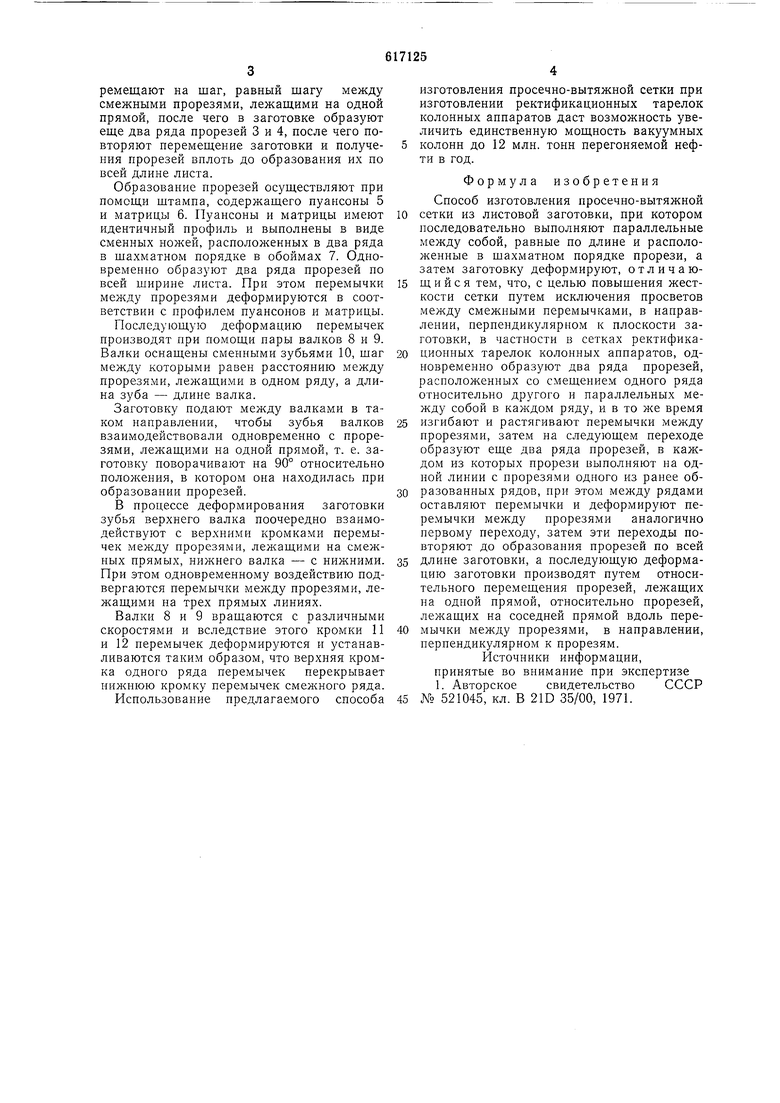
ремещают на шаг, равный шагу между смежными прорезями, лежащими на одной прямой, после чего в заготовке образуют еще два ряда прорезей 3 и 4, после чего повторяют перемещение заготовки и получения прорезей вплоть до образования их по всей длине листа.
