Изобретение относится к оборудованию для изготовления изделий из пенопласта, а именно к формам для получения крупногабаритных блоков для использования их в качестве теплоизоляции.
Цель изобретения - расширение технологических возможностей и повышение качества изделий.
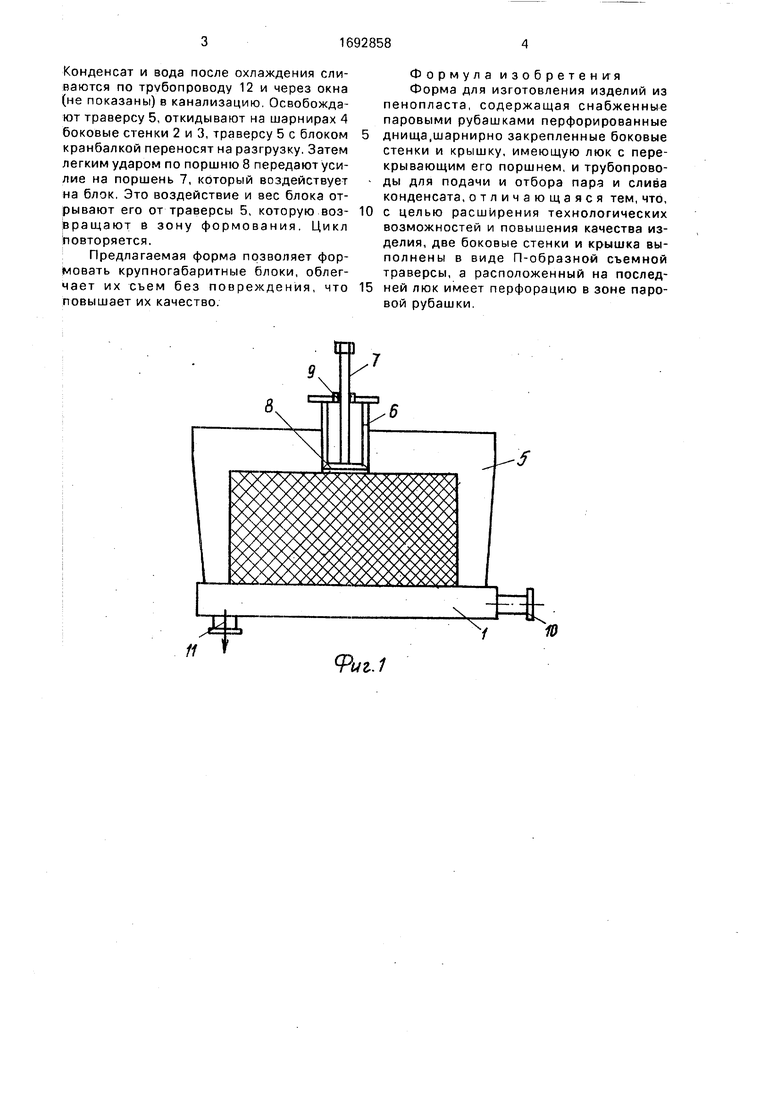
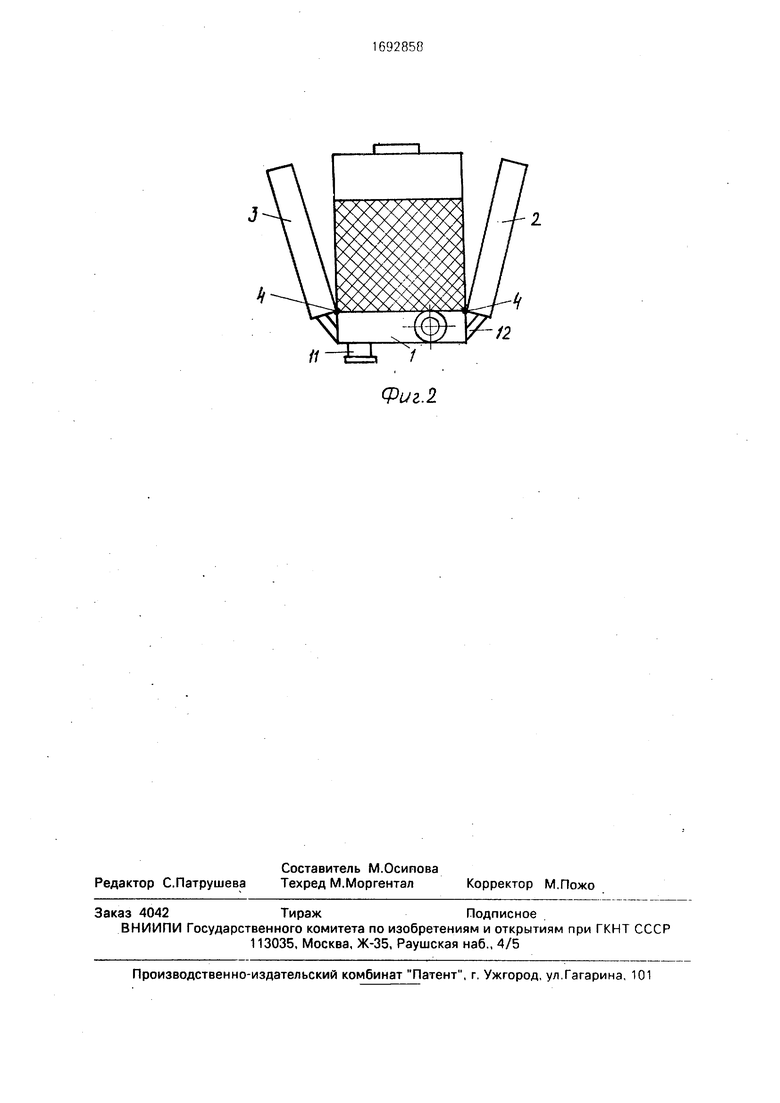
На фиг.1 и.2 показана форма, вид спереди и сбоку.
