Область техники, к которой относится изобретение
Настоящее изобретение относится к ленточно-шлифовальному устройству, содержащему корпус, два ролика, которые установлены на подшипниках в корпусе и которые выполнены с возможностью направления ленты для шлифования, причем шлифовальная поверхность расположена параллельно общей внешней касательной плоскости роликов, при этом область шлифования расположена между роликами на поверхности шлифования, опорную структуру, расположенную между роликами и предназначенную для опоры ленты для шлифования, и контрольный элемент глубины шлифования, выступающий, по меньшей мере, с одной стороны области шлифования и предназначенный для образования контрольной поверхности.
Уровень техники
Такие ленточно-шлифовальные устройства общеизвестны.
Подобные ленточно-шлифовальные устройства используются для шлифования больших поверхностей, например, для того, чтобы сделать их плоскими и гладкими или для удаления слоя лака или краски. При этом важно, чтобы шлифуемая поверхность оставалась или становилась как можно более плоской.
Контрольный элемент глубины шлифования или рама шлифования, известные из предшествующего уровня техники, предназначенные для определения глубины шлифования, предотвращают использование ленточно-шлифовального устройства слишком долго в одном положении, в результате чего поверхность для шлифования в данном месте будет слишком глубоко ошлифована, и получится отшлифованная поверхность с выемками. На корпусе устанавливают известные рамы для шлифования. Их можно регулировать относительно корпуса для установки их приблизительно на заданную глубину шлифования или для учета толщины ленты для шлифования. Учитывая допуски корпуса, рамы для шлифования и установочными элементами между этими двумя компонентами, контрольная поверхность рамы шлифования часто занимает положение, которое не является параллельным активной части ленты для шлифования. Поэтому невозможно получить плоскую шлифуемую поверхность.
Раскрытие изобретения
Задача настоящего изобретения заключается в создании ленточно-шлифовального устройства, в котором устранены указанные выше недостатки.
Поставленная задача решена посредством ленточно-шлифовального устройства такого типа, как описано во вводной части, со свойством, состоящим в том, что контрольный элемент глубины шлифования расположен на опорной поверхности и выполнен с возможностью поддержания ленты для шлифования в области шлифования.
Тот факт, что контрольный элемент глубины шлифования расположен во время использования между опорной структурой и лентой для шлифования, обеспечивает то, что контрольная поверхность контрольного элемента глубины шлифования и активная часть ленты для шлифования будут двигаться параллельно друг другу, и что шлифуемая поверхность будет плоской.
В соответствии с первым предпочтительным вариантом выполнения контрольный элемент глубины шлифования расположен с двух противоположных сторон области шлифования. Таким образом, предотвращается формирование наклонных выемок на шлифуемой поверхности. Эти две стороны или контрольные поверхности, предпочтительно, расположены поперек ленточно-шлифовального устройства, если смотреть в направлении шлифования.
Также контрольный элемент глубины шлифования может быть расположен с четырех сторон области шлифования, в результате чего контрольные поверхности расположены сзади и спереди ленточно-шлифовального устройства, когда последнее расположено на заготовке, предотвращая возникновение вариаций шлифуемой поверхности.
В другом предпочтительном варианте выполнения контрольный элемент глубины шлифования содержит выемку, предназначенную для установки в нее ленты для шлифования. Опорная поверхность ленты для шлифования располагается на небольшом расстоянии над контрольной поверхностью (то есть, в направлении корпуса), предотвращая, таким образом, шлифование на большую глубину, чем расстояние между активной поверхностью ленты для шлифования и контрольной поверхностью контрольного элемента глубины шлифования.
Для многих пользователей предпочтительна возможность шлифования на разную глубину. Поэтому обычно требуется обеспечить более быстрое шлифование или осуществлять большую степень удаления материала, используя грубую наждачную бумагу вместо тонкой наждачной бумаги. Для учета этого глубину шлифования можно регулировать посредством регулирования по высоте (то есть в направлении к корпусу) части контрольного элемента глубины шлифования.
Поскольку операции шлифования обычно выполняют последовательно полосами, было бы предпочтительно, если бы контрольный элемент глубины шлифования можно было регулировать по высоте с одной стороны области шлифования. Таким образом, можно установить разность между уже отшлифованной частью поверхности и частью поверхности, которая еще должна быть отшлифована.
