ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Данная заявка представляет собой не предварительную патентную заявку предварительной патентной заявки США № 61/346,961, озаглавленную «Высоко десорбционная электродуговая сварка» от 21 мая 2010, которая включена в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
Изобретение относится в основном к системам сварки или резки, более конкретно к системе индукционного нагрева для процессов сварки или резки.
Сварка является процессом, который становится все более широкоприменимым в различных отраслях промышленности и применениях. Такие операции сварки используются во многих отраслях тяжелой промышленности в различных внешних условиях, как в цеху, так и в полевых условиях. Например, операции сварки можно использовать для изготовления трубопроводов, мостов, строительных конструкций, оборудования для нефтедобычи, нефтехранилищ, водонапорных башен и многих других конструкций и компонентов. Более того, с использованием процессов сварки могут быть созданы или соединены конструкции из широкого диапазона металлов, которые обладают различными составами, размерами, геометрической формой и тому подобное. Например, крупные металлические пластины (например, ½" или более по толщине) могут быть соединены или сварены встык, с образованием «стыкового сварного шва». Аналогичные соединения могут быть образованы, например, между секциями трубы. Однако стыковые сварные швы могут потребовать большого количества расходных материалов, таких как материал-наполнитель, и многочисленных проходов для сварки, для получения высококачественной сварки. Дополнительно, свариваемые металлические пластины могут потребовать такой обработки, как обрезание или механическая обработка кромок свариваемых компонентов. Например, кромки одного или обоих из двух компонентов перед сваркой могут быть скошены. К сожалению, поскольку толщина свариваемых пластин повышается, время сварки, количество расходных материалов для сварки, сварочные деформации и стоимость обработки пластины возрастают, тогда как производительность (например, скорость) сварки падает.
В определенных применениях желательным является предварительный нагрев обрабатываемых деталей до желаемого температурного диапазона. Это может содействовать достижению желаемой температуры сварки за счет дополнительного тепла, добавляемого сварочной дугой. Приспособления для нагрева этого типа могут быть основаны, например, на катушках индукционного нагрева, намотанных вокруг обрабатываемых деталей и работающих в течение заданного времени, или до достижения желаемой температуры. Затем, после удаления этих катушек, операции сварки могут быть продолжены. Были также предложены системы, которые основаны на лазерах для нагрева. Однако все эти установки неэффективны в определенных аспектах и могут быть достаточно дорогостоящими. Более того, в зависимости от типа источника тепла, эти установки могут не позволять получать более высокую температуру, которая могла бы быть желательной для более массивных обрабатываемых деталей.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В примерном варианте осуществления система сварки включает в себя источник электропитания для сварки, механизм подачи проволоки, соединенный с источником электропитания для сварки, и сварочную горелку, соединенную с механизмом подачи проволоки и сконфигурированную для вывода проволоки из механизма подачи проволоки, для получения сварочной дуги на основе мощности, поступающей из источника электропитания для сварки. Система сварки дополнительно включает в себя систему индукционного нагрева, расположенную рядом со сварочной горелкой и сконструированной для нагрева локальной области обрабатываемой детали перед сварочной дугой до гомологической температуры, по меньшей мере, приблизительно равной 0,5.
В другом примерном варианте осуществления дополнительная нагревательная система для сварки включает в себя индукционный источник электропитания, сконфигурированный для генерирования переменного тока, понижающий трансформатор, соединенный с индукционным источником электропитания, и катушку индукционного нагрева, расположенную рядом со сварочной горелкой. Катушка индукционного нагрева соединена с понижающим трансформатором и сконфигурирована для приема переменного тока и индуцирования вихревых токов в обрабатываемой сваркой детали, для нагрева обрабатываемой сваркой детали перед проходящей сварочной дугой до гомологической температуры, по меньшей мере, приблизительно равной 0,5.
