Р1зобретение относится к кругло- шлифовальным станкам и может быть использовано на деревообрабатыняющих предприятиях для шлифования прямолинейных и криволинейн.1х деталей круглого сечения.
Цель изобретения - повышение качества обработки за счет установки каждого из ведомых шкивов с возможностью поворота вокруг оси, перпендикулярной оси шкива, а последнего с возможностью поворота вокруг оси ведущего шкива, при этом ленточно- шлифовальные головки подпружинены относительно друг друга, а ведомые шкивы - относительно ведущих.
В данном решении перекреищвание шлифовальных лент применяется для плавного совмещения торца шлифуемой детеши с плоскостью шлифовальной ленты. Благодаря этому исключается необходимость в использовании каких-, либо специальных механических устройств и следяпщх систем для сближения шлифовальных лент с поверхностью детали.
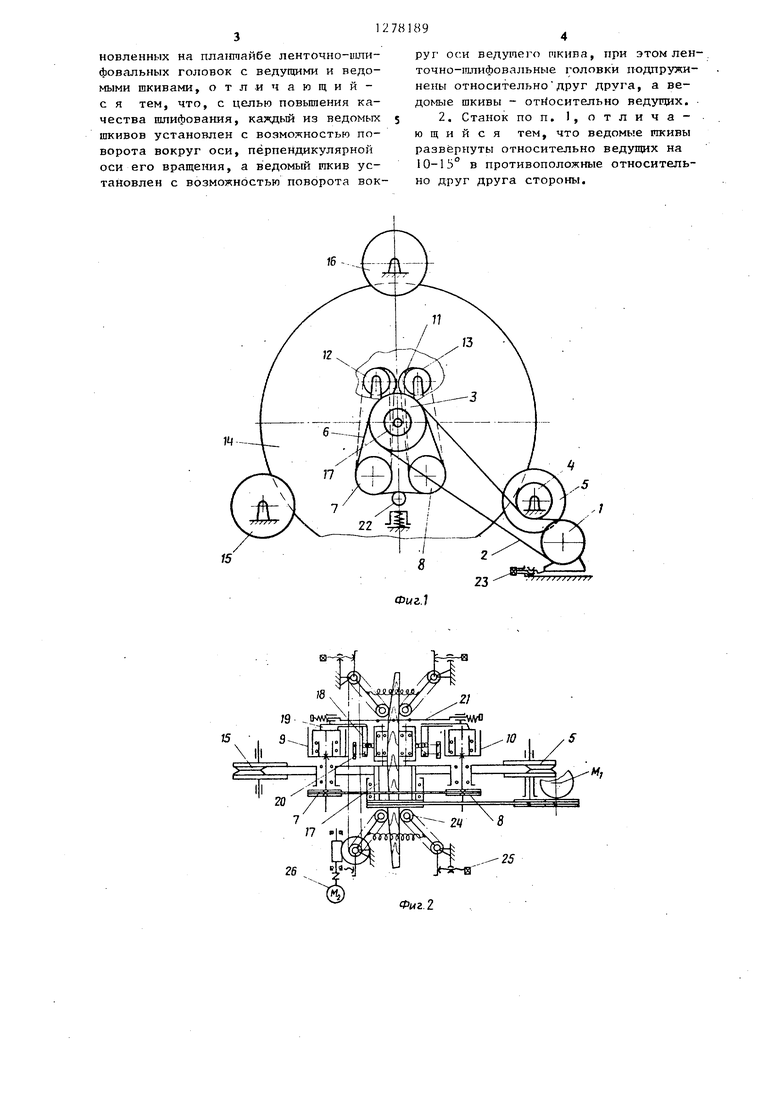
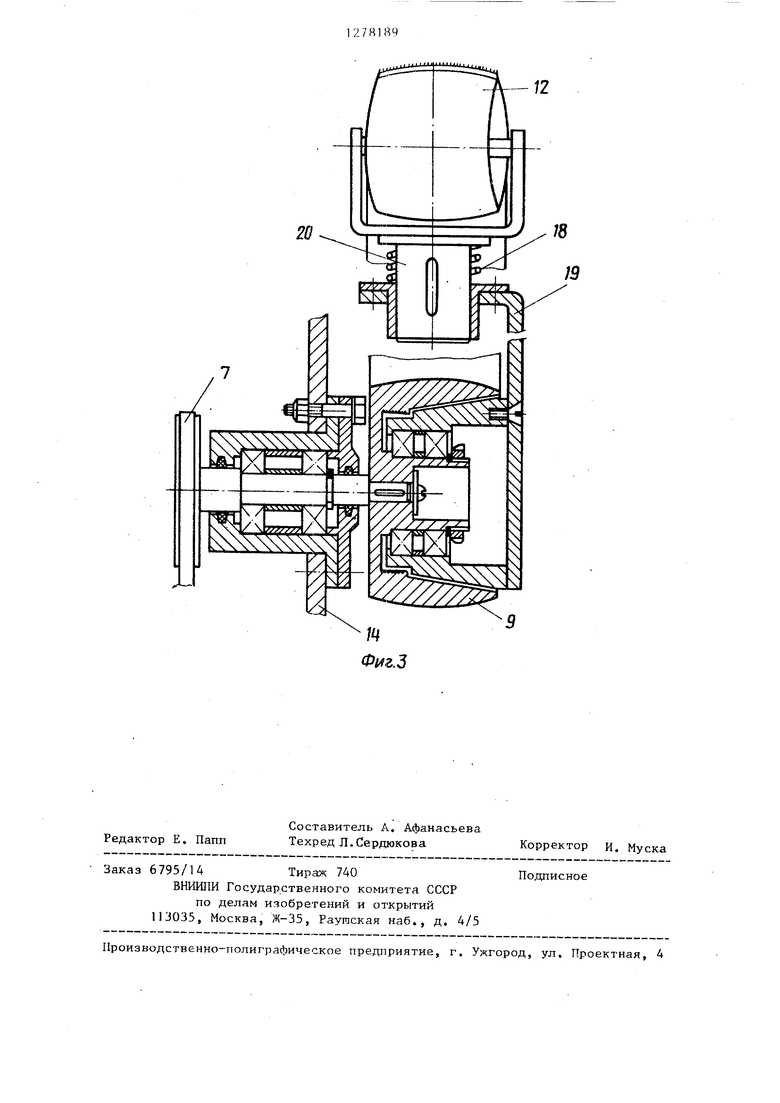
На фиг. 1 изображен станок, общий зид; на фиг. 2 - то же, вид сверху; на фиг. 3 - установка ведомого ролика.
Станок состоит из двух основных механизмов - механизма резания и ме- | ханизма подачи.
Механизм резания (ишифования) име ет отдельный электродвигатель 1, рабочий шкив которого клиноременной передачей 2 связан с центральш)1м шкивом 3 и со шкивом 4 опорного ролика 5. Центральный шкив 3 клиноременной передачей 6 соединен со шкивами 7 и 8, закрепленными на осях шлифовальных механизмов.
Соосно со шкивами 7 и 8 на другом конце указанных осей закреплены ведущие шкивы 9 и 10 шлифовальных механизмов. 1|1пифовальная лента 11 каждого шлифовального механизма базируется на соответствукшщх ведущих шкивах 9 и 10 и ведомых - 12 и 13. Ведущие шкивы 9 и 10 установлены на осях а те размещены в подишпниковых опорах, установочной базой для которых служит планшайба 14. По внешнему диаметру планшайба 14 базируется на роликах 5, 15 и 16, В центре планшайбы 14 установлена полая гильза 17 дпя прохода детали.