Конструктивно простой вариант выполнения получают, когда контрольный элемент глубины шлифования содержит изогнутую металлическую пластину.
В конкретном предпочтительном варианте выполнения предусмотрена мера, в соответствии с которой пластина содержит плоскую полоску с одной стороны области шлифования, причем длина этой полоски поперечно оси каждого ролика больше, чем соответствующая длина опорной структуры. Нежелательное повреждение детали, таким образом, предотвращается, поскольку ленточно-шлифовальное устройство невозможно положить кромкой опорной структуры на деталь.
В предпочтительном варианте выполнения пластина снабжена плоской полоской с одной стороны области шлифования, причем длина этой полоски в поперечном направлении оси каждого ролика, по существу, такая же, как или меньше, чем соответствующая длина опорной структуры. Таким образом, упрощается установка ленты для шлифования, когда контрольный элемент установлен на ленточно-шлифовальном устройстве.
Кроме того, предпочтительно расположить дополнительную противоположную плоскую полоску в виде второй плоской полоски, которая соединена с плоскими полосками, выступающими с передней и задней сторон роликов. Таким образом, получают контрольную поверхность спереди и сзади в области шлифования.
Контрольный элемент глубины шлифования зафиксирован в вертикальном направлении между опорной структурой и лентой для шлифования. Конкретные меры необходимы для предотвращения движения в горизонтальном направлении, и, в частности, в двух взаимно перпендикулярных направлениях в горизонтальной плоскости. С этой целью контрольный элемент глубины шлифования содержит фиксирующее ушко, выступающее к опорной структуре.
