Предпосылки к созданию изобретения
Область использования изобретения
Варианты выполнения, приведенные в качестве примеров в данном описании, в целом, относятся к аппаратам для электродуговой сварки, включающим такие, в которых для выполнения операции сварки используют сварочный пистолет и механизм подачи расходуемой сварочной электродной проволоки к сварочному пистолету. Более конкретно, варианты выполнения, приведенные в качестве примеров в данном описании, относятся к узлу заземления механизма подачи сварочной проволоки. Представленные варианты выполнения находят особенно широкое применение в качестве переносных приводных машин для электродуговой сварки (или в переносных приводных машинах), часто используемых в случаях, когда не рассчитывают на то, что расположение места выполнения операции сварки будет оставаться постоянным, например, при выполнении операций сварки в местах, которые изменяются ежедневно, или операций сварки, выполняемых на больших площадях на одной рабочей площадке. При этом следует иметь в виду, что варианты выполнения, приведенные в качестве примеров в данном описании, могут быть также использованы и в других подобных применениях.
Предшествующий уровень техники
Приводные машины для электродуговой сварки, в принципе, хорошо известны. Обычно в аппаратах для электродуговой сварки электрический ток от источника питания пропускают между электродом и обрабатываемой деталью. Часто электрод представляет собой непрерывную электродную проволоку, которая поступает от источника электродной проволоки, например, бобины или барабана, и пропускается через точку контакта или пистолет, расположенные на ее пути, к месту, где ее расплавляют и накладывают на обрабатываемую деталь. Механизмы подачи проволоки часто используют для подачи электродной проволоки, предпочтительно - в согласованном и контролируемом режиме, к сварочному пистолету для использования ее в операции сварки. Механизмы для подачи сварочной проволоки могут быть выполнены в нескольких видах, каждый из которых оптимизируют согласно требованиям для конкретного применения. Обычная классификация механизмов подачи проволоки включает: роботизированные механизмы подачи проволоки, переносные механизмы подачи проволоки, тянущие механизмы подачи проволоки и волочильные механизмы подачи проволоки.
Переносные механизмы подачи проволоки часто используют в тех случаях, когда предполагают, что расположение места выполнения операции или операций сварки, скорее всего, будет меняться или не будет всегда оставаться постоянным (например, на верфях). К таким случаям могут быть отнесены, например, операции сварки, выполняемые в местах, изменяемых ежедневно, или операции сварки, выполняемые на больших площадях на одной рабочей площадке. Примеры переносных механизмов подачи проволоки, в общем, описаны в следующих патентах США: № 4665300, зарегистрированном на имя Bellefleur; № 6213375, зарегистрированном на имя Rybicki; № 4508954, зарегистрированном на имя Kroll; № 6225596, зарегистрированном на имя Chandler; № 5410126, зарегистрированном на имя Miller; № 5836539, зарегистрированном на имя Grimm; № 6705563, зарегистрированном на имя Luo, которые включены в данную заявку путем ссылки.
Предпочтительно, переносные механизмы подачи проволоки обеспечивают подачу сварочной электродной проволоки для выполнения соответствующих операций сварки в режиме, в значительной мере подобном тому, который имеет место при использовании обычного стационарного механизма подачи проволоки. Осуществление такого процесса часто является более сложной задачей при использовании переносного механизма подачи проволоки, так как этот механизм, скорее всего, подвергают повторяющимся перемещениям и используют в условиях, которые могут меняться в широких пределах, причем по большей части условия могут быть неблагоприятными (достаточно жесткими). В противоположность этому, обычные стационарные механизмы подачи проволоки часто используют в контролируемых и неизменных условиях на месте выполнения работ, например, в цеху или на заводе. В дополнение к тому, что переносной механизм подачи проволоки должен выполнять те же операции, которые выполняются при использовании стационарного механизма подачи проволоки, предпочтительно, чтобы переносной механизм подачи проволоки был компактным и легким, чтобы его можно было легко перемещать и использовать на ограниченных по размерам рабочих площадях. К другим желательным характеристикам переносных механизмов подачи проволоки относятся прочность и долговечность.
В одном обычно сварочном устройстве переносной механизм подачи проволоки присоединен к удаленно расположенному источнику питания посредством одного или большего числа кабелей. Механизм подачи проволоки дополнительно присоединен к сварочному пистолету посредством направляющего рукава. В моторизованной питающей системе механизма подачи проволоки используют ролики для продвижения, или разматывания, сварочной электродной проволоки от источника подачи проволоки (часто - катушки) через направляющий рукав к сварочному пистолету. С этой целью направляющий рукав может содержать внутреннюю трубку для пропуска проволоки от подающего механизма к пистолету, в дополнение к электропроводке для электропитания (например, цепи управления) пистолета. Направляющий рукав может дополнительно, но не обязательно, содержать каналы для подачи защитного газа к пистолету и/или для циркуляции охлаждающей жидкости через пистолет или для подачи ее к пистолету.
По одному или большему числу кабелей подают электрический ток от источника электропитания к моторизованной системе подачи и цепи управления механизма подачи проволоки, а также сварочный ток. Источник электропитания, заземленный на обрабатываемую деталь, которая подвергается сварке, подает сварочный ток по проводникам к электродной проволоке для генерирования сварочной дуги между пистолетом (из которого выступает часть электродной проволоки) и обрабатываемой деталью. Более конкретно, с помощью пускового устройства на пистолете можно, при приведении его в действие, замкнуть переключатель, посредством которого установить контактор механизма подачи проволоки в режим подачи сварочного тока к электродной проволоке и таким образом начать операцию сварки.
При подаче электроэнергии от источника электропитания к механизму подачи проволоки моторизованной системы подачи и цепи управления подающего механизма должно быть предусмотрено заземление. С этой целью механизм подачи проволоки иногда снабжают проводом, идущим к свариваемой детали, выполненным обычно в форме проволоки, выступающей от стороны механизма подачи проволоки (часто ориентированной приблизительно перпендикулярно относительно обрабатываемой детали, на которую опирается механизм подачи проволоки) с зажимом, или фиксатором, на ее конце для присоединения, с возможностью отсоединения, к обрабатываемой детали. В альтернативном варианте выполнения провод, идущий к свариваемой детали, может быть снабжен магнитным заземляющим зажимом для присоединения, с возможностью отсоединения, к обрабатываемой детали. Присоединением, с возможностью отсоединения, провода, идущего к свариваемой детали, завершают замыкание силовой цепи. Это означает, что энергия, подаваемая к механизму подачи проволоки моторизованной системы подачи и цепи управления подающего механизма, заземлена, и таким образом создана силовая цепь. В альтернативном варианте выполнения устройства один из кабелей, проложенных между механизмом подачи проволоки и источником электропитания, может содержать соответствующий провод, чтобы механизм подачи проволоки можно было заземлять через источник электропитания (то есть чтобы силовую цепь, содержащую систему подачи и цепь управления механизма подачи проволоки, можно было замыкать через источник электропитания). К сожалению, для этого требуется отдельный дополнительный кабель помимо кабеля, по которому подают сварочный ток к механизму подачи проволоки.