Ведомые шкипы подпружинены пружи- иа ми 18 относительно рычага 19. Оси вращения ведомых шкивов за счет цилиндрических направляющих 20 повернуты на 10-15 относительно осей вращения ведущих шкивов. В результате шпифовальные ленты имеют перекреш 1ва- вид. Рычаги 19 закреплены шар- нирно на осях ведущих шкивов. Рычаги 19 шлифовальных механизмов между собой связаны настроечным шарнирным механизмом 21.
Клиноременные передачи станка обеспечены натяжными устройствами 22
и 23.
Механизм подачи станка включает роликовый механизм 24 с элементами 25 настройки и электроприводом 26. Станок работает следующим образом.
Включается механизм резания. За счет ременной передачи 2 приводится во вращение центральный шкив 3 и одновременно шкив 4 опорного ролика 5, который передает движение на планшайбу 14. С центрального шкива 3 клиноременной передачей 6 вращение передается на ведущие шкивы 9 и 10, которые вместе с ведомыми шкивами 12 и 13 и гшифоБальными лентами 11 образуют два механизма резания. Вращение планшайбы 14 обеспечивает поворот ленточных механизмов резания относительно центра обрабатываемой детали, поступательное движение которой сообщает роликовый механизм 24. Ленточные механизмы резания настраиваются таким образом, что между рабочими ветвями абразивных лент устанавливается механизмом 21 расстояние
на 5-10 мм меньше диаметра обрабатываемой детали. Благодаря развороту ведомых шкивов 12 и 13 деталь входит в соприкосновение не с кромкой ленты 1 1 , а с ее средней частью, что
обеспечивает подшлифовку торцовой кромки детали.,
Применение нового устройства шлифования деталей круглого сечения не только упрощает конструкцию, но и
повышает качество обработки в результате плавного совмещения торца шлифуемой детали со шлифовальной лентой и исключает аварийный обрыв последней.