Фиксирующее ушко может быть зафиксировано простым образом на контрольном элементе глубины шлифования, или его можно простым образом сформировать способом штамповки на контрольном элементе глубины шлифования и изогнуть в направлении опорной структуры. Фиксирующее ушко может зацепляться в выемке, специально сформированной с этой целью в опорной структуре.
Другие предпочтительные варианты выполнения указаны в остальных пунктах формулы изобретения.
Краткое описание чертежей
Настоящее изобретение поясняется чертежами, на которых представлено:
фиг.1 - вид в перспективе ленточно-шлифовального устройства, которое содержит контрольный элемент глубины шлифования в соответствии с изобретением;
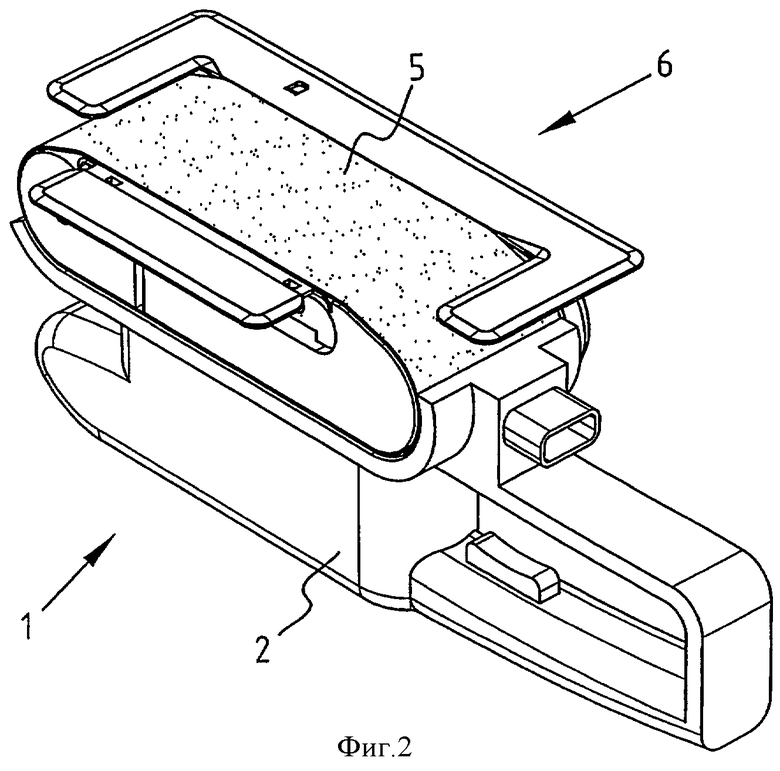
фиг.2 - вид согласно фиг.1 с нижней стороны ленточно-шлифовального устройства;
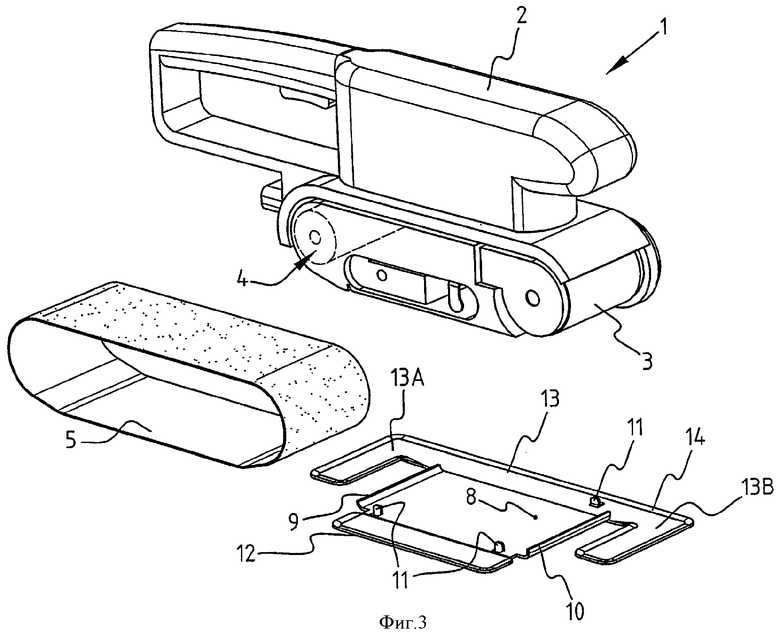
фиг.3 - вид согласно фиг.1 ленточно-шлифовального устройства, в котором лента для шлифования и контрольный элемент глубины шлифования показаны отделено от ленточно-шлифовального устройства;
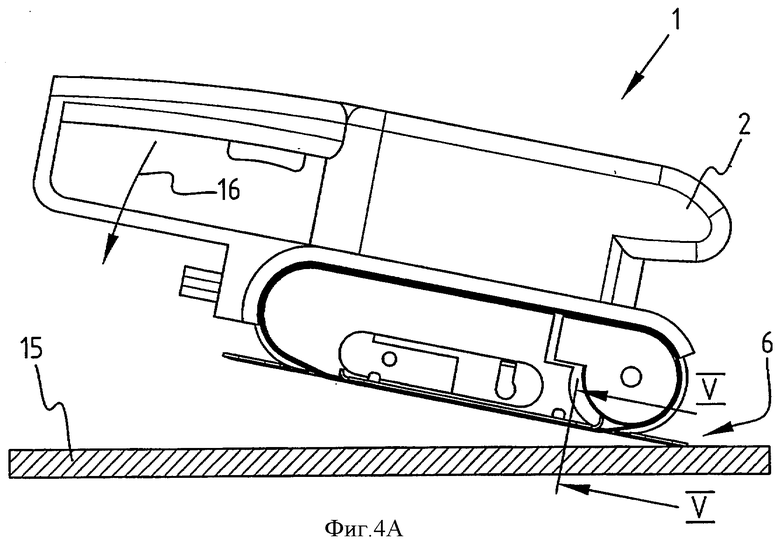
фиг.4А - вид сбоку ленточно-шлифовального устройства, представленный на фиг.1-3, при начале операции шлифования;
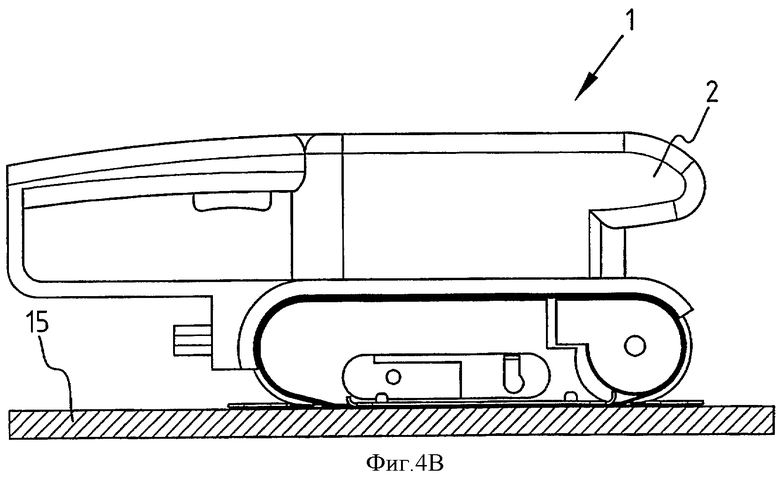
фиг.4В - вид согласно фиг.4А при операции шлифования;
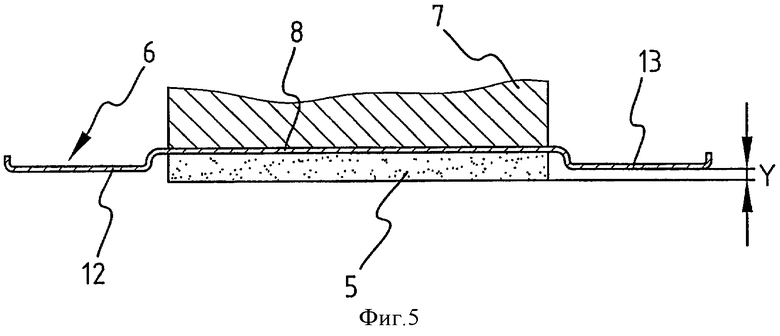
фиг.5 - сечение по линии V-V, обозначенной на фиг.4А;
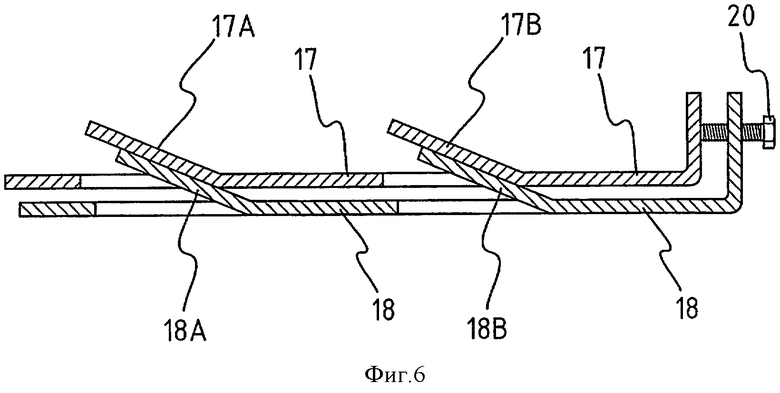
фиг.6 - конструкция, которая используется для регулировки высоты контрольного элемента глубины шлифования;