Один недостаток механизма подачи проволоки, содержащего провод, присоединяемый к свариваемой детали, в цепи заземления механизма подачи проволоки заключается в том, что иногда указанный провод неудобно расположен с точки зрения его присоединения к обрабатываемой детали. Этот фактор и/или желание обеспечить большую мобильность механизма подачи проволоки (где перемещение механизма подачи проволоки ограничено длиной провода, присоединяемого к свариваемой детали), приводят к решению, при котором механизмы подачи проволоки снабжают проводами, присоединяемыми к свариваемой детали, с относительно большой длиной. Обеспечение провода, присоединяемого к свариваемой детали, большой длиной приводит к нежелательному увеличению количества кабелей и пучков кабелей, скапливающихся на рабочей площадке. Механизмы подачи проволоки без указанных проводов, присоединяемых к свариваемой детали, описанные со ссылкой на альтернативный вариант выполнения устройства, упомянутый выше, требуют использования дополнительного кабеля между источником электропитания и механизмом подачи проволоки. Как и в случае использования провода, присоединяемого к свариваемой детали, при котором требуется дополнительный кабель, также нежелательно увеличивается общее количество кабелей и пучков кабелей, скапливающихся на рабочей площадке, в дополнение к нежелательной необходимости оператору выполнять дополнительные присоединения кабелей.
Краткое описание изобретения
Согласно одному аспекту изобретения предлагается переносной механизм подачи электродной проволоки и сварочного тока для выполнения операции сварки. Более конкретно, согласно данному аспекту изобретения механизм подачи проволоки содержит вход, электрически соединенный с источником электропитания, и выход, электрически соединенный с входом, для приема сварочного тока, подаваемого на вход от источника электропитания, и для подачи сварочного тока и электродной проволоки для выполнения операции сварки через направляющий шланг. Механизированная система подачи проволоки содержит двигатель и тянущий ролик, приводимый от двигателя, для направления электродной проволоки от источника проволоки к выходу для подачи электродной проволоки через направляющий рукав для выполнения операции сварки. Ток для питания моторизованной системы подачи проволоки отбирают от сварочного тока, проходящего от входа к выходу. Узел заземления контактирует без прикрепления с обрабатываемой деталью, подвергаемой операции сварки, для обеспечения электрического заземления по отношению к энергии, отбираемой от сварочного тока и направляемой непосредственно к обрабатываемой детали.
Согласно другому аспекту изобретения предложен механизм подачи электродной проволоки. Более конкретно, согласно данному аспекту изобретения механизм подачи электродной проволоки содержит корпус, электрически соединенный с источником электропитания для приема сварочного тока от него и обеспечения энергией, которую отбирают от сварочного тока, корпуса. Источник электропитания заземляют, присоединяя его к обрабатываемой детали, подвергаемой операции сварки. Направляющий рукав пропущен от корпуса до места выполнения операции сварки. Выход расположен в корпусе для подачи сварочного тока, получаемого от источника электропитания для выполнения операции сварки, по направляющему рукаву. Узел заземления выступает от стороны или поверхности корпуса непосредственно к обрабатываемой детали, и с его помощью реализуется электрическое заземление по отношение к энергии, отбираемой от сварочного тока, подаваемого к корпусу.
