Изобретение относится к машиностроению, в частности к изготовлению полых деталей из трубных заготовок, например, сильфонов.
Цель изобретения - улучшение качества деталей типа сильфонов за счет повышения равномерности утонения.
На фиг. 1 изображено устройство для реализации способа и заготовка на стадии первоначального формирования гофр; на
шейся системы за счет уменьшения неуравновешенности от жидкости.
Пример 1. Изготовляют сильфон со сле- дуюш,ими размерами: наружный диаметр гофра мм; внутренний диаметр гофра мм, толшина стенки гофра 0,3 мм; материал заготовки имеет предел текучести кгс/мм.
Формовку осуществляют при частоте вращения 20000 об/мин. При формовке осафиг. 2 - заготовка в случае последо- ю живают заготовку, увеличивая частоту вательного перемещения элементов матрицывращения до 22000 об/мин,
(после перемещения одной матрицы).
Устройство для реализации способа состоит из оправки i и матрицы, состоящей из неразъемного барабана 2, выполненного с направляющими шлицами 3, и 15 секций 4, выполненных с диаметральным разъемом и шлицами 5, где установлена заготовка 6.
Способ осуществляется следующим образом.20 качество получаемых деталей, особенно при Заготовку 6 помещают в матрицу, сек-изготовлении труб со швом по образую- ции 4 которой обеспечивают предотвращение радиального перемещения участков, соответствующих впадинам гофр и бортиков.
Затем заготовку закрепляют в оправке 1 25 и приводят во вращение, при этом участки между секциями растягиваются в тангенциальном направлении, образуя волны. После формовки волн последовательно перемещают секции 4 вдоль оси заготовки при увеличении частоты вращения оправки 1. Увеличение частоты вращения заготовки приводит к возникновению тангенциальных напряжений по всему диску, равных пределу текучести материала. При этом происходит одновременное пластическое деформирование всех участков гофр, поэтому тол- 35 чивают предотвращение радиального переме- щина стенок гофра получается более пос-щения второго конца и участков, сооттоянной.ветствующих впадинам гофр, а после оконЗаготовка может быть заполнена за-чания формовки обеспечивают принудительполнителем, например жидкостью, шарика-ную осадку трубы при одновременном увеми, резиноподобным материалом. Заполнение 40 личении скорости вращения, заготовки заполнителем обеспечивает сниже-2. Способ по п. 1, отличающийся
ние частоты вращения заготовки, требуемойтем, что до начала вращения трубную
для формования гофр, за счет дополнитель- заготовку заполняют наполнителем, ных сил, приложенных к заготовке со сто-3. Способ по пп. 1 и 2, отличаюроны наполнителя. Заполнение заготовки щийся тем, что трубную заготовку запол- жидкостью во время разгона заготовки поз- 45 няют жидкостным наполнителем на началь- воляет снизить уровень вибрации вращаю- ной стадии вращения.
30
При изготовлении сильфона с теми же размерами с наполнителем - водой слоем 5 мм, - начальная частота вращения более 11500 об/мин, конечная 15700 об/мин.
Предлагаемый способ изготовления полых деталей из труб позволяет по сравнению с известными повысить производительность (в случае изготовления многослойных деталей) , выход годной продукции .и улучщить
щей, а также упростить оборудование, применяемое при изготовлении.
Формула изобретения
1. Способ изготовления полых деталей, преимущественно многослойных сильфонов, из трубных заготовок, включающий неподвижное крепление одного конца трубной заготовки и формовку трубной заготовки путем нагружения ее стенки силами инерции при высокоскоростном в.ращении относительно оси, отличающийся тем, что, с целью улучшения качества деталей типа сильфонов за счет повышения равномерности утонения, перед формовкой обеспешейся системы за счет уменьшения неуравновешенности от жидкости.
Пример 1. Изготовляют сильфон со сле- дуюш,ими размерами: наружный диаметр гофра мм; внутренний диаметр гофра мм, толшина стенки гофра 0,3 мм; материал заготовки имеет предел текучести кгс/мм.
