Изобретение относится к области строительства, в частности к конструкциям профилей, используемых для выравнивания и армирования угловых поверхностей, устанавливаемых под шпатлевку при отделке стеновых поверхностей, а также в качестве защиты угловых соединений от сколов и деформаций.
Известен профиль угловой сетчатый (RU №28367), состоящий из двух просечно-вытяжных полок с ромбовидными ячейками, соединенных переходным участком и ориентированных под углом 70-90° друг к другу. Каждая полка состоит из сплошного участка полосы шириной от 30 до 50% общей длины полки (длина полки от вершины угла до края) и сетчатого, расположенного за сплошным участком до края профиля. Сетчатая конструкция с ромбовидными ячейками получена путем вертикальной вытяжки симметричных относительно продольной оси прорезей, расположенных в шахматном порядке со смещением ряда на половину шага. Переходной участок в месте соединения полок имеет две параллельные стенки, сопряженные цилиндрической поверхностью с радиусом не менее 2,00 мм, обращенной выпуклостью наружу, и в сочетании со сплошными полосами образует ребро жесткости длинномерной детали профиля.
В данном профиле перемычки между ромбовидными ячейками расположены под углом к плоскости стенок переходного участка полок, что позволяет использовать его только под штукатурку при отделке стеновых поверхностей с толщиной отделочного материала до 15 мм.
Известен профиль угловой сетчатый раскатанный (RU № 69113), отличающийся от предыдущего тем, что перемычки между ромбовидными ячейками расположены в одной плоскости со стенками переходного участка полок, что позволяет использовать профиль угловой сетчатый под шпатлевку.
Недостатком данных профилей является их недостаточная жесткость, так как сетчатая поверхность приходится на края профиля и за счет этого не обеспечивается плотное прилегание сетчатой поверхности полок профиля к угловым стенам.
Известен способ изготовления сетки или сетчатого профиля (RU 2275268), включающий выполнение в заготовке рядов просечек, равных по длине и расположенных в шахматном порядке, и осуществление последующей деформации заготовки путем ее растяжения. Просечки в рядах выполняют под углом 10° к продольной оси симметрии заготовки с образованием участков сплошного металла. Растяжение заготовки осуществляют приложением пары сил к участкам сплошного металла, направленных вертикально вверх или вертикально вниз через фиксирующие парные ролики профилегибочного стана, с одновременным формированием продольных желобов или гофр на участках сплошного металла. При последовательном перемещении заготовки из клети в клеть выступы наружных диаметров верхних роликов увеличиваются, а впадины нижних соответственно уменьшаются, в результате чего ширина сетчатых участков достигает расчетной величины.
При изготовлении сетки просечки в рядах выполняют под углом до 10° к продольной оси симметрии заготовки с образованием участков сплошного металла по краям заготовки и формированием на них при растяжении заготовки продольных желобов.
При изготовлении сетчатого профиля в заготовке выполняют попарно симметричные группы рядов просечек с образованием участков сплошного металла по ее краям и между рядами. Просечки в парных рядах выполняют направленными навстречу друг другу под углом до 10° к продольной оси симметрии. При растяжении заготовки к каждому участку сплошного металла, расположенному между рядами, пары сил прикладывают по его оси симметрии с образованием на заготовке продольных гофров между рядами и продольных желобов по краям заготовки, а после завершения растяжения производят прикатку гофрированной заготовки.
Однако реализация данного способа технически сложна, так как требует сложного в проектировании и изготовлении инструмента.
Техническим результатом изобретения является устранение указанных недостатков, т.е. обеспечение необходимой жесткости и прилегания профиля, а также увеличение экономии металла за счет изменения технологии изготовления профиля.
Данный результат достигается за счет того, что сплошные полосовые участки металла в профиле угловом сетчатом расположены не в месте соединения полок, сопряженных цилиндрической поверхностью, а по краям полок, а ромбовидные ячейки сетчатой конструкция расположены под углом к продольной оси симметрии профиля и размещены между ребром жесткости и сплошным полосовым участком металла, расположенным по краям заготовки.