Согласно еще одному аспекту изобретения предложен механизм подачи расходуемой электродной проволоки к сварочному пистолету. Более конкретно, согласно данному аспекту изобретения механизм подачи проволоки содержит корпус, в котором имеется узел заземления, соединяемый без прикрепления с соответствующей обрабатываемой деталью для заземления корпуса посредством формируемой электрической цепи. Узел заземления выступает от корпуса, от его стороны, обращенной к соответствующей обрабатываемой детали. Направляющая трубка для проволоки выступает из корпуса для направления расходуемой электродной проволоки к сварочному пистолету. Входным кабелем корпус электрически соединен с соответствующим источником электропитания для получения от него тока соответствующего напряжения для формирования электрической дуги. Тянущий механизм присоединен к корпусу для вытягивания проволоки по направляющей трубке к пистолету. Электроэнергию для продвигающего механизма отбирают от тока для формирования электрической дуги и формируют цепь посредством узла заземления.
Краткое описание чертежей
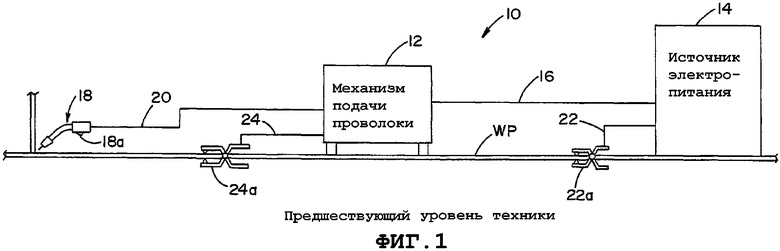
На Фиг.1 изображен схематический вид установки электродуговой сварки, содержащей механизм подачи проволоки, заземляемый путем присоединения к обрабатываемой детали посредством провода или кабеля;
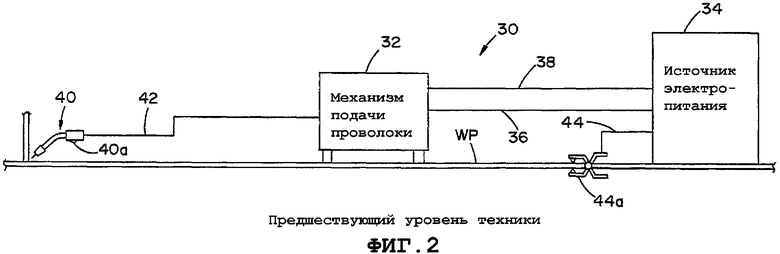
на Фиг.2 - схематический вид установки для электродуговой сварки, содержащей механизм подачи проволоки, заземляемый путем присоединения к обрабатываемой детали посредством дополнительного кабеля, соединенного с источником электропитания сварочного аппарата, заземленным на обрабатываемую деталь;
на Фиг.3 - схематический вид установки для электродуговой сварки, содержащей механизм подачи проволоки, заземленный посредством соединения с обрабатываемой деталью через заземляющий элемент согласно одному примерному варианту осуществления;
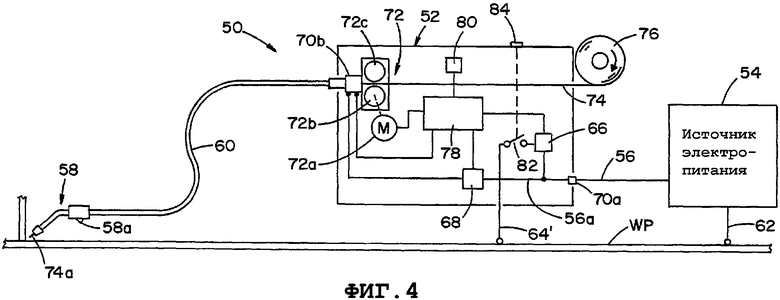
на Фиг.4 - схематический вид аппарата для электродуговой сварки, представленного на Фиг.3, на котором показаны компоненты механизма подачи сварочной проволоки и электрические соединения, относящиеся к этому механизму;
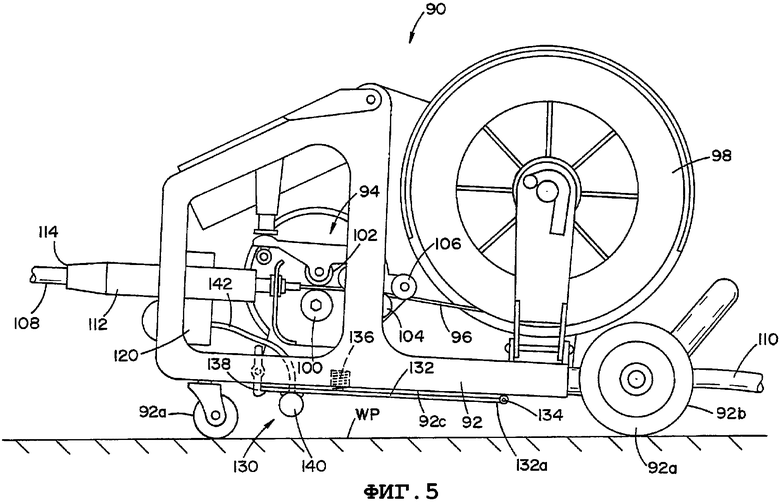
на Фиг.5 - вид сбоку переносного механизма подачи проволоки, в качестве которого может служить механизм подачи проволоки, представленный на Фиг.3, содержащий заземляющий элемент, изображенный в отведенном назад положении;
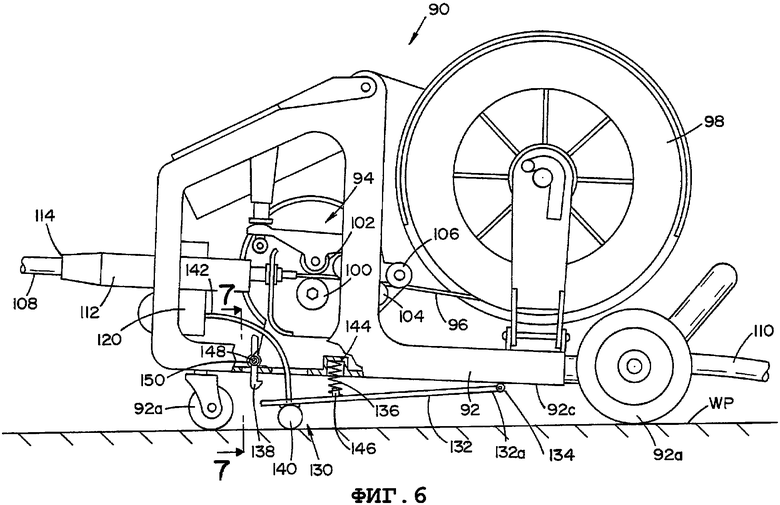
на Фиг.6 - вид сбоку (частично в разрезе) переносного механизма подачи проволоки, представленного на Фиг.5, с заземляющим элементом, изображенным в выступающем положении контакта;
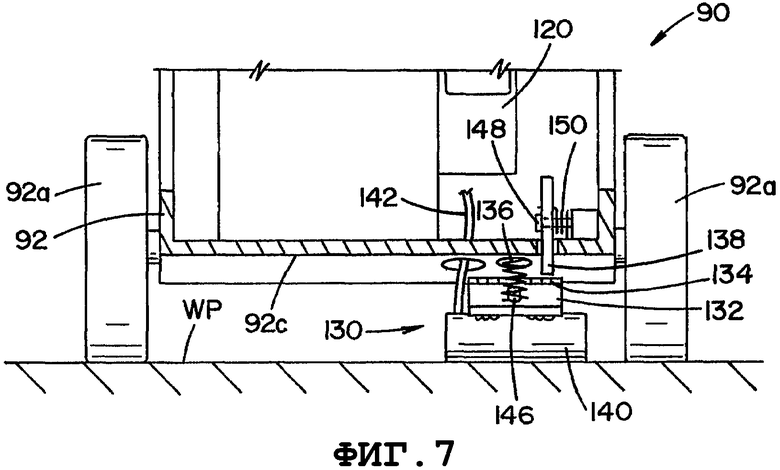
на Фиг.7 - поперечный разрез 7-7 на Фиг.6 переносного механизма подачи проволоки;
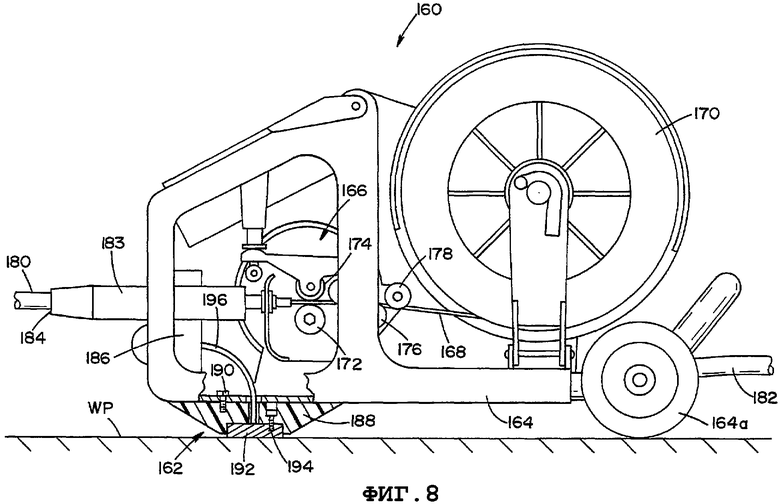
на Фиг.8 - вид сбоку (частично в разрезе) переносного механизма подачи проволоки, содержащего альтернативный вариант исполнения заземляющего элемента согласно другому примерному варианту осуществления;
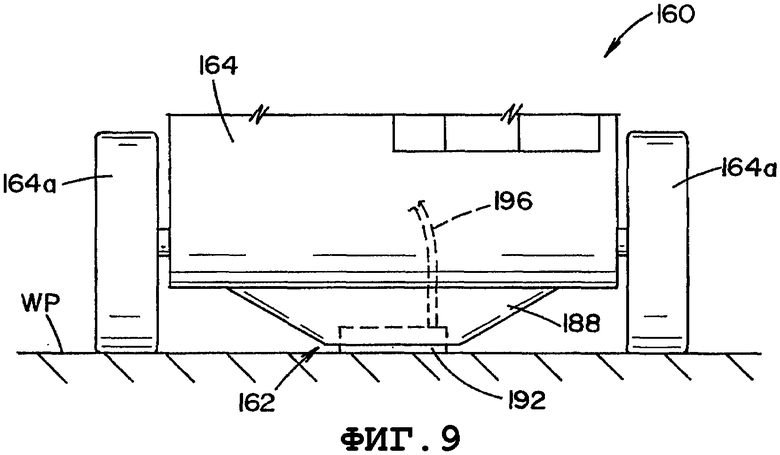
на Фиг.9 - вид сзади переносного механизма подачи проволоки, представленного на Фиг.8;
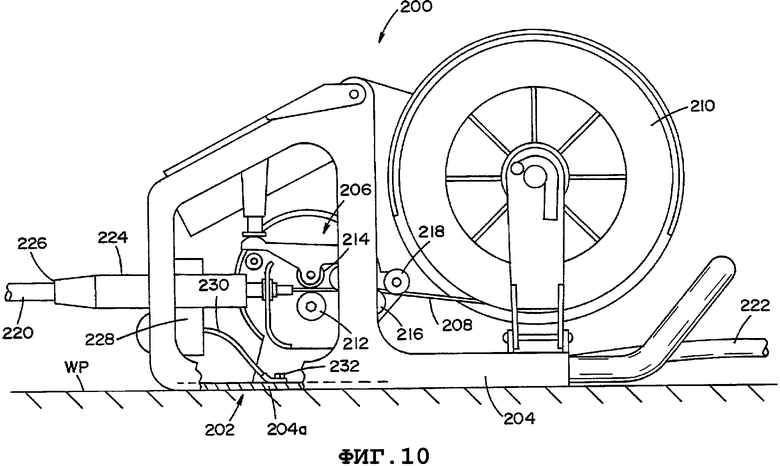
на Фиг.10 - вид сбоку (частично в разрезе) переносного механизма подачи проволоки, содержащего другой альтернативный вариант выполнения заземляющего элемента согласно еще одному другому примерному варианту осуществления.