В дополнительном варианте осуществления способ для нагрева обрабатываемой сваркой детали включает в себя размещение катушки индукционного нагрева, сконфигурированной для приема переменного тока и индуцирования вихревых токов в обрабатываемой сваркой детали, рядом с деталью, обрабатываемой сваркой, и перед сварочной горелкой в направлении сваривания. Способ дополнительно включает в себя генерирование переменного тока с помощью индукционного источника электропитания, передачу переменного тока от индукционного источника электропитания к понижающему трансформатору, и передачу переменного тока от понижающего трансформатора к катушке индукционного нагрева.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие признаки, особенности и преимущества настоящего изобретения станут более понятными при прочтении следующего подробного описания со ссылкой на прилагаемые чертежи, на которых одинаковые символы представляют одинаковые детали на всех чертежах, на которых:
ФИГ. 1 представляет собой блок-схему примерной системы сварки, включающей в себя систему индукционного нагрева, сконфигурированную для повышения температуры в местоположении сварного шва перед процессом сварки;
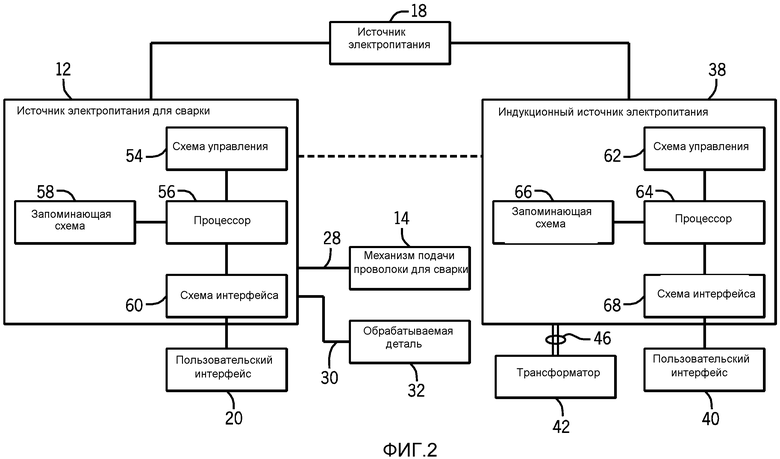
ФИГ. 2 представляет собой блок-схему, иллюстрирующую примерные функциональные компоненты системы сварки и системы индукционного нагрева согласно ФИГ. 1, в соответствии с аспектами настоящего раскрытия;
ФИГ. 3 представляет собой блок-схему, иллюстрирующую примерные функциональные компоненты системы индукционного нагрева согласно ФИГ. 1, в соответствии с аспектами настоящего раскрытия;
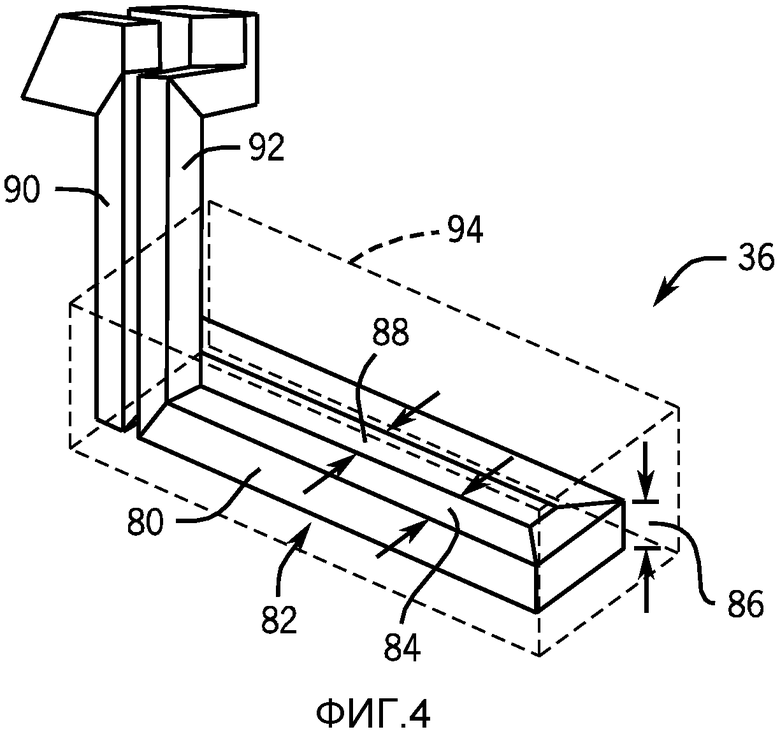
ФИГ. 4 представляет собой перспективное изображение примерной катушки индукционного нагрева, сконфигурированной для усиления расплавления местоположения сварного шва перед процессом сварки;
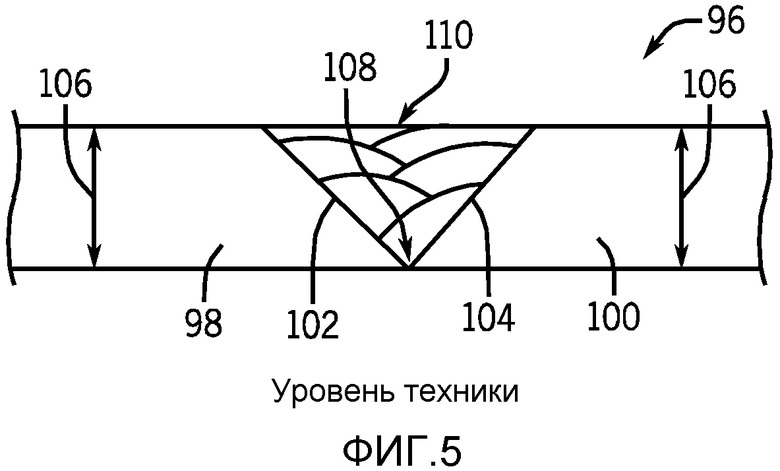
ФИГ. 5 представляет собой схему двух пластин со скошенными кромками, соединяемых стыковым сварным швом, в соответствии с технологией сварки, известной из уровня техники; и
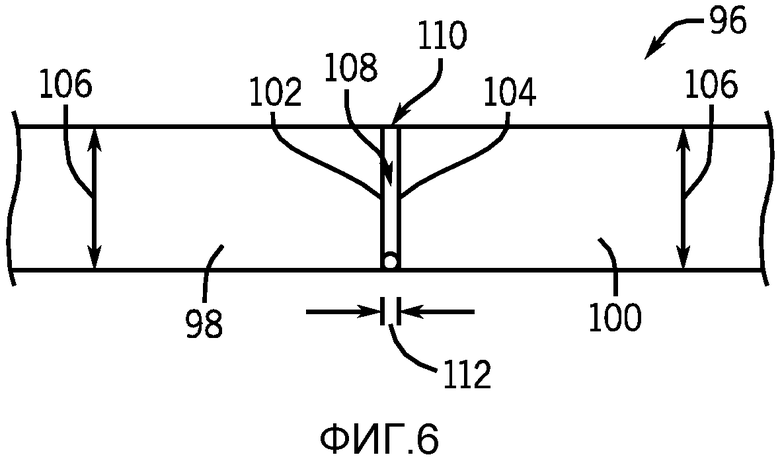
