Изобретение относится к области строительства, в частности к конструкциям термопрофилей сетчатых С и П-образного поперечного сечения, используемых в качестве несущих элементов каркасов быстровозводимых зданий, кровель, фасадов и балконных стен, где необходимо исключить влияние «мостиков холода», а также к способу изготовления термопрофилей сетчатых.
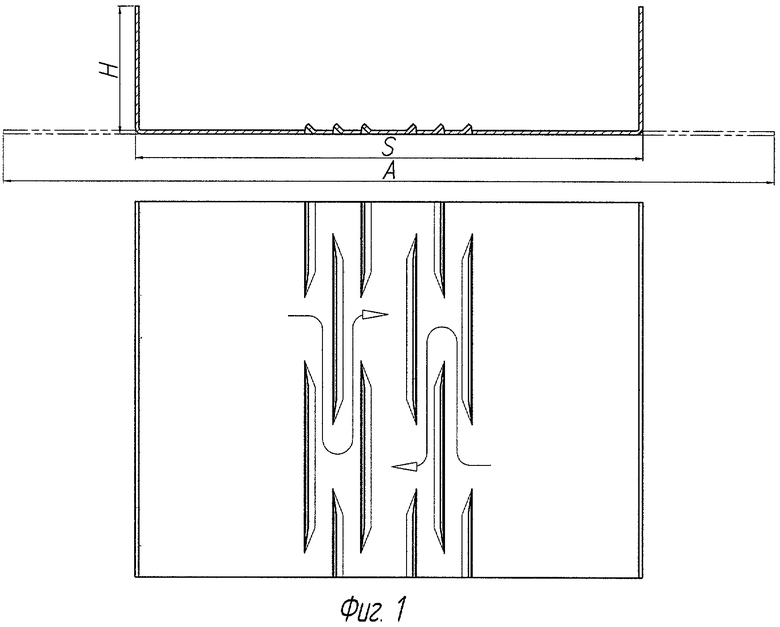
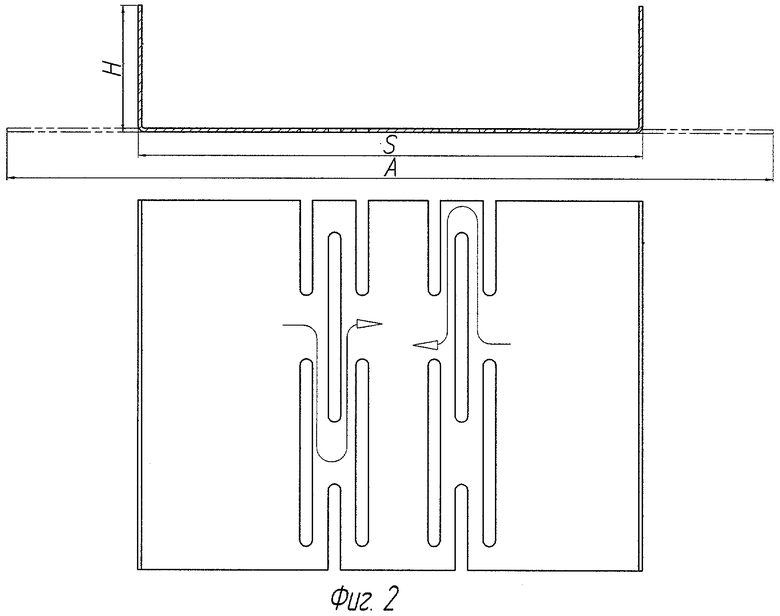
Известны термопрофили фирм «Lindab constru-tine» адрес в Интернете www.Lindab.com., «ИНСИ» адрес в Интернете www.Insi.ru., «Череповец-Профиль» адрес в Интернете www.profil 35.ru. Особенностью любого термопрофиля является наличие на его опорных элементах перфорации в виде сквозных просечек, расположенных в шахматном порядке со смещенным шагом, которые увеличивают пути прохождения тепловых потоков, уменьшая теплопроводность на 80-90% в зависимости от вида профиля.
Пробивка таких просечек, независимо от способа их получения (штампом или установкой ротационной), не влияет на ширину исходной заготовки (см. фиг.1, 2).
Технической задачей предлагаемого изобретения является создание термопрофилей сетчатых, С или П-образного поперечного сечения, которые, сохраняя геометрические характеристики Н, S и теплопроводность термопрофилей идентичного поперечного сечения, имели бы меньшую ширину исходной заготовки (ленты) в целях экономии металла.