На Фиг.1 схематически изображена установка для электродуговой сварки, или система для электродуговой сварки, в общем обозначенные позицией 10. Сварочный аппарат 10 содержит механизм 12 подачи проволоки, который может быть переносным механизмом подачи проволоки, соединенный с источником 14 электропитания посредством входного кабеля 16 (или электродного проводника). В показанном сварочном аппарате 10 сварочный ток подают к механизму 12 подачи проволоки посредством входного кабеля 16, а энергию для моторизованной системы подачи (не показана) и цепи управления (не показана) отбирают от этого сварочного тока. Таким образом, механизм 12 подачи проволоки питают током с напряжением дуги (или сварочным током), подаваемым от источника 14 электропитания по входному кабелю 16 (то есть нет отдельного кабеля или проводника для подачи энергии от источника 14 электропитания к механизму 12 подачи проволоки).
Как известно и понятно специалисту в данной области техники, механизм 12 подачи проволоки дополнительно соединен со сварочным пистолетом 18 посредством направляющего рукава 20. Моторизованную систему 12 подачи проволоки используют для регулируемого продвижения, или вытягивания, сварочной электродной проволоки (не показана) по направляющему рукаву 20 к сварочному пистолету 18. Как показано, источник 14 электропитания может быть заземлен (то есть электрически соединен) с обрабатываемой деталью WD посредством рабочего проводника, или кабеля, 22, идущего от источника электропитания. Кабель 22 обычно содержит фиксатор, или зажим, 22a, с помощью которого можно прикреплять кабель, с возможностью отсоединения, к обрабатываемой детали WP. При соединенном цепью заземления источнике 14 электропитания с обрабатываемой деталью WP пусковое устройство 18a пистолета может быть приведено в действие для выборочной подачи сварочного тока, подводимого к механизму 12 подачи проволоки и к проволоке, пропускаемой через направляющий рукав 20, и для генерирования сварочной дуги между пистолетом 18 (а более точно, между частью электродной проволоки, выступающей из пистолета) и обрабатываемой деталью WP. Пусковое устройство 18a можно также использовать для приведения в действие моторизованной системы 12 подачи проволоки для подачи расходуемой электродной проволоки к пистолету 18.
Как известно и понятно специалисту в данной области техники, цепь управления механизма подачи проволоки можно использовать для:
- управления моторизованной системой подачи;
- определения и представления на дисплее измерений, относящихся к сварочному току, например, представления напряжения тока для генерирования дуги, подаваемого к пистолету 18;
- выборочного соединения сварочной проволоки с источником 14 электропитания и подачи сварочного тока к ней, например, через контактор и/или
- обеспечения возможности использования пускового устройства 18a для введения в действие контактора механизма 12 подачи проволоки. Для замыкания силовой цепи тока, пропускаемого через и обеспечивающего энергией механизированную питающую систему, и/или цепь управления, механизм 12 подачи проволоки заземляют путем соединения с обрабатываемой деталью посредством рабочего проводника, или кабеля, 24 механизма подачи проволоки, который, подобно кабелю 22, содержит фиксатор, или зажим, 24a, с помощью которого можно прикреплять или присоединять, с возможностью отсоединения, кабель 24 к обрабатываемой детали WP. Таким образом энергию, которую отбирают от сварочного тока и используют для питания энергией различных компонентов механизма 12 подачи проволоки (например, моторизованной системы подачи и цепи управления подающего механизма), заземляют посредством рабочего проводника 24. В необязательном варианте исполнения кабель управления (не показан) может быть проведен между источником 14 электропитания и механизмом 12 подачи проволоки для передачи управляющих сигналов между источником электропитания и механизмом подачи проволоки.
На Фиг.2 схематически изображена другая известная установка для электродуговой сварки, или система, 30, содержащая механизм 32 подачи проволоки, который может быть переносным механизмом подачи проволоки, присоединенным к источнику электропитания 34 посредством входного кабеля 36 (или электродного проводника). Таким образом, как и при использовании сварочного аппарата 10, представленного на Фиг.1, сварочный ток подают к механизму 32 подачи проволоки посредством входного кабеля 36. Однако, в отличие от сварочного аппарата 10, сварочный аппарат 30 снабжают энергией для моторизованной системы подачи (не показана) и цепи управления механизма подачи проволоки, передаваемой посредством кабеля 38, проведенного между источником электропитания 34 и механизмом 32 подачи проволоки, отдельно от входного кабеля 36. Хотя по кабелю 38 можно передавать управляющие сигналы между источником электропитания 34 и механизмом 32 подачи проволоки (подобно тому, как это делают, используя необязательный кабель управления в сварочном аппарате 10), кабель 38 дополнительно содержит электрические линии (например, положительную и отрицательную), благодаря которым можно передавать энергию к подающему механизму для питания его моторизованной системы подачи и других электронных блоков и можно ее заземлять через источник электропитания 34. В данном аппарате замыкание силовой цепи, содержащей моторизованную систему подачи и цепь управления подающего механизма, выполнено посредством кабеля 38 и, следовательно, для механизма 32 подачи проволоки не требуется производить непосредственное заземление иным способом путем соединения с обрабатываемой деталью (в отличие от подающего механизма 12 сварочного аппарата 10), но требуется дополнительный кабель и соответствующее присоединение кабеля между механизмом подачи проволоки и источником электропитания.
Моторизованная система подачи и цепь управления механизма 32 подачи проволоки могут быть в остальном подобны аналогичным устройствам механизма 12 подачи проволоки. Кроме того, подобно механизму 12 подачи проволоки, механизм 32 подачи проволоки дополнительно присоединен к сварочному пистолету 40 посредством направляющего рукава 42, и источник электропитания 34 может быть заземлен (то есть электрически присоединен к обрабатываемой детали WP) через источник электропитания посредством рабочего проводника, или кабеля, 44, который может содержать фиксатор, или зажим, 44a, с помощью которого можно прикреплять или присоединять, с возможностью отсоединения, кабель 44 к обрабатываемой детали WP. При соединенном цепью заземления источнике электропитания 34 с обрабатываемой деталью WP пусковое устройство 40a пистолета может быть приведено в действие для выборочной подачи сварочного тока к механизму 32 подачи проволоки и к проволоке, пропускаемой через направляющий рукав 20, и для генерирования сварочной дуги между пистолетом 18 (а более точно, между выступающей частью электродной проволоки) и обрабатываемой деталью WP. Также пусковое устройство 40a может быть использовано для приведения в действие моторизованной системы подачи механизма 32 подачи проволоки для подачи расходуемой электродной проволоки к пистолету 40.
На Фиг.3 изображен аппарат, или система, 50 для электродуговой сварки, выполненный согласно одному примерному варианту осуществления изобретения. Сварочный аппарат 50 содержит механизм 52 подачи проволоки, соединенный с удаленно расположенным источником электропитания 54 посредством входного кабеля 56 (или электродного проводника). Через входной кабель 56 от источника электропитания 54 подают сварочный ток к механизму подачи проволоки. Как описано более подробно ниже, механизм 52 подачи проволоки может быть переносным механизмом подачи проволоки, отдельно питаемым током с напряжением для генерирования дуги (или сварочным током), подаваемым от источника электропитания 54. В альтернативном варианте осуществления механизм подачи проволоки (или его корпус) может быть выполнен в форме тянущего механизма подачи проволоки или механизма подачи проволоки какого-нибудь другого типа, отдельно питаемого током с напряжением для генерирования дуги, подаваемым через входной кабель, присоединенный к источнику электропитания. Подобно подающим механизмам 12, 32 в известных аналогах, сварочный пистолет 58 присоединен к механизму 52 подачи проволоки посредством направляющего рукава 60, благодаря которому можно выполнять операцию сварки в конкретном месте. В показанном варианте выполнения пистолет 58 направляют для создания пересекающегося соединения между обрабатываемой деталью WP и дополнительной обрабатываемой деталью SWP.