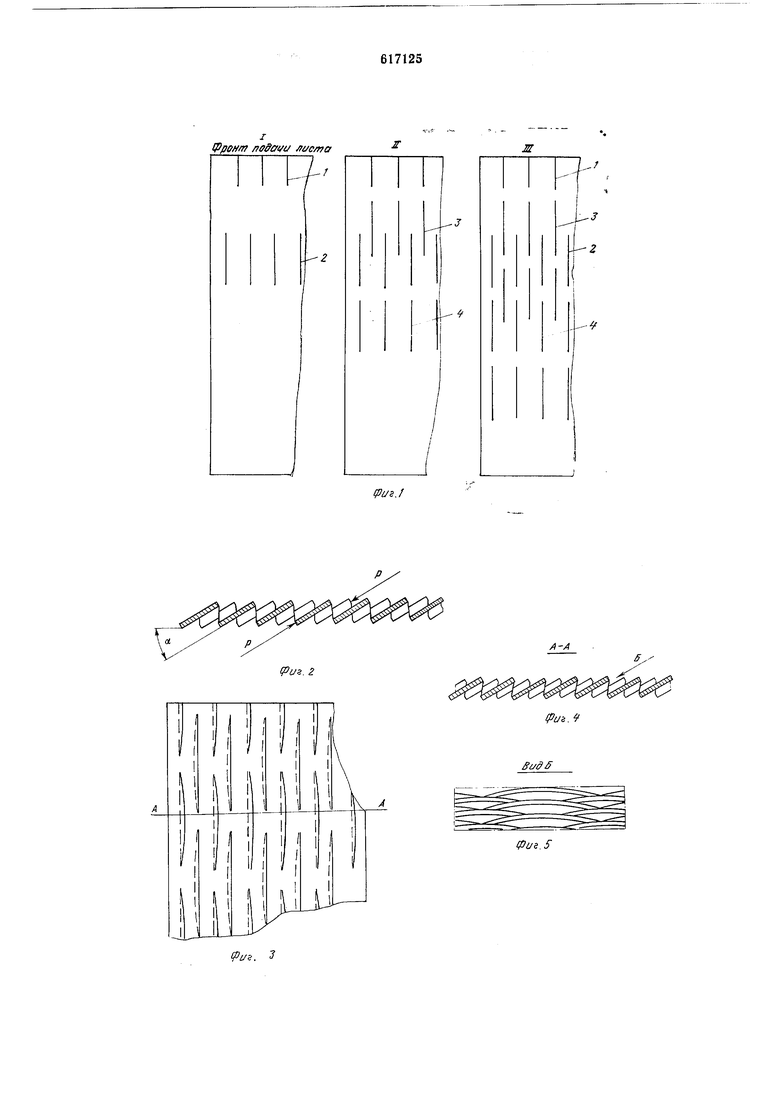
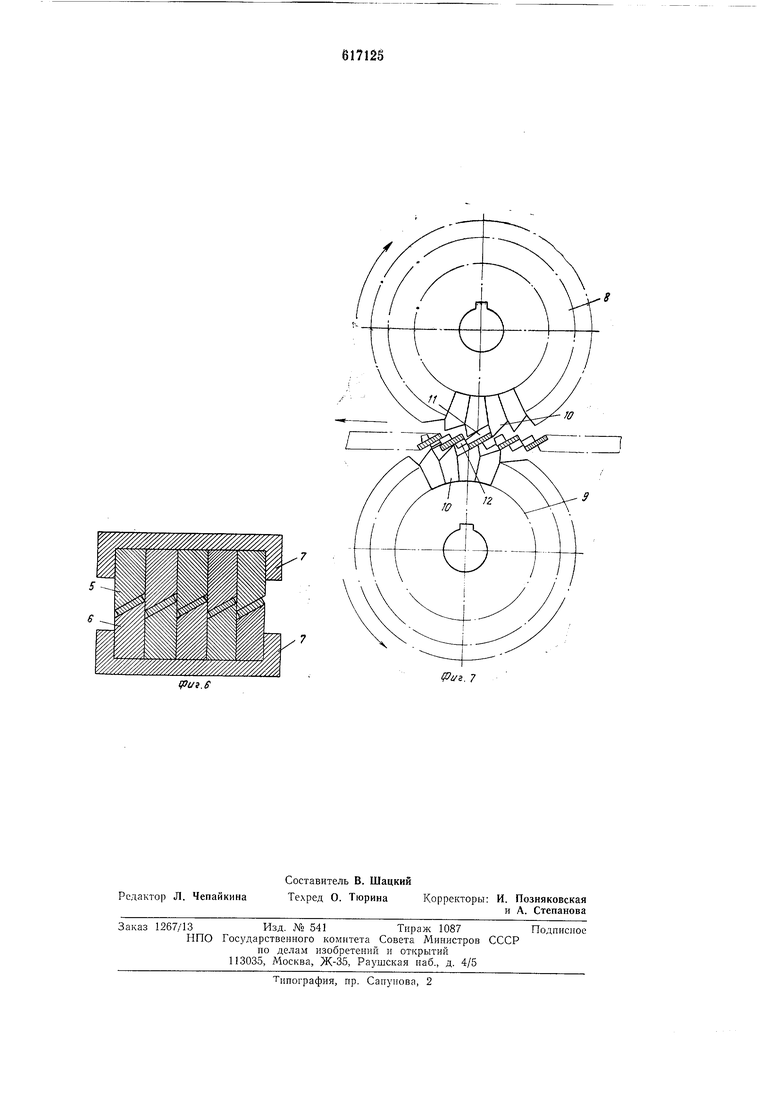
Образование прорезей осуществляют при помощи штампа, содержащего пуансоны 5 и матрицы 6. Пуансоны и матрицы имеют идентичный профиль и выполнены в виде сменных ножей, расположенных в два ряда в шахматном порядке в обоймах 7. Одновременно образуют два ряда прорезей по всей ширине листа. При этом перемычки между прорезями деформируются в соответствии с профилем пуансонов и матрицы.