Формовку осуществляют при частоте вращения 20000 об/мин. При формовке оса живают заготовку, увеличивая частоту вращения до 22000 об/мин,
качество получаемых деталей, особенно при изготовлении труб со швом по образую-
При изготовлении сильфона с теми же размерами с наполнителем - водой слоем 5 мм, - начальная частота вращения более 11500 об/мин, конечная 15700 об/мин.
Предлагаемый способ изготовления полых деталей из труб позволяет по сравнению с известными повысить производительность (в случае изготовления многослойных деталей) , выход годной продукции .и улучщить
качество получаемых деталей, особенно при изготовлении труб со швом по образую-
чивают предотвращение радиального переме- щения второго конца и участков, соот
щей, а также упростить оборудование, применяемое при изготовлении.
Формула изобретения
1. Способ изготовления полых деталей, преимущественно многослойных сильфонов, из трубных заготовок, включающий неподвижное крепление одного конца трубной заготовки и формовку трубной заготовки путем нагружения ее стенки силами инерции при высокоскоростном в.ращении относительно оси, отличающийся тем, что, с целью улучшения качества деталей типа сильфонов за счет повышения равномерности утонения, перед формовкой обеспе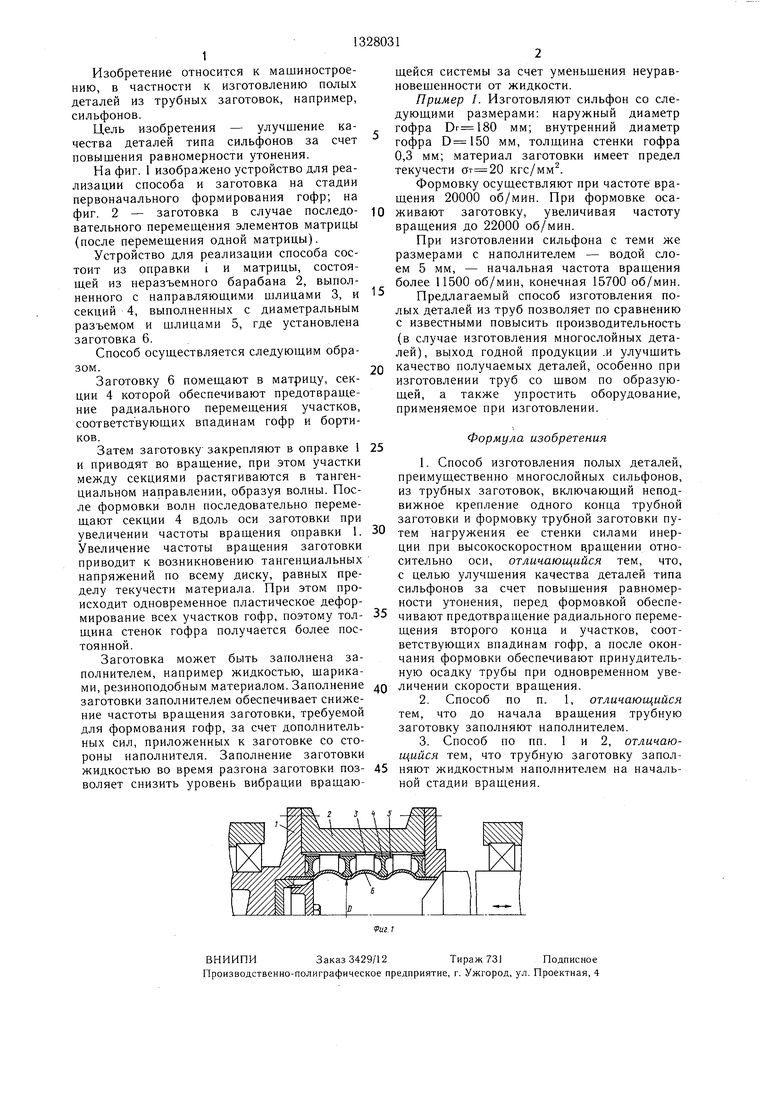
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОСОБОТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ СИЛЬФОНОВ | 2006 |
|