Источник электропитания 54, который может быть источником переменного тока или источником постоянного тока и может быть оснащен какой-либо управляющей системой, которая может потребоваться (не показана на Фиг.3), электрически присоединен (или заземлен) к обрабатываемой детали WP посредством рабочего кабеля, или проводника, 62, идущего от источника электропитания. Кабель 62 может содержать фиксатор, или зажим, 62a, с помощью которого можно прикреплять или присоединять, с возможностью отсоединения, кабель 62 к обрабатываемой детали WP. Показанный механизм 52 подачи проволоки содержит рабочий проводник, или узел, 64 (показанный в виде части, составляющей и/или выступающей от стороны, или поверхности, 52a корпуса, или рамы, 52a механизма подачи проволоки /в показанном схематически варианте исполнения/, расположенной против обрабатываемой детали WP) для электрического соединения (или заземления) механизма подачи проволоки и его корпуса 52a с обрабатываемой деталью WP. Как описано далее подробно, пусковое устройство 58a пистолета может быть приведено в действие для регулируемой подачи сварочного тока к механизму 52 подачи проволоки и к проволоке (74 на Фиг.4), пропускаемой через направляющий рукав 60, и генерирования сварочной дуги между пистолетом 58 (а более точно, между выступающей частью 74a электродной проволоки, выступающей из и/или удерживаемой посредством пистолета 58) и обрабатываемой деталью WP.
Механизм 52 (см. дополнительно Фиг.4) подачи проволоки содержит вход 70a, электрически соединенный с источником электропитания 54 входным кабелем 56 для приема сварочного тока (то есть тока с напряжением для генерирования дуги) от источника электропитания. Ток для моторизованной системы 72 подачи механизма 52 подачи проволоки и цепи управления механизма подачи проволоки отбирают от сварочного тока, подаваемого от источника электропитания 54, и (в показанном варианте исполнения) пропускают через преобразователь тока 66 (например, выпрямитель). Оставшийся потенциал 56a (или сварочный ток) направляют через контактор 68 к выходу 70b механизма 52 подачи проволоки.
Таким образом, выход 70b электрически соединяют (выборочно) с входом 70a для приема сварочного тока, подаваемого на вход от источника электропитания, и для подачи сварочного тока для осуществления операции сварки через направляющий рукав 60. Ток, отбираемый от сварочного тока и пропускаемый через преобразователь тока 66, используют для энергопитания моторизованной системы 72 подачи и другой цепи управления механизма 52 подачи проволоки. Как хорошо известно специалистам в данной области техники, моторизованная система 72 подачи содержит двигатель 72a и подающие ролики 72b, 72c для выборочного продвижения, или вытягивания, электродной проволоки 74 от источника подачи проволоки, например, бобины 76, к выходу 70b и, через направляющий рукав 60, к сварочному пистолету 58. Выход 70b дополнительно используют для подачи проволоки 74 через направляющий шланг 60 для осуществления операции сварки.
Другая цепь управления может содержать, например, монтажную плату или контроллер, 78, посредством которых можно принимать и направлять ток от преобразователя тока 66 и направлять и принимать сигналы для введения в действие механизма 52 подачи проволоки. С помощью контроллера 78 можно, например, управлять контактором 68 для выборочного направления сварочного тока 56a с входа 70a на выход 70b; управлять двигателем 72a моторизованной системы подачи; управлять дисплеем 80 (на который могут быть, например, выведены данные о напряжении дуги) и так далее. Обычно контроллер 78 электрически соединен с пусковым устройством 58a пистолета через выход 70b и направляющий рукав 60 и дополнительно электрически соединен с контактором 68 и двигателем 72a таким образом, чтобы при поступлении управляющего сигнала от пускового устройства 58a (при нажатии на пусковое устройство), контроллер 78 приводит в действие двигатель 72a (и, таким образом, моторизованную систему 72 подачи) и приводит в действие контактор 68 для подачи сварочного тока с входа 70a на выход 70b, в результате чего контактор электрически соединяется с проволокой 74.
Для завершения замыкания соответствующих силовых цепей источник электропитания 54 соединяют цепью заземления с обрабатываемой деталью WP посредством проводника 62, а преобразователь тока 66 механизма 52 подачи проволоки соединяют цепью заземления с обрабатываемой деталью посредством узла заземления 64 (показан на Фиг.4 как проводник 64'), таким образом обеспечивая заземление моторизованной системы 72 подачи и другой цепи управления (например, монтажной платы 78, дисплея 80 и так далее) механизма 72 подачи проволоки. Как описано более подробно ниже, узел заземления 64 соединяют без прикрепления (например, без механического, магнитного прикрепления или приклеивания связующим) с обрабатываемой деталью WP, подвергаемой операции сварки, для создания путем непосредственного соединения с обрабатываемой деталью WP электрического заземления по отношению к току, отбираемому от сварочного тока. Хотя это не показано в варианте осуществления, кабель управления можно, но не обязательно, протягивать между источником электропитания 42 и механизм 40 подачи проволоки. Такой кабель управления можно использовать для передачи управляющих сигналов, например, между источником 54 электропитания и подающим механизмом 52.
Переключатель 82 может быть, но не обязательно, установлен для прерывания замкнутой цепи отбираемого тока и заземления через обрабатываемую деталь WP (то есть для выборочного прерывания тока, отбираемого от сварочного тока для питания подающего механизма). В одном варианте осуществления переключатель расположен между преобразователем тока 66 и узлом 64 заземления (или проводником 64'). Конкретно, как показано на чертеже, переключатель 82 может быть расположен между преобразователем 66 тока и обрабатываемой деталью WP, и непосредственно выше по потоку от узла 64 заземления для выборочного заземления тока, отбираемого от сварочного тока. Переключатель 82 может содержать механизм 84 введения в действие, установленный на корпусе подающего механизма, для переключения его оператором. Переключатель 82 может быть переведен в первое положение, при котором ток, отбираемый от сварочного тока, прерывают путем электрического отсоединения узла 64 заземления от обрабатываемой детали WP, и во второе положение, при котором узел 64 заземления электрически соединяют с обрабатываемой деталью WP.
Переносной механизм 90 подачи проволоки (см. дополнительно Фиг.5), в качестве которого можно использовать механизм 52 подачи проволоки, представленный на Фиг.3 и 4, содержит (в изображенном виде) узел заземления 130, выполненный согласно одному примерному варианту осуществления. Как описано более подробно ниже, узел 130 заземления используют для заземления электрических компонентов механизма 90 подачи проволоки путем соединения с обрабатываемой деталью WP. Как показано на чертеже, переносной механизм 90 подачи проволоки может содержать раму, или корпус, 92, которая может быть изготовлена из листового металла, и может содержать колеса 92a (в показанном варианте исполнения колеса 92a содержат одно или большее число вращаемых передних колес) для повышения мобильности механизма подачи проволоки.