Форма для изготовления изделий из пенопласта содержит снабженные паровыми рубашками перфорированные днища 1 и откидные боковые стенки 2 и 3, соединенные между собой посредством шарниров 4, две боковые стенки и крышка выполнены в виде П-образной траверсы 5, имеющей в верхней части люк 6, вваренный в траверсу 5, выполненный с перфорацией (не показана) и обеспечивающей загрузку сырья в форму и выход отработанного пара из паровых рубашек (не показаны) формообразующих элементов. Люк 6 снабжен штоком 7 с поршнем 8 для его запирания и ограничителем 9 хода штока 7 для регулирования загрузочной щели между нижней частью люка 6 и поршнем
8. Форма трубопроводов 10 и 11 для подвода пара и для слива конденсата.
Устройство работает следующим образом.
На неподвижное днище 1. закрепленное на фундаменте, устанавливают траверсу 5, поворачивают на шарнирах 4 боковые стенки 2 и 3 до упора в стенки траверсы 5 и запирают их с помощью, например винтового соединения (не показано). С помощью ограничителя 9 хода штока 7, выполненного в виде соединения винт-гайка, опускают шток 7 с поршнем 8 в полость формы с образованием между люком 6 и поршнем щели для засыпки гранул пенопласта. Форму прогревают паром, подавая его к трубопроводу 10 в паровые рубашки днища 1, боковых стенок 2 и 3, а также траверсы 5. Засыпают в форму гранулы, закрывают люк б, снова подают пар по гибким рукавам 12, перекрытый во время загрузки. Пар проходит в межгранульное пространство, вытесняет воздух, прогревает гранулы, которые, расширяясь, спекаются в монолитный блок полистирольного пенопласта. Затем блок охлаждают в форме, например продувкой холодного воздухе или распылением воды. /
v
Ё
С
о чэ
00
ел
CD
Конденсат и вода после охлаждения сливаются по трубопроводу 12 и через окна (не показаны) в канализацию. Освобождают траверсу 5, откидывают на шарнирах 4 боковые стенки 2 и 3, траверсу 5 с блоком кранбалкой переносят на разгрузку. Затем легким ударом по поршню 8 передают усилие на поршень 7, который воздействует на блок. Это воздействие и вес блока отрывают его от траверсы 5, которую возвращают в зону формования. Цикл повторяется.
Предлагаемая форма позволяет формовать крупногабаритные блоки, облегчает их съем без повреждения, что повышает их качество.
Формула изобретения Форма для изготовления изделий из пенопласта, содержащая снабженные паровыми рубашками перфорированные
днища,шарнирно закрепленные боковые стенки и крышку, имеющую люк с перекрывающим его поршнем, и трубопрово- ды для подачи и отбора пара и слива конденсата, отличающаяся тем, что,
с целью расширения технологических возможностей и повышения качества изделия, две боковые стенки и крышка выполнены в виде П-образной съемной траверсы, а расположенный на последней люк имеет перфорацию в зоне паровой рубашки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из вспенивающихся материалов | 1986 |
|
SU1382658A1 |
| Устройство для изготовления изделий из пенопласта | 1989 |
|
SU1713830A1 |
| Форма для изготовления вспененных изделий | 1979 |
|
SU895695A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПОЛИСТИРОЛЬНЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2342252C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВСПЕНЕННОГО МАТЕРИАЛА | 1993 |
|
RU2045405C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОПОЛИСТИРОЛА | 1972 |
|
SU339426A1 |
| Устройство для изготовления изделий из пенополистирола | 1976 |
|
SU766880A1 |
| Форма для изготовления изделий из вспенивающихся материалов | 1988 |
|
SU1549777A1 |
| Автомат для изготовления изделий из пенополистирола | 1974 |
|
SU562434A2 |
| Устройство для изготовления изделий из полимерных материалов | 1981 |
|
SU1006255A1 |
Изобретение относится к оборудованию для изготовления изделий из пенопласта методом прессования. Целью изобретения является расширение технологических возможностей и повышение качества изделия. Для этого форма включает перфорированные днища, боковые стенхи и крышку, снабженные паровыми рубашками, причем две боковые стенки и крышка выполнены в виде съемной П-образной траверсы, на верхней части которой расположен люк, имеющий перекрывающий его поршень. 2 ил.
8
bf
ft
Фиг.1
ю
12
| Форма для изготовления изделий из пенопласта | 1983 |
|
SU1167023A1 |
| Солесос | 1922 |
|
SU29A1 |