Известен способ изготовления профиля углового сетчатого (RU №2240194 МПК 7 В21D 47/00, 5/06) который включает подачу ленты в многоклетьевой профилегибочный стан, в котором образуют перфорацию заготовки и формируют профиль. Предварительно по длине заготовки вдоль ее оси симметрии формируют продольный желоб, перфорацию заготовки образуют в виде ромбовидной сетки путем нанесения рядов продольных прорезей, равных по длине и расположенных в соседних рядах со смещением относительно друг друга на половину шага и дальнейшей вытяжкой прорезей от краев заготовки к ее центру с последовательным переходам по клетям. Профиль формируют в виде угла между сетчатыми полками профиля их последовательной подгибкой навстречу друг другу в профилегибочном стане. После формирования угла осуществляют выравнивание внешней поверхности полок профиля в дополнительной рабочей клети.
В качестве заготовки используют ленту шириной, равной длине полки в нерастянутом состоянии.
К недостатку описанного способа относится невозможность изготовления термопрофилей сетчатых С или П-образного поперечного сечения, у которых вытяжка рядов прорезей производится не от краев заготовки (ленты), а в центральной части.
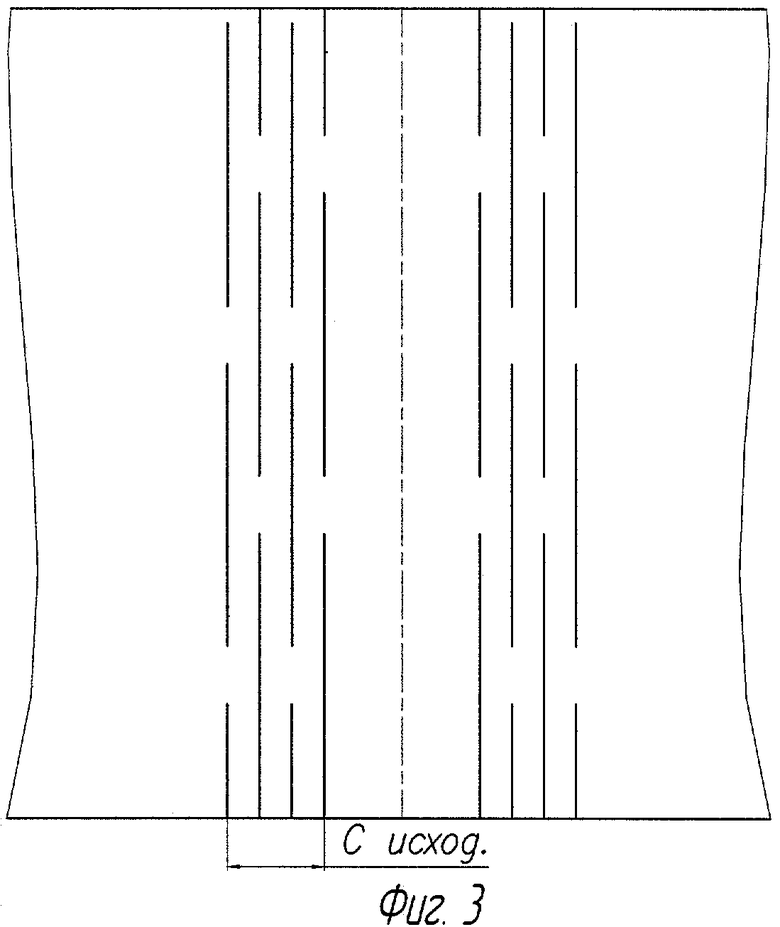
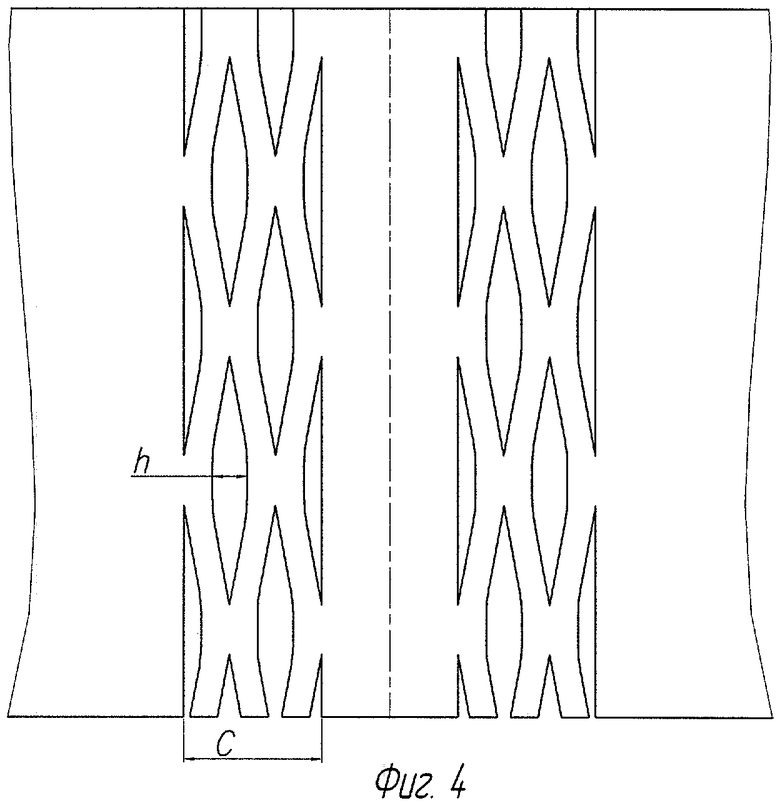
Поставленная задача решается посредством вытяжки исходной заготовки путем трансформации рядов продольных прорезей с исходной шириной «С исх.» (фиг.3) в сетчатую конструкцию с ромбовидными ячейками с заданной шириной «С» (фиг.4) за счет комплектации линии автоматической холодного профилирования станом просечным, состоящим из просечной, вытяжных и разглаживающих клетей, расположенным перед профилегибочным станом.
В заявленном способе изготовления термопрофилей сетчатых лента с разматывателя поступает в просечную клеть, в которой специальными режущими выемками верхних и нижних дисковых ножей на ее поверхность без удаления металла наносят ряды сквозных продольных прорезей, равных по длине и расположенных в шахматном порядке со смещением на половину шага, симметрично оси профилирования в центральной части заготовки.