Механизм 90 подачи проволоки дополнительно содержит механизм 94 продвижения проволоки, соединенный с корпусом 92, для перемещения проволоки 96 от источника 98 проволоки к сварочному пистолету (не показан, но может быть подобным сварочному пистолету 58, представленному на Фиг.3 и 4).
В показанном варианте исполнения источник 98 подачи проволоки представлен в виде бобины для проволоки, на которую намотана проволока 96. Механизм 94 продвижения проволоки содержит множество роликов 100, 102, 104, 106, в число которых входят прижимные ролики 100, 102 для размотки проволоки 96 с катушки 98 и направления (то есть продвижения, или протягивания, вперед) проволоки в направляющую трубку 108 для проволоки. С помощью направляющей трубки 108 регулируемым образом направляют продвигаемую проволоку, представляющую собой электрод, к сварочному пистолету. Более подробное описание механизма 94 продвижения проволоки и устройств для выпрямления проволоки, часто используемых вместе, не приведено, так как эти механизмы, в общем, известны в данной области техники.
Механизм 90 подачи проволоки присоединен к источнику электропитания (не показан, но может быть использован источник электропитания 54, представленный на Фиг.3 и 4) посредством силового шнура, или кабеля, 110, также называемого в данном описании, электродным проводником. Подающий механизм 90, а более точно, корпус 92 подающего механизма, может содержать вход (подобный входу 70a) (хотя он не показан), к которому может быть присоединен силовой кабель 110. Силовой кабель 110 используют для электрического соединения механизма 90 подачи проволоки с источником электропитания, и по нему передают ток большой силы к механизму подачи проволоки и, в конечном счете, к пистолету, присоединенному к механизму подачи проволоки. Кабель 110 дополнительно используют для передачи тока к подающему механизму 90 для питания моторизованной системы подачи (то есть для механизма 94 продвижения проволоки) и/или для питания различных средств управления подающего механизма, например, описанных со ссылками на механизм 52 подачи проволоки, представленный на Фиг.3 и 4).
Более конкретно, как и в механизме 52 подачи проволоки, описанном выше, энергию для питания подающего механизма 90 отбирают от тока большой силы, передаваемого к подающему механизму по электродному проводнику 110. В необязательном варианте исполнения предусмотрен кабель управления (не показан) для отдельного соединения механизма 90 подачи проволоки с источником электропитания для передачи управляющих сигналов между источником электропитания и механизмом 90 подачи проволоки. Даже при таком устройстве кабеля управления ток для питания продвигающего механизма 94 подающего механизма и цепи управления подающего механизма все равно отбирают от электрода, к которому передают энергию по входному кабелю 110. В любом из этих описанных устройств изображенный подающий механизм 92 может функционировать при широком диапазоне напряжений, например, 34-50 В переменного тока или 40 В постоянного тока.
Электродная головка 112 (см. Фиг.5) (также называемая в данном описании выходом механизма подачи проволоки) выступает вперед от механизма 94 продвижения проволоки, и с ее помощью можно обеспечивать электрическое соединение между источником подачи сварочного тока и местом операции сварки. Более конкретно, электродная головка 112 прикреплена к раме 92 и содержит выход 114, присоединенный к направляющей трубке 108 для проволоки. Головку 112 можно выборочно электрически соединять с силовым кабелем 110 (например, посредством контактора, подобного контактору 68, представленному на Фиг.4). Между входным кабелем 110 и электродной головкой 112 ток для питания механизма 90 подачи проволоки можно отбирать от питания дуги и направлять через преобразователь тока 120 (например, преобразователь тока 66, описанный со ссылкой на Фиг.4). Другие детали передвижного механизма 90 подачи проволоки могут быть такими же или подобными показанным и описанным в патенте США № 6705563 и в заявке на патент США № 10/800928, зарегистрированной 15 марта 2004 и озаглавленной «Механизм подачи проволоки», включенными в данное описание путем ссылки, и/или части механизмов подачи проволоки, показанных и описанных в документах, на которые сделаны ссылки, могут быть добавлены в механизмы подачи проволоки согласно вариантам исполнения, раскрытым в данном описании.
Механизм 90 (см. Фиг.5-7) подачи проволоки, а более точно, корпус, или рама, 92 механизма подачи проволоки снабжены узлом заземления 130 для выборочного электрического соединения механизма 90 подачи проволоки непосредственно с обрабатываемой деталью WP без физического прикрепления к ней, благодаря чему обеспечивается большая мобильность корпуса 92 и подающего механизма 90 относительно обрабатываемой детали WP, а также обеспечивается возможность электрического заземления подающего механизма 90 даже в том случае, когда отсутствует возможность удобного присоединения фиксатора, или зажима (как это требуется при использовании известных подающих механизмов 12 и 32). Узел заземления 130, выступающий от поверхности 92c упомянутого корпуса 92 механизма подачи проволоки, обращенной к обрабатываемой детали WP, механизма 90 подачи проволоки, показанного на чертеже, содержит поворотный элемент 132, имеющий первый конец 132a, шарнирно присоединенный к раме 92 посредством оси 134 шарнира. Посредством механизма нагружения, например, пружины 136, переводят поворотный элемент 132 в раскрытое, или выступающее, положение (показано на Фиг.6 и 7), а с помощью перемещаемой собачки 138 при необходимости удерживают, или поддерживают, поворотный элемент 132 в закрытом, или отведенном назад, положении (показано на Фиг.5).
Контактный элемент 140 прикреплен (посредством сварки в показанном варианте исполнения) к поворотному элементу 132 в месте, отдаленном от первого конца 132a таким образом, чтобы контактный элемент 140 мог физически и, следовательно, электрически контактировать с обрабатываемой деталью WP, когда поворотному элементу 132 предоставляют возможность находиться в раскрытом положении. Контактный элемент 140 электрически соединен с преобразователем тока посредством провода 142, и таким образом с его помощью заземляют механизм 90 подачи проволоки, соединяя с обрабатываемой деталью (таким же образом, как механизм 52 подачи проволоки заземляют в варианте исполнения, представленном на Фиг.4). Как показано на чертеже, поворотный элемент 132 можно выборочно перемещать из выступающего положения, при котором контактный элемент 140 находится в контакте и электрически соединен с обрабатываемой деталью WP, в отведенное назад положение, при котором контактный элемент 140 отдален и электрически отсоединен от обрабатываемой детали WP, и обратно.
Более конкретно, в показанном механизме 90 подачи проволоки пружина 136 имеет один конец, вставленный в углубление 144 рамы 92, а другой конец надет на выступающую бобышку 146, предусмотренную на поворотном элементе 132. Собачка 138 установлена с возможностью поворота на раме 92 на шарнирной оси 148, и ее переводят в фиксирующее положение с помощью нагружающего механизма, например, пружины 150. В фиксирующем положении собачки 138 поддерживают поворотный элемент 132 в отведенном назад положении, преодолевая сопротивление пружины 136. Для выборочного перемещения, или предоставления возможности поворота, поворотного элемента 132 в выступающее положение собачку 138 перемещают против действия ее пружины 150, обеспечивая возможность перемещения поворотного элемента 132 под воздействием пружины 136 в выступающее положение, при котором контактный элемент 140 сопрягается и электрически соединяется с обрабатываемой деталью WP. При электрическом соединении контактного элемента 140 с обрабатываемой деталью WP преобразователь тока 120 оказывается заземленным, и таким образом обеспечивается заземление механизма 94 продвижения проволоки и другой цепи управления механизма 90 подачи проволоки.