ФИГ. 6 представляет собой схему двух пластин, соединяемых стыковым сварным швом, в соответствии с аспектами настоящего раскрытия.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Как подробно описано ниже, описаны варианты осуществления системы индукционного нагрева, сконфигурированные для нагрева местоположения сварки перед процессом электродуговой сварки. Система индукционного нагрева адаптирована для нагрева локальной области сварного соединения до повышенных температур непосредственно перед достижением сварочной дугой местоположения сварки. Нагрев, вызываемый сварочной дугой, затем используют для повышения температуры обрабатываемой детали выше точки плавления и для расплавления проволочного электрода для сварки. В результате, процесс сварки может протекать при повышенной скорости, и/или с большим проникновением, и/или с лучшими механическими характеристиками, с повышением, таким образом, производительности и/или качества процесса сварки. Более того, нагрев осуществляют в гораздо большей степени локально, чем с помощью существовавших ранее технологий индукционного нагрева. Система индукционного нагрева включает в себя катушку индукционного нагрева, которая расположена вблизи поверхности обрабатываемой сваркой детали и рядом со сварочной горелкой. Переменный ток, генерируемый источником электропитания, течет через катушку индукционного нагрева, которая индуцирует вихревые токи в обрабатываемой сваркой детали. Течение вихревых токов через обрабатываемую деталь вызывает нагрев сопротивлением обрабатываемой детали. Регулируя частоту переменного тока, подаваемого к индукционной катушке, расстояние индукционной катушки от поверхности обрабатываемой детали и скорость продвижения индукционной катушки, температуру, до которой нагревают обрабатываемую деталь, можно регулировать непосредственно перед продвигающимся сварным швом. В частности, обрабатываемую деталь можно нагревать до достижения гомологической температуры равной 0,5 или более. В целях настоящего раскрытия, термин «гомологическая температура» материала относится к отношению фактической температуры материала к температуре плавления материала, обе из которых выражены в абсолютных температурных единицах (например, градусов Кельвина). Систему, описываемую ниже, можно использовать в множестве различных процессов сварки. Например, систему индукционного нагрева можно использовать для дуговой сварки под флюсом (SAW), дуговой сварки с флюсом из порошковой проволоки (FCAW), дуговая сварка с металлическим электродом (MCAW), сварки трением с перемешиванием (FSW), приварки штырей, стыковой сварки оплавлением, плазменной сварки, роликовой сварки, лазерной сварки, сварки с вольфрамовым электродом в газовой среде (GTAW), и так далее.