Число рядов прорезей «n» не меньше трех по обе стороны от оси профилирования ограничено механическими свойствами конечного изделия.
Затем производится последовательная вертикальная вытяжка прорезей от крайних рядов заготовки к центру, образуя сетчатую конструкцию. Вытяжка происходит в вытяжных клетях при помощи кулачковых колес, расположенных попарно сверху и снизу, толщина которых соответствует расстоянию между рядами прорезей, а расстояние между вершинами зубьев кратно шагу прорезей. Далее в разглаживающих клетях сетчатая конструкция с помощью разглаживающих роликов, расположенных сверху и снизу, смещается от центра к краям с одновременным горизонтальным выравниванием сетчатой конструкции, при этом ячейки внутренних рядов сетчатой конструкции приобретают ромбовидную форму, а боковые - форму треугольника со скругленной вершиной. Излишки продольной вытяжки металла на перемычках между сквозными ячейками убираются за счет нанесения накатки в виде поперечных гофр в зоне растяжения.
Далее заготовка поступает в профилегибочный стан, где посредством профилирующего инструмента наладок инструментальных осуществляется последовательное непрерывное деформирование металла до получения термопрофиля сетчатого заданного поперечного сечения.
Для изготовления термопрофилей сетчатых С или П-образного поперечного сечения используется заготовка (лента) с шириной, меньшей на величину 2×(n-1)h по сравнению с термопрофилями идентичного поперечного сечения, где
«n» - число рядов прорезей по одну сторону от оси профилирования,
«h» - величина вытяжки прорези в поперечном направлении.
Изготовленные таким образом термопрофили сетчатые С или П-образного поперечного сечения имеют сетчатую стенку, у которой ячейки внутренних рядов имеют ромбовидную форму, боковые форму треугольника со скругленной вершиной, а на перемычках между ячейками нанесена накатка в виде поперечных гофр с заданным шагом (см. фиг.5).