RU2343033C2 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| Способ изготовления металлических сильфонов | 1985 |
|
SU1292870A1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| Сильфон и способ его изготовления | 1990 |
|
SU1742558A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 2007 |
|
RU2341348C2 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению полых деталей из трубных заготовок, например сильфонов. Целью изобретения является повышение качества деталей, особенно многослойных сильфонов, за счет повышения равномерности утонения. Заготовку помещают в матрицу, секции (С) 4 которой обеспечивают предотвращение радиального перемещения участков, соответствующих впадинам гофр и бортиков. Затем заготовку закрепляют в оправке 1 и приводят во вращение вокруг оси. Участки заготовки между С 4 растягиваются в тангенциальном направлении, образуя волны. После формовки волн последовательно перемещают С 4 вдоль оси заготовки при увеличении частоты вращения оправки 1. При этом происходит одновременное пластическое деформирование всех участков гофр. Заготовка может быть заполнена заполнителем для снижения скорости вращения оправки 1. Заполнение заготовки заполнителем во время ее разгона позволяет снизить уровень вибрации оправки и заготовки 2 з. п. ф-лы, 2 ил. Ф (Л GO ND 00 о со cpuzZ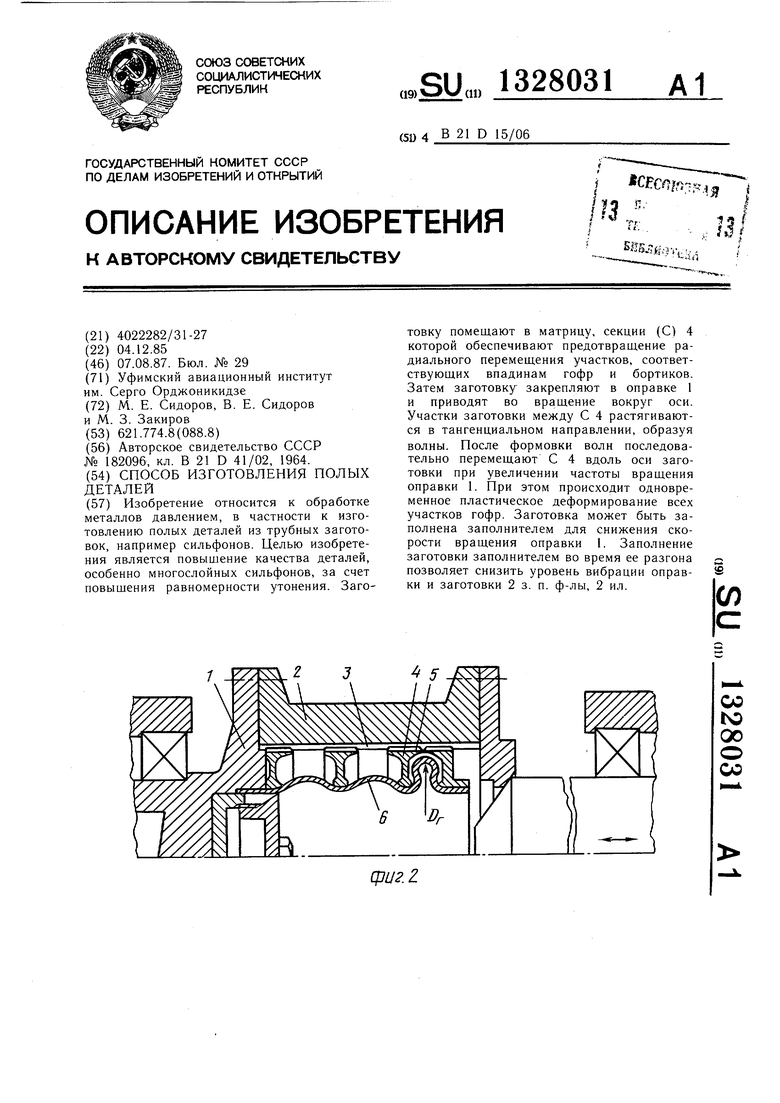
ВНИИПИЗаказ 3429/12Тираж 731Подписное
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ДИСКОВ | 0 |
|
SU182096A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