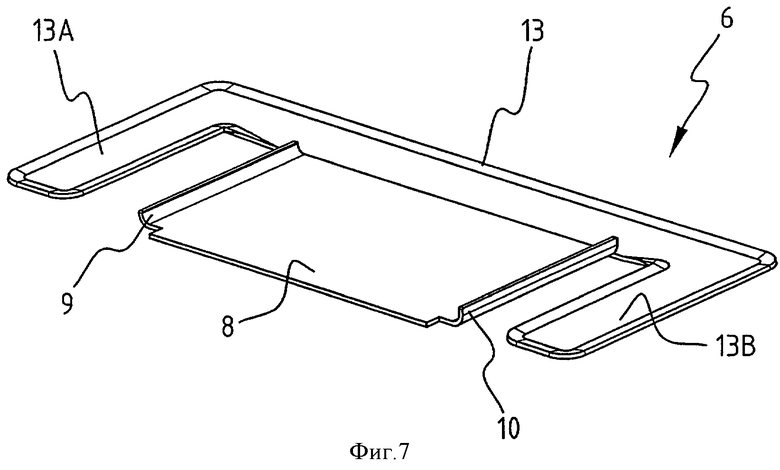
фиг.7 - вид в перспективе второго предпочтительного варианта выполнения контрольного элемента глубины шлифования;
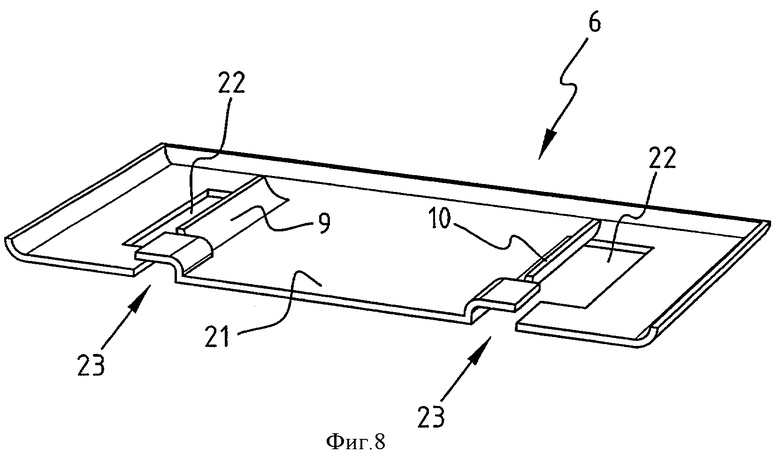
фиг.8 - вид в перспективе третьего предпочтительного варианта выполнения контрольного элемента глубины шлифования.
Осуществление изобретения
На фиг.1 показано ленточно-шлифовальное устройство, в целом обозначенное ссылочной позицией 1. Ленточно-шлифовальное устройство 1 содержит корпус 2. Два ролика 3, 4 установлены на подшипнике в этом корпусе 2. Лента 5 для шлифования надета на эти ролики 3, 4. По меньшей мере, один из роликов 3, 4 приводится во вращение посредством электрического двигателя, установленного в корпусе 2.
Для ограничения глубины шлифования и, таким образом, более простого получения плоского шлифования ленточно-шлифовальное устройство 1 содержит контрольный элемент глубины шлифования, выполненный как пластина и обозначенный в целом ссылочной позицией 6. Контрольный элемент 6 глубины шлифования также показан на фиг.2, на которой представлен вид нижней стороны ленточно-шлифовального устройства 1. Контрольный элемент 6 глубины шлифования продолжается частично под лентой 5 для шлифования. Контрольный элемент 6 глубины шлифования зафиксирован в вертикальном направлении между лентой 5 для шлифования и элементом 7 держателя.
На фиг.3 показано, как собраны различные компоненты. Здесь также более ясно показана конструкция контрольного элемента 6 глубины шлифования, выполненного в виде пластины.