Последующую деформацию перемычек производят при помощи пары валков 8 и 9. Валки оснащены сменными зубьями 10, шаг между которыми равен расстоянию между прорезями, лежащими в одном ряду, а длина зуба - длине валка.
Заготовку подают между валками в таком направлении, чтобы зубья валков взаимодействовали одновременно с прорезями, лежащими на одной прямой, т. е. заготовку поворачивают на 90° относительно положения, в котором она находилась при образовании прорезей.
В процессе деформирования заготовки зубья верхнего валка поочередно взаимодействуют с верхними кромками перемычек между прорезями, лежащими на смежных прямых, нижнего валка - с нижними. При этом одновременному воздействию подвергаются перемычки меледу прорезями, лежащими на трех прямых линиях.
Валки 8 и 9 вращаются с различными скоростями и вследствие этого кромки 11 и 12 перемычек деформируются и устанавливаются таким образом, что верхняя кромка одного ряда перемычек перекрывает нижнюю кромку перемычек ряда.
Использование предлагаемого способа
изготовления просечно-вытяжной сетки при изготовлении ректификационных тарелок колонных аппаратов даст возможность увеличить единственную мощность вакуумных колонн до 12 млн. тонн перегоняемой нефти в год.
Формула изобретения
Способ изготовления просечно-вытяжной
сетки из листовой заготовки, при котором последовательно выполняют параллельные между собой, равные по длине и располол енные в шахматном порядке прорези, а затем заготовку деформируют, отличающийся тем, что, с целью повышения жесткости сетки путем исключения просветов между смежными перемычками, в направлении, перпендикулярном к плоскости заготовки, в частности в сетках ректификационных тарелок колонных аппаратов, одновременно образуют два ряда прорезей, расположенных со смещением одного ряда относительно другого и параллельных между собой в ряду, и в то время
изгибают и растягивают перемычки между прорезями, затем на следующем переходе образуют еще два ряда прорезей, в каждом из которых прорези выполняют на одной линии с прорезями одного из ранее образованных рядов, при этом между рядами оставляют перемычки и деформируют перемычки между прорезями аналогично первому переходу, затем эти переходы повторяют до образования прорезей по всей
длине заготовки, а последующую деформацию заготовки производят путем относительного перемещения прорезей, лежащих на одной прямой, относительно прорезей, лежащих на соседней прямой вдоль перемычки между прорезями, в направлении, перпендикулярном к прорезям.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 521045, кл. В 21D 35/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1998 |
|
RU2146179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ ИЛИ СЕТЧАТОГО ПРОФИЛЯ | 2003 |
|
RU2275268C2 |
| Штамп для обработки листового материала | 1990 |
|
SU1748906A2 |
| Способ изготовления из листового материала сетки и штамп для его осуществления | 1983 |
|
SU1630842A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2198758C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ПОЛОСОВОГО МАТЕРИАЛА | 1994 |
|
RU2078638C1 |
| УГОЛОК СЕТЧАТЫЙ РАВНОПОЛОЧНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2379444C1 |
| ТЕРМОПРОФИЛЬ СЕТЧАТЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2342504C1 |
tPUi.Z
A-A
IT
Pui.
fuz. 7
IpUi.f
IPuz. 7