ФИГ. 1 иллюстрирует примерную систему 10 сварки, которая подает электроэнергию, управляет и обеспечивает ресурсы для операции сварки. Система 10 сварки включает в себя источник 12 электропитания для сварки, механизм 14 подачи проволоки и сварочную горелку 16. Источник 12 электропитания может представлять собой источник электропитания для сварки на основе преобразователя мощности или инвертирующего усилителя мощности, для которого требуется источник 18 электропитания. В источнике электропитания могут быть обеспечены многие и различные конструкции схем и могут быть предусмотрены многие и различные режимы сварки (например, постоянный ток, переменный ток, пульсирующий ток, ток короткого замыкания и т.д.). Любые из этих известных схем и технологий процессов можно использовать в сочетании с представленными технологиями индукционного нагрева. В других вариантах осуществления источник 12 электропитания для сварки может представлять собой генератор или источник переменного тока для сварки, который может включать в себя двигатель внутреннего сгорания. Источник 12 электропитания для сварки может также включать в себя пользовательский интерфейс 20 для настройки различных параметров сварки, таких как напряжение и ток, и для подключения источника 18 электропитания, если потребуется. Дополнительно, с источником 12 электропитания для сварки может быть соединен источник 22 газа. Источник 22 газа представляет собой источник защитного газа, который подают на сварочную горелку 16. Источник 22 газа также подает защитный газ на вспомогательный диффузор 24 защитного газа. Например, в определенных вариантах осуществления источник 22 газа может подавать газообразный аргон. Должно быть понятно, что защитный газ подают в местоположение жидкостной сварочной ванны посредством сварочной горелки 16 и вспомогательного диффузора 24 газа для предотвращения поглощения атмосферных газов, которые могут вызвать металлургический повреждение сварного шва. Как показано, источник 12 электропитания для сварки соединен с механизмом 14 подачи проволоки для сварки. Например, источник 12 электропитания для сварки может быть соединен с механизмом 14 подачи проволоки для сварки посредством проводом подачи питания, сварочным кабелем, газовым шлангом и кабелем управления.
