактор 215 кг/ч смеси, содержащей 93% н-пентана и ˜7% метилэтилкетона.
При ректификации кубового остатка колонны К-1 в колонне К-2 получают 41,5 кг/ч метилэтилкетона. В результате разделения кубового остатка колонны К-2 в зоне УР получают 55,5 кг/ч фенола.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОВМЕСТНОЙ ПЕРЕРАБОТКИ БЕНЗОЛСОДЕРЖАЩЕГО И АЛКЕНСОДЕРЖАЩЕГО УГЛЕВОДОРОДНЫХ ПОТОКОВ | 2005 |
|
RU2278102C1 |
| СПОСОБ ПОЛУЧЕНИЯ 2-МЕТИЛ-2-БУТЕНА ИЗ ИЗОПЕНТАНА И СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА ИЗ ИЗОПЕНТАНА | 2006 |
|
RU2329246C1 |
| СПОСОБ РАЗДЕЛЕНИЯ АЛКАН-АЛКЕНОВЫХ ФРАКЦИЙ | 2008 |
|
RU2379277C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТ-ПЕНТЕНА(ОВ) И АЛКИЛ C-C-ТРЕТ-ПЕНТИЛОВОГО ЭФИРА | 2010 |
|
RU2434835C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОГО ИЗОБУТЕНА | 2006 |
|
RU2316532C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОГО 1-БУТЕНА | 2006 |
|
RU2304134C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОБУТЕНА | 2002 |
|
RU2233259C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗОБУТЕНСОДЕРЖАЩЕЙ УГЛЕВОДОРОДНОЙ СМЕСИ И СПИРТА C ИЛИ C | 2006 |
|
RU2320628C1 |
| СПОСОБ ПОЛУЧЕНИЯ 1-БУТЕНА И ИЗОБУТЕНА ИЛИ/И ЕГО ПРОИЗВОДНЫХ | 2011 |
|
RU2470905C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА ИЗ ИЗОБУТЕНА И ФОРМАЛЬДЕГИДА | 2005 |
|
RU2280022C1 |
Изобретение относится к способу получения фенола и кетона из гидропероксида ароматического углеводорода путем его разложения (варианты). Один из вариантов способа проводят в присутствии катализатора с сильной кислотностью в одной или нескольких реакционных зонах с последующим разделением реакционной смеси с помощью ректификации и возможно частичной рециркуляции в реакционную(ые) зону(ы) одного или нескольких компонентов реакционной смеси. При этом разложение проводят в присутствии инертного легкокипящего растворителя, содержащего преимущественно углеводород(ы) с температурой кипения ниже 70°С, предпочтительно ниже 40°С, но не ниже минус 1°С, который частично испаряют непосредственно из реакционной(ых) зон(ы) и частично отгоняют из получаемой реакционной смеси, в жидком состоянии возвращают в реакционную(ые) зону(ы) и поддерживают в ней(них) температуру от 1 до 70°С, предпочтительно от 10 до 45°С. Второй вариант способа проводят в присутствии катализатора с сильной кислотностью в одной или нескольких реакционных зонах с последующим разделением реакционной смеси с помощью ректификации. При этом применяют легкокипящий растворитель, который после отделения от реакционной смеси, возможно, с частью кетона, рециркулируют в реакционную(ые) зону(ы), и сульфокатионитный катализатор в Н+ форме, стойкий в жидких средах, содержащих в больших количествах алкилароматические гидропероксиды, кетоны, фенол и углеводороды, при температурах до 70°С, в мелкозернистой или крупнозернистой форме, возможно в форме массообменной насадки размером от 1,5 до 25 мм. Предлагаемые варианты способа позволяют получить фенол и кетоны без образования высокого количества побочных продуктов и смол, а также практически без коррозии оборудования. 2 н. и 12 з.п. ф-лы, 1 ил.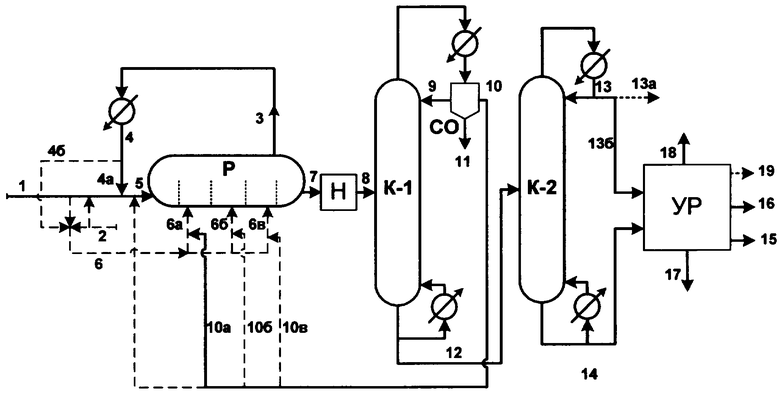
| Справочник нефтехимика | |||
| Л.: Химия, 1978, т.2, стр.184-185 | |||
| US 4898995 A, 06.02.1990 | |||
| Харлампович Г.Д | |||
| и др., Фенолы | |||
| - М.: Химия, 1974, стр.197 | |||
| ПРОМЫВОЧНОЕ УСТРОЙСТВО ДЛЯ СМЫВНОГО БАЧКА | 2018 |
|
RU2761877C2 |
| УСТРОЙСТВО для ПРОЯВЛЕНИЯ СКРЫТЫХ ЭЛЕКТРОСТАТИЧЕСКИХ ЗАРЯДОВ | 0 |
|
SU371738A1 |