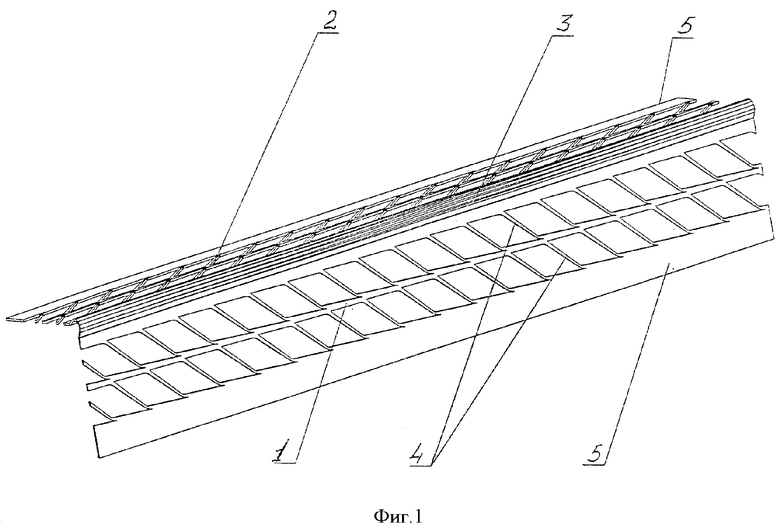
На фиг.1 представлен общий вид уголка равнополочного сетчатого.
Уголок сетчатый равнополочный, состоит из двух просечно-вытяжных полочек 1, 2 с ромбовидными ячейками, расположенных под углом 87-90° друг к другу, сопряженных цилиндрической поверхностью 3 радиусом не более 2,00 мм (ребром жесткости), обращенным выпуклостью наружу. Просечно-вытяжная полочка имеет сетчатую конструкцию с двумя рядами ромбовидных ячеек, параллельных между собой и расположенных под углом к продольной оси симметрии уголка. Ряды ромбовидных ячеек в полочках ориентированы навстречу друг другу (елочкой) относительно продольной оси.
Перемычки 4 между ромбовидными ячейками расположены в одной плоскости со сплошным полосовым участком металла 5, расположенным по краям заготовки.
Способ изготовления уголка равнополочного сетчатого (см. фиг 1) осуществляют следующим образом.
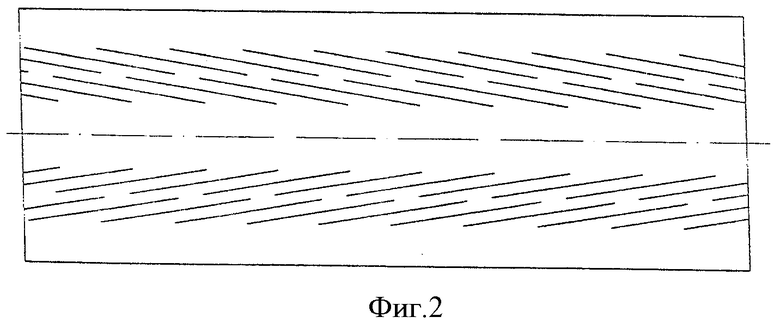
Заготовку в виде полосы с разматывателя подают в валки ротационной установки, и они между сплошными полосовыми участками металла от краев заготовки и участком сплошного металла в центральной части (см. фиг.2) наносят по два ряда просечек симметрично продольной оси и расположенных под углом к продольной оси навстречу друг другу (елочкой). Просечки в рядах одной группы параллельны между собой, равны по длине и расположены в шахматном порядке со смещением на величину шага. Далее заготовка поступает в профилегибочный стан, в котором полученные просечки растягивают в поперечном направлении до получения сетчатой конструкции заданных размеров, для чего к сплошным полосовым участкам от краев заготовки прилагают поперечно направленные усилия растяжения, затем производят выравнивание поверхности заготовки и профилирование равнополочного уголка последовательной подгибкой заготовки на заданные углы парами валков профилегибочного стана.
Фиксирование заготовки осуществляют за счет ребра жесткости сформированного в первой клети профилегибочного стана из участка сплошного металла в центральной части полосы и расположенного по оси симметрии заготовки. В следующей клети формируют симметрично расположенные гофры в виде замка по краям заготовки, которые обеспечивают ввод и удержание заготовки в валках профилегибочного стана в процессе растяжения. Все пары валков профилегибочного стана, для изготовления сетчатой поверхности, имеют одинаковую в поперечном сечении конфигурацию, но с нарастанием по диаметру, и выполнены таким образом, что выступы на одном и соответствующие ему впадины на другом идентичны контуру гофров в виде замка в заготовке, при этом они установлены симметрично оси симметрии, причем каждая последующая пара удалена от оси симметрии на величину больше предыдущей, равную отношению величины растяжки сетчатого полотна к количеству клетей, используемых в изготовлении сетчатого полотна.