Контрольный элемент 6 глубины шлифования содержит пластинчатую часть 8, которая выполнена с возможностью закрепления между опорным элементом 7 и лентой 5 для шлифования. Для закрепления в горизонтальном направлении пластинчатая часть 8 содержит две изогнутые кромки 9, 10. Изогнутые кромки 9, 10 расположены с обеих сторон опорного элемента 7 и взаимодействуют с ним, предотвращая смещение контрольного элемента 6 в направлении движения ленточно-шлифовального устройства 1. Внешние кромки изогнутых кромок 9, 10, однако, также можно использовать для закрепления в направлении поперечного направления движения ленточно-шлифовального устройства 1.
Другая возможность закрепления контрольного элемента 6 в горизонтальном направлении обеспечивается посредством фиксирующих ушек 11, которые выступают внутрь выемок, выполненных в опорном элементе 7. Эти три фиксирующих ушка 11, как показано на фиг.3, осуществляют крепление контрольного элемента 6 в двух направлениях под прямыми углами друг к другу в горизонтальной плоскости. Вместо опорного элемента 7 можно, например, также применять корпус 2 ленты 5 для шлифования или, в случае необходимости, любые другие детали, жестко соединенные с лентой 5 для шлифования.
Пластинчатая часть 8 сформирована как единая деталь с плоской полоской 12, выступающей с одной стороны пластинчатой части 8. Плоская полоска 12, таким образом, формирует контрольную поверхность с одной стороны ленты 5 для шлифования. Плоская полоска 12 имеет длину в направлении, поперечном оси роликов 3, 4, которая, по существу, равна соответствующей длине опорной структуры 7. Это обеспечивает возможность перемещать ленту 5 поверх плоской полоски 12.