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕТЧАТЫЙ ПРОФИЛЬ ДЛЯ КАРКАСА МЕЖКОМНАТНЫХ ПЕРЕГОРОДОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2393041C2 |
| УГОЛОК СЕТЧАТЫЙ РАВНОПОЛОЧНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2379444C1 |
| ПРОФИЛЬ МАЯЧКОВЫЙ СЕТЧАТЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2395653C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ ИЛИ СЕТЧАТОГО ПРОФИЛЯ | 2003 |
|
RU2275268C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПРОФИЛЕЙ И ЛИНИЯ АВТОМАТИЧЕСКАЯ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2337783C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
Изобретение относится к области строительства, в частности к конструкциям термопрофилей сетчатых С или П-образного поперечного сечения, используемых в качестве несущих элементов каркасов быстровозводимых зданий, кровель, фасадов и балконных стен, где необходимо исключить влияние «мостиков холода», а также к способу изготовления термопрофилей сетчатых. Задачей предлагаемого изобретения является создание термопрофилей сетчатых, которые, сохраняя геометрические характеристики и теплопроводность термопрофилей идентичного поперечного сечения, имели бы меньшую ширину исходной заготовки (ленты) в целях экономии металла. Поставленная задача решается посредством последовательной вертикальной вытяжки прорезей, нанесенных в центральной части заготовки симметрично оси профилирования, от крайних рядов заготовки к центру в вытяжных клетях, образуя сетчатую конструкцию, а далее в разглаживающих клетях сетчатая конструкция с помощью разглаживающих роликов смещается от центра к краям с одновременным горизонтальным выравниванием сетчатой поверхности, при этом на внутренних рядах ячейки сетчатой конструкции приобретают ромбовидную форму, а боковые - форму треугольника со скругленной вершиной, при этом излишки продольной вытяжки металла на перемычках между сквозными ячейками убираются за счет нанесения накатки в виде поперечных гофр в зоне растяжения. 2 з. и 2 н.п. ф-лы, 5 ил.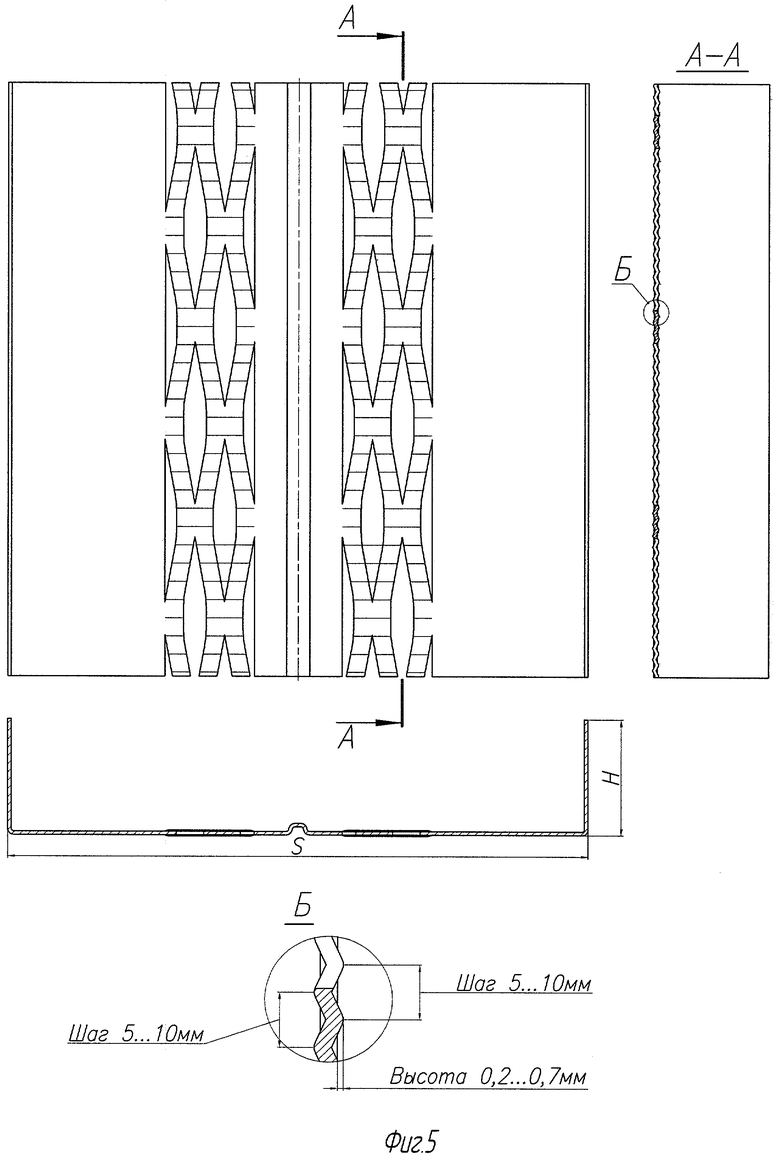
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| Устройство для определения температуры насыщенных паров жидких топлив | 1934 |
|
SU45751A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ПОЛОСОВОГО МАТЕРИАЛА | 1994 |
|
RU2078638C1 |
| Способ изготовления из полосы просечно-вытяжных сеток | 1988 |
|
SU1581427A1 |
| Способ изготовления просечно-вытяжной сетки | 1976 |
|
SU617125A1 |