Механизм 14 подачи проволоки для сварки, показанный в проиллюстрированном варианте осуществления, подает сварочную проволоку к сварочной горелке 16 для использования в операции сварки. Могут использоваться различные сварочные проволоки. Например, сварочная проволока может представлять собой твердую углеродистую сталь, твердый алюминий, твердую нержавеющую сталь, композит и порошковую электродную проволоку, и так далее. Изобретение можно использовать с любым подходящим типом электродов и любым подходящим составом проволоки. Кроме того, толщина сварочной проволоки может быть различной в зависимости от применения сварки, для которого используется сварочная проволока. Например, сварочная проволока может иметь диаметр 0,045, 0,052, 1/16, 3/32, 1/8 или любой другой диаметр. Кроме того, механизм 14 подачи проволоки для сварки может вмешать в себя различные внутренние компоненты, такие как система привода для подачи проволоки, блок электродвигателя, электродвигатель, и так далее. Механизм 14 подачи проволоки для сварки может дополнительно включать в себя панель управления (не показана), которая позволяет пользователю установить один или более параметров подачи проволоки, таких как скорость подачи проволоки. В проиллюстрированном варианте осуществления вспомогательный диффузор 24 защитного газа также соединен с механизмом 14 подачи проволоки для сварки газовым шлангом 26. Однако, механизм 14 подачи проволоки для сварки можно использовать для любого процесса с подачей проволоки, включая операции в газовой среде (дуговую сварку металлическим электродом в газовой среде (GMAW)) или операции в негазовой среде (дуговую сварку металлическим покрытым электродом (SMAW) или дуговую сварку с применением флюса из порошковой проволоки с самоэкранированием зоны сварки (FCAW)).
Как показано, сварочную проволоку подают к сварочной горелке 16 посредством первого кабеля 28. Первый кабель 28 может также использоваться для подачи газа к сварочной горелке 16. Как дополнительно показано, второй кабель 30 соединяет источник 12 электропитания для сварки с обрабатываемой деталью 32 (обычно через зажим), для замыкания цепи между источником 12 электропитания для сварки и сварочной горелкой 16 во время операции сварки.
Примерная система 10 сварки также включает в себя систему 34 индукционного нагрева. Как было упомянуто выше, система 34 индукционного нагрева включает в себя катушку 36 индукционного нагрева и индукционный источник 38 электропитания. Индукционный источник 38 электропитания включает в себя пользовательский интерфейс 40. Пользовательский интерфейс 40 может включать в себя кнопки, рукоятки, круговые шкалы, и так далее, позволяющие оператору регулировать различные рабочие параметры индукционного источника 38 электропитания. Например, пользовательский интерфейс 40 может быть сконфигурирован таким образом, чтобы обеспечивать оператору возможность устанавливать и настраивать частоту переменного тока, генерируемого индукционным источником 38 электропитания. Аналогично, пользовательский интерфейс 40 может обеспечивать оператору возможность выбирать желаемую выходную температуру катушки 36 индукционного нагрева. Пользовательский интерфейс 40 может также включать в себя один или более дисплеев, сконфигурированных для обеспечения обратной связи системы с оператором (например, данных в режиме реального времени о температуре катушки 36 индукционного нагрева, скорости перемещения катушки 36 индукционного нагрева относительно обрабатываемой детали 32 и т.д.). Индукционный источник 38 электропитания соединен с понижающим трансформатором 42 с помощью проводников 44 электропроводки. Точнее говоря, два проводника 44 электропроводки проложены от индукционного источника 38 электропитания к трансформатору 42, и каждый проводник 44 электропроводки проложен внутри гибкой трубы или трубопровода. Кроме того, система 34 индукционного нагрева может представлять собой систему, охлаждаемую воздухом или жидкостью. Например, хладагент может течь внутри гибких труб, по каждой из которых проложен проводник 44 электропроводки. В определенных вариантах осуществления одна гибкая труба, по которой проложен проводник 44 электропроводки, содержит текущий хладагент, который попадает в трансформатор 42, а другая гибкая труба, по которой проложен проводник 44 электропроводки, содержит текущий хладагент, который течет из трансформатора к теплообменнику или другому устройству, которое отводит тепло от хладагента.