U-образная пластинчатая часть 13 сформирована на кромке пластинчатой части 8 на некотором расстоянии от плоской полоски 12. Пластинчатая часть 13 также сформирована как единая деталь с пластинчатой частью 8. Она имеет определенную форму, обеспечивающую контрольную поверхность на стороне ленты для шлифования противоположной плоской полоски 12, а также с передней и задней сторон ленты 5 для шлифования в направлении ее движения. С этой целью предусмотрены плоские полоски 13А и 13В.
На внешних кромках контрольный элемент 6 выполнен несколько изогнутым, что обеспечивает более легкое скольжение по поверхности, предназначенной для шлифования, и придает большую жесткость плоской структуре.
На фиг.4А показано, как можно пользоваться таким ленточно-шлифовальным устройством 1. Ленточно-шлифовальное устройство 1 первоначально позиционируют с этой целью, устанавливая ведущую кромку контрольного элемента 6 глубины шлифования на заготовке 15. Ленточно-шлифовальное устройство 1 затем перемещают вниз в задней части в направлении стрелки 16 до тех пор, пока не будет получена ситуация, показанная на фиг.4В. Однако также возможна обратная последовательность: ленточно-шлифовальное устройство помещают задней кромкой контрольного элемента 6 на заготовке 15, после чего переднюю сторону ленточно-шлифовального устройства 1 устанавливают на заготовке. Наконец, также возможно устанавливать ленточно-шлифовальное устройство 1 на заготовку вначале левой стороной и затем правой стороной, или наоборот, или помещать его на заготовку в ходе одного действия.
На фиг.5 более подробно показан эффект использования контрольного элемента 6 глубины шлифования. Пластинчатая часть 8 расположена, будучи утопленной по отношению к пластинчатым частям 12, 13. Лента 5 для шлифования, таким образом, располагается под уровнем контрольного элемента 6 глубины шлифования, в котором получают определенную глубину шлифования, которая соответствует размеру "Y", показанному на фиг.5. Таким образом, можно учесть толщину ленты 5 для шлифования.
На фиг.6 показана конструкция, позволяющая регулировать высоту части контрольного элемента 6 глубины шлифования. Таким образом, возможно, например, использовать только часть контрольного элемента 6 глубины шлифования для поддержания его на еще неотшлифованной части, например на передней стороне и на одной стороне, которую можно регулировать по отношению к части, предназначенной для опоры на уже отшлифованной поверхности.
Предпочтительно здесь используют две параллельные пластины 17, 18, соединенные друг с другом посредством, по меньшей мере, двух наклонных поверхностей 17А, 17В; 18А, 18В, и в которых наклонные поверхности упираются друг в друга. Наклонные поверхности обеспечивают преобразование горизонтального движения в вертикальное движение. Горизонтальное движение обеспечивается посредством регулировочного винта 20. Очевидно, что также доступны другие возможности установки глубины шлифования.
На фиг.7 и 8 показаны варианты выполнения контрольного элемента 6 глубины шлифования в соответствии с изобретением. Компоненты, соответствующие варианту выполнения, показанному на фиг.3, обозначены теми же ссылочными позициями. В варианте выполнения по фиг.7 пластинчатая часть 8 соединена только с U-образной пластинчатой частью 13. По сравнению с вариантом выполнения, показанным на фиг.3, плоские полоски 13А, 13В выполнены удлиненными с тем, чтобы их свободные кромки располагались, по существу, в линию со свободной кромкой пластинчатой части 8. Такой контрольный элемент 6 обеспечивает контрольные поверхности с одной стороны и спереди, и сзади ленты 5 для шлифования. Таким образом, обеспечивается возможность шлифовать до препятствия, выступающего из поверхности для шлифования, такого как стенка, стойка или плинтус.
Вариант выполнения, показанный на фиг.8, представляет контрольный элемент 6, сформированный в виде, по существу, прямоугольной пластинчатой части. Отверстия 22 выполнены в пластинчатой части 21 для пропускания через них ленты 5 для шлифования во время использования. Кроме того, для установки контрольного элемента 6, как уже указано выше, изогнутые кромки 9, 10 также используют для направления ленты 5 для шлифования. Контрольный элемент 6 обеспечивает контрольные поверхности вокруг ленты 5 для шлифования и оставляет относительно небольшой проход в двух местах 23 для установки ленты 5 для шлифования.