Переносной механизм 160 подачи проволоки (см. Фиг.8 и 9), в качестве которого может служить механизм 52 подачи проволоки, представленный на Фиг.3 и 4, в показанном виде содержит узел заземления 162, выполненный согласно другому примерному варианту реализации. Как уже было рассмотрено, узел заземления 162 используют для заземления электрических компонентов (например, моторизованной системы подачи проволоки) механизма 160 подачи проволоки путем присоединения к обрабатываемой детали WP. Как показано на фигурах, механизм 160 подачи проволоки, представленный на Фиг.8 и 9, содержит раму, или корпус, 164, которая может быть изготовлена из листового металла, и может содержать колеса 164a для повышения мобильности механизма подачи проволоки.
Механизм 160 подачи проволоки дополнительно содержит механизм 166 продвижения проволоки, присоединенный к корпусу 164, для перемещения проволоки 168 от источника подачи проволоки, например, бобины 170 проволоки, к сварочному пистолету (не показан). Механизм 166 продвижения проволоки содержит множество роликов 172, 174, 176, 178, в число которых входят прижимные ролики 172, 174 для вытягивания проволоки 168 с бобины 170 и направления проволоки в направляющую трубку 180 для проволоки, которую используют для направления проволоки к сварочному пистолету. Как и в случае с механизмом 90 подачи проволоки, более подробное описание механизма 166 продвижения проволоки механизма 160 подачи проволоки и устройств выпрямления проволоки, часто используемых вместе, не приведено, так как эти механизмы, в общем, известны в данной области техники.
Во всех вариантах, за исключением случая, приведенного в данном описании, механизм 160 подачи проволоки является тем же самым или подобным механизму 90 подачи проволоки. Например, механизм 160 подачи проволоки присоединен к источнику электропитания (не показан, но может быть источником электропитания 54, представленным на Фиг.3 и 4) посредством электрического силового кабеля, 182, который может быть в альтернативном варианте назван электродным проводником. Кабель 182 используют для электрического соединения механизма 160 подачи проволоки с источником электропитания, и по нему передают ток большой силы к механизму подачи проволоки и, в конечном счете, к пистолету, присоединенному к механизму подачи проволоки. Кабель 182 дополнительно используют для передачи тока к механизму 160 подачи проволоки для питания его моторизованной системы подачи (то есть для механизма 166 продвижения проволоки) и/или для различных средств управления подающего механизма, например, описанных со ссылками на механизм 52 подачи проволоки, представленный на Фиг.3 и 4.
Более конкретно, как это описано выше со ссылкой на механизмы 52 и 90 подачи проволоки, энергию для питания подающего механизма 160 отбирают от тока большой силы, передаваемого к подающему механизму 160 по электродному проводнику 182. В необязательном варианте исполнения, как и в случаях использования подающих механизмов 52, 90, кабелем управления (не показан) можно отдельно соединять механизм 160 подачи проволоки с источником электропитания для передачи управляющих сигналов между источником электропитания и механизмом 160 подачи проволоки. Даже при использовании такого кабеля управления ток для питания тянущего механизма 166 подающего механизма и цепи управления подающего механизма все равно отбирают от электрода, питаемого через входной кабель 182. При любой конфигурации подающий механизм 160 может действовать при широком диапазоне напряжений, например, 35-50 В переменного тока или 40 В постоянного тока.
Электродная головка 183 (также называемая в данном описании выходом механизма подачи проволоки) выступает вперед от механизма 166 продвижения проволоки, и с ее помощью можно обеспечивать электрическое соединение между источником подачи сварочного тока и местом сварки. Более конкретно, электродная головка 183 прикреплена к раме 164 и содержит выход 184, присоединенный к направляющей трубке 180 для проволоки. Головку 183 можно выборочно электрически соединять с силовым кабелем 182 (например, через контактор, подобный контактору 68, представленному на Фиг.4). Между входным кабелем 182 и электродной головкой 183 ток для питания механизма 160 подачи проволоки можно отбирать от тока с напряжением для генерирования дуги и направлять через преобразователь тока 186 (например, преобразователь тока 66, описанный со ссылкой на Фиг.4).
Механизм 160 (см. Фиг.8 и 9) подачи проволоки, а более точно, рама, или корпус, 164 содержит узел заземления 162 для выборочного электрического соединения механизма 160 подачи проволоки непосредственно с обрабатываемой деталью WP без физического прикрепления к ней, благодаря чему обеспечивается большая мобильность корпуса 164 и подающего механизма 160 относительно обрабатываемой детали WP, а также обеспечивается возможность электрического заземления подающего механизма 160 даже в том случае, когда отсутствует возможность удобного присоединения фиксатора, или зажима (как это требуется при использовании подающих известных механизмов 12 и 32). Узел заземления 162 показанного механизма 160 подачи проволоки содержит опору 188, выступающую по направлению к обрабатываемой детали WP от рамы 164. В показанном варианте осуществления опора 188 выполнена, в общем, из непроводящего материала, например, резины, и выступает на существенное расстояние от рамы 164 для поддержания рамы в сочетании с ее колесами 164a в отдалении от обрабатываемой детали WP и/или на уровне или в параллельном положении относительно обрабатываемой детали WP.
Непроводящая опора 188 может быть прикреплена к раме 164 с помощью любого соответствующего соединения или фиксатора, включая, например, болты или винты, связующее, заклепки и так далее. В показанном варианте исполнения опора 188 прикреплена к раме 164 одним или большим числом болтов 190. К опоре 188 прикреплена и/или сформована в виде части опоры контактная часть, или элемент, 192, сопрягаемая и электрически соединяемая с обрабатываемой деталью WP, когда узел заземления (и, особенно, опора 188 и контактный элемент 192) опирается на обрабатываемую деталь WP. Контактный элемент 192, также называемый в данном описании токопроводящей частью, может быть прикреплен к опоре 188 с помощью любого соответствующего соединения или фиксатора, включая средства, упомянутые в ссылке о соединении между опорой 188 и рамой 164. В показанном варианте исполнения контактный элемент 192 прикреплен или присоединен к опоре 188 одним или большим числом болтов 194. Контактный элемент 192 электрически присоединен к преобразователю тока 186 посредством провода 196, и таким образом обеспечивается заземление механизма 160 подачи проволоки путем присоединения к обрабатываемой детали (как, например, механизм 52 подачи проволоки заземлен на Фиг.4). Конкретно, преобразователь тока 186 электрически присоединен к электроду, или проволоке, 182 для приема электрического тока и электрически присоединен (то есть заземлен) к обрабатываемой детали WP посредством узла заземления 162.
Передвижной механизм 200 (см. Фиг.10) подачи проволоки, в качестве которого может служить механизм 52 подачи проволоки, представленный на Фиг.3 и 4, в показанном виде содержит узел заземления 202, выполненный согласно еще одному примерному варианту выполнения изобретения. Узел заземления 202 используют для заземления электрических компонентов (например, моторизованной системы подачи проволоки) механизма 200 подачи проволоки путем соединения с обрабатываемой деталью WP. Как показано на Фиг.10, механизм 200 подачи проволоки содержит раму, или корпус, 204, которая может быть изготовлена из листового металла. Механизм 200 подачи проволоки, представленный на Фиг.10, не содержит колес. Корпус 204 скорее опирается непосредственно на обрабатываемую деталь WP, и механизм 200 подачи проволоки перемещают скольжением по ее рабочей поверхности. В необязательном варианте исполнения к нижней стороне корпуса 204 могут быть прикреплены токопроводящие «лыжи» или опора.