После получения сетчатой конструкции осуществляют выравнивание поверхности полосовой заготовки раскатыванием контура гофров, а затем профилируют равнополочный уголок последовательной подгибкой на заданные углы заготовки парами валков профилегибочного стана. Готовый уголок сетчатый равнополочный заданной длины отрезают на установке отрезки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| ПРОФИЛЬ МАЯЧКОВЫЙ СЕТЧАТЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2395653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ ИЛИ СЕТЧАТОГО ПРОФИЛЯ | 2003 |
|
RU2275268C2 |
| СЕТЧАТЫЙ ПРОФИЛЬ ДЛЯ КАРКАСА МЕЖКОМНАТНЫХ ПЕРЕГОРОДОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2393041C2 |
| ТЕРМОПРОФИЛЬ СЕТЧАТЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2342504C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| ИНСТРУМЕНТ ДЛЯ ПРОСЕЧКИ ПОЛОСОВОЙ СТАЛИ | 1998 |
|
RU2123404C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА ПРОСЕЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2124409C1 |
Изобретение относится к области строительства, в частности к конструкциям профилей, используемых для выравнивания и армирования угловых поверхностей, устанавливаемых под шпатлевку при отделке стеновых поверхностей, а также в качестве защиты угловых соединений от сколов и деформаций. Уголок сетчатый равнополочный состоит из двух просечно-вытяжных полочек, расположенных под углом друг к другу и сопряженных цилиндрической поверхностью, обращенной выпуклостью наружу, а на каждой из полочек выполнены прорези, расположенные в шахматном порядке со смещенным шагом и образующие после вытяжки сетчатую конструкцию с ромбовидными ячейками и перемычками между ними, расположенными в одной плоскости с сплошным полосовым участком металла. Сетчатая конструкция полочки с двумя рядами ромбовидных ячеек, параллельных между собой и расположенных под углом к продольной оси симметрии уголка, размещена между ребром жесткости и сплошным полосовым участком металла от края полки. Ряды ромбовидных ячеек в полочках ориентированы навстречу друг другу (елочкой) относительно продольной оси. Перемычки между ромбовидными ячейками расположены в одной плоскости со сплошными полосовыми участками металла по краям полочек. Охарактеризован способ изготовления уголка сетчатого равнополочного. Технический результат: обеспечение необходимой жесткости и прилегания, увеличение экономии металла. 2 н.п. ф-лы, 2 ил.
1. Уголок сетчатый равнополочный, состоящий из двух просечно-вытяжных полочек, расположенных под углом друг к другу и сопряженных цилиндрической поверхностью, обращенной выпуклостью наружу, а на каждой из полочек выполнены прорези, расположенные в шахматном порядке со смещенным шагом и образующие после вытяжки сетчатую конструкцию с ромбовидными ячейками и перемычками между ними, расположенными в одной плоскости с сплошным полосовым участком металла, отличающийся тем, что сетчатая конструкция полочки с двумя рядами ромбовидных ячеек, параллельных между собой и расположенных под углом к продольной оси симметрии уголка, размещена между ребром жесткости и сплошным полосовым участком металла от края полки, а ряды ромбовидных ячеек в полочках ориентированы навстречу друг другу (елочкой) относительно продольной оси, при этом перемычки между ромбовидными ячейками расположены в одной плоскости со сплошными полосовыми участками металла по краям полочек.
2. Способ изготовления уголка сетчатого равнополочного, включающий выполнение в заготовке рядов просечек, равных по длине и расположенных в шахматном порядке и осуществление последующей деформации заготовки путем ее растяжения приложением пары сил к участкам сплошного металла, отличающийся тем, что растяжение двух рядов просечек, параллельных между собой и расположенных под углом к продольной оси симметрии заготовки осуществляют в поперечном направлении валками профилегибочного стана, при этом все пары валков профилегибочного стана, для изготовления сетчатой поверхности, имеют одинаковую в поперечном сечении конфигурацию, но с нарастанием по диаметру, и выполнены таким образом, что выступы на одном и соответствующие ему впадины на другом идентичны контуру гофр в виде замка в заготовке, при этом они установлены симметрично оси симметрии, причем каждая последующая пара удалена от оси симметрии на величину больше предыдущей, равную отношению величины растяжки сетчатого полотна к количеству клетей, используемых в изготовлении сетчатого полотна, а фиксирование заготовки в виде полосы осуществляют за счет ребра жесткости, расположенного по оси симметрии заготовки, и симметрично расположенных гофр в виде замка по краям заготовки.
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ ИЛИ СЕТЧАТОГО ПРОФИЛЯ | 2003 |
|
RU2275268C2 |
| Картофелеуборочная машина | 1931 |
|
SU28367A1 |
| Способ и устройство для определения коэффициента молярного погашения | 1945 |
|
SU69113A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ стыков ТРУБ в ЗАЩИТНЫХ ГАЗАХ | 0 |
|
SU364402A1 |
| Железобетонная балка | 1977 |
|
SU638698A1 |
| EP 1350903 A2, 08.10.2003. | |||