Хотя контрольный элемент 6 глубины шлифования, показанный на чертежах, выполнен как изогнутая металлическая пластина, такой контрольный элемент также может быть изготовлен другими способами и может быть выполнен из других материалов. Таким образом, возможно формовать контрольный элемент из пластмассы способом формования под давлением. Другой пример состоит в выполнении контрольного элемента посредством отливки из алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования | 1984 |
|
SU1253761A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
| УСТРОЙСТВО И СПОСОБ ШЛИФОВАНИЯ ПОЛОТЕН ИЗ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1999 |
|
RU2224063C2 |
| Ленточно-шлифовальный станок | 1990 |
|
SU1803307A1 |
| Ленточно-шлифовальный станок | 1985 |
|
SU1278189A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2053102C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК, ИСПОЛЬЗУЕМЫЙ, В ЧАСТНОСТИ, ДЛЯ ШЛИФОВКИ ПЛОСКИХ, ВОГНУТЫХ И ВЫПУКЛЫХ ПОВЕРХНОСТЕЙ, И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2008 |
|
RU2498893C2 |
| ВРАЩАЮЩИЙСЯ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2421323C2 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
Изобретение относится к области абразивной обработки и может быть использовано для шлифования плоских поверхностей, в частности паркета. В корпусе устройства установлены на подшипниках два ролика, выполненные с возможностью направления ленты для шлифования, и опорная структура, расположенная между роликами и предназначенная для опоры ленты для шлифования. Поверхность шлифования расположена параллельно общей внешней касательной к роликам плоскости, а область шлифования - между роликами на поверхности шлифования. Предусмотрен контрольный элемент глубины шлифования, выступающий, по меньшей мере, с одной стороны области шлифования и предназначенный для образования контрольной поверхности. Упомянутый контрольный элемент прилегает к опорной структуре и выполнен с возможностью поддержания ленты для шлифования в области шлифования. В результате обеспечивается параллельное положение контрольного элемента глубины шлифования и области шлифования ленты, что позволяет получить плоскую шлифуемую поверхность. 2 н. и 13 з.п. ф-лы, 8 ил.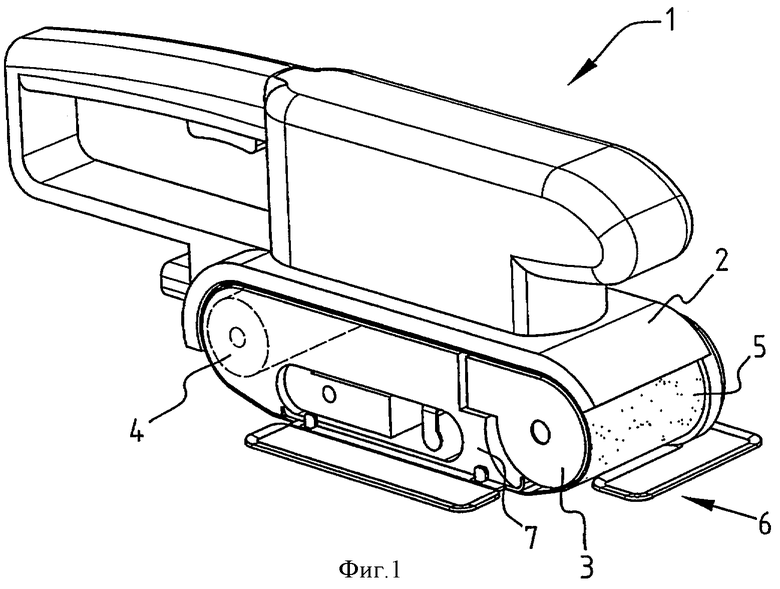
| Сталь | 1981 |
|
SU1025752A1 |
| US 3983664 А, 05.10.1976 | |||
| Ионообменная противоточная колонна | 1982 |
|
SU1137638A1 |
| Устройство для отделки | 1983 |
|
SU1196475A1 |