Формула изобретения
1. Ленточно-шлифовальный станок, выполненный в виде оппозитно уста
новленных на плаютайбе ленточно-иши- фовапьных головок с ведущими и ведомыми шкивами, отличающий- с я тем, что, с целью повьппения качества шлифования, каждый из ведомых шкивов установлен с возможностью поворота вокруг оси, перпендикулярной оси его вращения, а ведомый шкив установлен с возможностью поворота вокруг оси ведущего шкива, при этом лен- точно-тпифовальные головки подпружинены относительно друг друга, а ведомые шкивы - относительно ведущих.
2, Станок по п. 1, отличающий с я тем, что ведомые шкивы развёрнуты относительно ведущих на 10-15° в противоположные относительно друг друга стороны.
16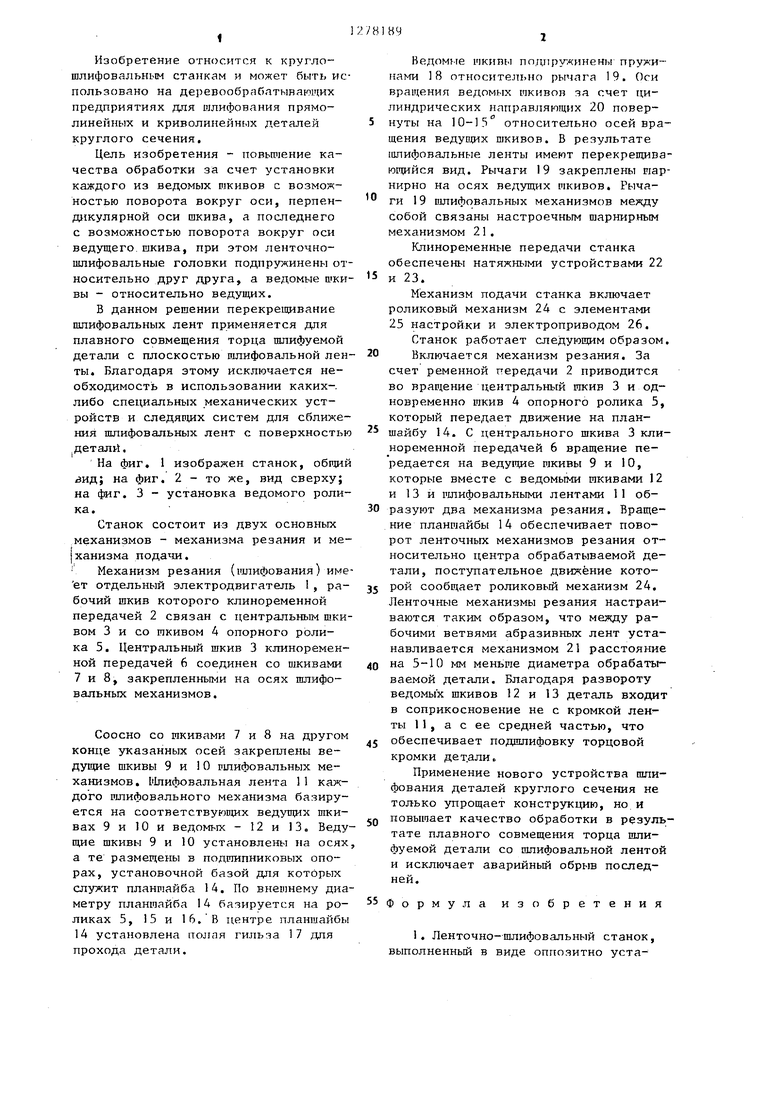
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228831C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2397060C1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Ленточно-шлифовальный станок | 1988 |
|
SU1541027A1 |
| УСТАНОВКА ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2385795C2 |
| Способ ленточного шлифования криволинейных поверхностей и устройство для его осуществления | 1985 |
|
SU1313661A1 |
| Способ шлифования | 1989 |
|
SU1604570A1 |
| Устройство для полирования трубчатых деталей | 1979 |
|
SU918043A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
Изобретение относится к области ленточного шлифования и позволяет повысить качество обработки прямоли,нейных и криволинейных деталей круглого сечения.- В ленточно-шлифоваль- ном станке, выполненном в виде оппо- зитно установленных на планшайбе ленточно-пшифовальных головок, с целью повышения качества шлифования каждый из ведомых шкивов установлен с возможностью поворота вокруг оси, перпендикулярной оси шкива, а последняя - с возможностью поворота вокруг оси ведущего шкива. При этом ленточ- но-шлифовальные головки подпружинены относител.ьно друг друга, а ведомые шкивы - относительно ведущих. I ,з.п. ф-лы, 3 ил. 00 00 со
15
26
25
Фиг. 2
-12
Редактор Е, Папп
Составитель А. Афанасьева Техред Л.Сердюкова
Заказ 6795/14 Тираж 740
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раугаская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор и. Myска
Подписное
| Патент CDIA № 3124908, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