Механизм 200 подачи проволоки дополнительно содержит механизм 206 продвижения проволоки, присоединенный к корпусу 204, для перемещения проволоки 208 от источника подачи проволоки, например, бобины 210, к сварочному пистолету (не показан). Механизм 206 продвижения проволоки содержит множество роликов 212, 214, 216, 218, в число которых входят прижимные ролики 212, 214 для вытягивания проволоки 208 с бобины 210 и направления проволоки в направляющую трубку 220 для проволоки, которую используют для направления проволоки к сварочному пистолету. Как и в случае с механизмами 90 и 160 подачи проволоки, более подробное описание тянущего механизма 206 проволоки механизма 200 подачи проволоки и устройств выпрямления проволоки, часто используемых вместе, не приведено, так как эти механизмы, в общем, известны в данной области техники.
Во всех отношениях, за исключением случая, приведенного в данном описании, механизм 200 подачи проволоки является тем же самым или подобным механизмам 90, 160 подачи проволоки. Например, механизм 200 подачи проволоки присоединен к источнику электропитания (не показан, но может быть источником электропитания 54, представленным на Фиг.3 и 4) посредством электрического силового шнура, или кабеля, 222, который может быть в альтернативном варианте назван электродным проводником. Кабель 222 используют для электрического соединения механизма 200 подачи проволоки к источнику электропитания и по нему передают ток большой силы к механизму подачи проволоки и, в конечном счете, к пистолету, присоединенному к механизму подачи проволоки. Кабель 222 дополнительно используют для подачи энергии к механизму 200 подачи проволоки для питания его механизированной приводной системы (то есть для тянущего механизма 206) и/или различных систем управления или цепи управления подающего механизма, например, описанных со ссылкой на механизм 52 подачи проволоки, представленный на Фиг.3 и 4.
Более конкретно, как это описано со ссылкой на механизмы 52, 90, 160 подачи проволоки, ток для подающего механизма 200 отбирают от тока большой силы, передаваемого к подающему механизму 200 посредством электродного проводника 222. В необязательном варианте исполнения, как и в случаях использования подающих механизмов 52, 90, 160 кабелем управления (не показан), можно отдельно соединять механизм 200 подачи проволоки с источником электропитания для передачи управляющих сигналов между источником электропитания и механизмом 200 подачи проволоки. Даже при использовании такого кабеля управления ток для питания тянущего механизма 206 и цепи управления подающего механизма все равно отбирают от тока, подаваемого через входной кабель 222. При любой конфигурации подающий механизм 220 может действовать при широком диапазоне напряжений, например, 35-50 В переменного тока или 40 В постоянного тока.
Электродная головка 224 (также называемая в данном описании выходом механизма подачи проволоки) выступает вперед от тянущего механизма 206, и с ее помощью можно обеспечивать электрическое соединение между источником подачи сварочного тока и сварочной операцией. Более конкретно, электродная головка 224 прикреплена к раме 204 и содержит выход 226, присоединенный к направляющей трубке 220 для проволоки. Головку 224 можно выборочно электрически соединять с силовым кабелем 222 (например, через контактор, подобный контактору 68, представленному на Фиг.4). Между входным кабелем 222 и электродной головкой 224 ток для питания механизма 200 подачи проволоки можно отбирать от тока для генерирования дуги и направлять через преобразователь тока 228 (например, преобразователь тока 66, описанный со ссылкой на Фиг.4).
Механизм 200 подачи проволоки, а более точно, корпус, или рама, 204 содержит узел заземления 202 для электрического соединения механизма 200 подачи проволоки с обрабатываемой деталью WP для электрического соединения механизма 200 подачи проволоки непосредственно с обрабатываемой деталью WP без физического прикрепления к ней, благодаря чему обеспечивается большая мобильность корпуса 200 относительно обрабатываемой детали WP, а также обеспечивается возможность электрического заземления подающего механизма 200 даже в том случае, когда отсутствует возможность удобного присоединения фиксатора, или зажима (как это требуется при использовании подающих механизмов-прототипов 12 и 32). Узел заземления 202 показанного механизма 200 подачи проволоки содержит, по меньшей мере, часть 204a корпуса 204, изготовленную из токопроводящего материала, и зонд 230, которым электрически соединена токопроводящая часть 204a корпуса с преобразователем тока 228. Зонд 230 может быть прикреплен к части 204a корпуса с помощью любого соответствующего фиксатора или фиксирующего средства, включая, например, показанный болт 232. Как показано на фигуре, когда механизм 200 подачи проволоки опирается на обрабатываемую деталь WP, часть 204a корпуса непосредственно контактирует с обрабатываемой деталью WP и таким образом осуществляется электрическое соединение с обрабатываемой деталью через этот контакт (то есть плотное прилегание или сопряжение) с ней, таким образом обеспечивая заземление механизма 200 подачи проволоки посредством соединения с обрабатываемой деталью (как, например, механизм 52 подачи проволоки заземлен на Фиг.4). Конкретно, преобразователь тока 228 электрически соединен с электродом, или проволокой, 222 для приема электрического тока и электрически соединен (то есть, заземлен) с обрабатываемой деталью WP посредством узла заземления 202.
Следует понимать, что различные описанные выше и другие особенности и функции или их альтернативные варианты исполнения могут быть при желании скомбинированы с образованием многих других различных систем или устройств. Различные непредсказуемые в настоящее время или альтернативные решения, модификации, варианты исполнения или усовершенствования, которые могут быть впоследствии выполнены специалистами в данной области техники, также охватываются прилагаемой формулой изобретения.
Переносной механизм подачи проволоки для подачи электродной проволоки и сварочного тока к месту выполнения операции сварки содержит вход, электрически соединенный с источником электропитания. Выход электрически соединен с входом для приема сварочного тока, подаваемого на вход от источника электропитания для подачи сварочного тока и электродной проволоки к месту выполнения операции сварки по направляющему рукаву. Моторизованная система подачи проволоки содержит двигатель и тянущий ролик, приводимый в действие с помощью двигателя, для направления проволоки от источника подачи проволоки к выходу для подачи электродной проволоки к месту выполнения операции сварки посредством направляющего рукава. Ток для питания системы подачи проволоки отбирают от сварочного тока, передаваемого с входа на выход. Узел заземления вводят в контакт без прикрепления с обрабатываемой деталью, подвергаемой операции сварки, для создания электрического заземления по отношению к току, отбираемому от сварочного тока. Изобретение обеспечивает мобильность подающего механизма относительно обрабатываемой детали и удобство обеспечения электрического заземления. 9 з.п. ф-лы, 10 ил.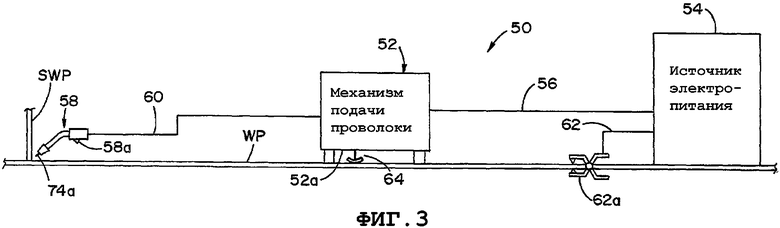
| US 6657163, 02.12.2003 | |||
| JP 57019157, 01.02.1982 | |||
| СПОСОБ СВАРКИ С ПОМОЩЬЮ КОРОТКОГО ЗАМЫКАНИЯ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2217275C2 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