Переменный электрический ток выходит из трансформатора 42 и поступает в катушку 36 индукционного нагрева по электрическим проводникам 46. Как будет подробно обсуждаться ниже, электрические проводники 46 могут иметь полый сердечник, и они могут также направлять поток хладагента через катушку 36 индукционного нагрева. В проиллюстрированном варианте осуществления катушка 36 индукционного нагрева расположена вблизи обрабатываемой детали 32. Поскольку переменный ток течет через катушку 36 индукционного нагрева, в обрабатываемой детали 32 генерируются и индуцируются вихревые токи. Вихревые токи текут через электрическое сопротивление обрабатываемой детали 32, порождая, таким образом, локальный нагрев в обрабатываемой детали 32. Как показано, катушка 36 индукционного нагрева расположена перед сварочной горелкой 16. Иными словами, при работе и перемещении сварочной горелки 16 в направлении 48 катушку 36 индукционного нагрева помещают впереди сварочной горелки 16 (т.е., вдоль сварного соединения и перед сварочной дугой 50, создаваемой сварочной горелкой 16). В результате, катушка 36 индукционного нагрева нагревает локальную область 52 обрабатываемой детали 32 непосредственно перед сварочной дугой 50, повышая, таким образом, температуру локальной области 52 непосредственно перед сварочной дугой 50. Например, катушка 36 индукционного нагрева может повышать температуру локальной области 52 до достижения гомологической температуры приблизительно равной 0,5, 0,55, 0,6, 0,65, 0,7 0,75 или более. Как должно быть понятно специалистам в данной области техники, такие температуры обычно бывают существенно выше, чем стандартные температуры «предварительного нагрева».
Например, обрабатываемая деталь 32 может быть изготовлена из стали и может иметь температуру плавления приблизительно равную 1800 K. Для стальной обрабатываемой детали 32 катушка 36 индукционного нагрева может нагревать локальную область 52 приблизительно до 1300 K (т.е., до гомологической температуры приблизительно равной 0,72). В качестве дополнительного примера, обрабатываемая деталь 32 может быть изготовлена из алюминия и может иметь температуру плавления приблизительно равную 933 K. Для алюминиевой обрабатываемой детали 32 катушка 36 индукционного нагрева может нагревать локальную область 52 приблизительно до 622 K (т.е., до гомологической температуры приблизительно равной 0,66). Иными словами, катушка 36 индукционного нагрева может обеспечивать приблизительно половину или более половины нагрева, требуемого для расплавления локальной области 52 обрабатываемой детали 32. Следовательно, поскольку сварочная горелка 16 перемещается в направлении 48, для доведения локальной области 52 обрабатываемой детали 32 до температуры плавления требуется меньше тепла от сварочной дуги 50. Поэтому, большее количество тепла, генерируемое сварочной дугой 50, можно использовать для расплавления сварочной проволоки, что позволяет сварочной горелке 16 выполнять сварку обрабатываемой детали 32 с более высокими скоростями.
Как показано, источник 12 электропитания для сварки и индукционный источник 38 электропитания также могут быть соединены друг с другом. Например, источник 12 электропитания для сварки и индукционный источник 38 электропитания могут быть соединены жестким проводом, через беспроводное соединение, по сети, и так далее. Как будет подробно обсуждаться ниже, источник 12 электропитания для сварки и индукционный источник 38 электропитания во время работы примерной системы 10 сварки могут обмениваться данными и информацией. Точнее говоря, источник 12 электропитания для сварки и индукционный источник 38 электропитания могут функционировать во взаимодействии друг с другом (например, с использованием обратной связи между ними) для настройки различных рабочих параметров примерной системы 10 сварки.
Следует отметить, что в соответствии с аспектами настоящего изобретения могут быть созданы модификации примерной системы 10 сварки согласно ФИГ. 1. Хотя проиллюстрированные варианты осуществления описаны применительно к способу дуговой сварки, признаки изобретения можно использовать и в других самых различных подходящих системах и процессах сварки или резки. Например, систему 34 индукционного нагрева можно использовать в системе плазменной резки или системе изгибания пластин. Точнее говоря, система 34 индукционного нагрева может быть расположена перед установкой для плазменной резки, для повышения температуры локальной области (т.е., для повышения температуры локальной области до гомологической температуры, по меньшей мере, равной 0,5) до осуществления плазменной резки, обеспечивая, таким образом, более высокую скорость резки. Кроме того, тогда как в настоящем варианте осуществления система 34 индукционного нагрева расположена перед сварочной горелкой 16, систему 34 индукционного нагрева можно устанавливать и в другие местоположения. Например, систему 34 индукционного нагрева можно помещать позади сварочной горелки 16, для обеспечения термообработки в местоположении сварного шва, после того, как обрабатываемая деталь 32 будет подвергнута сварке и сплавлению. Аналогично, определенные варианты осуществления могут включать в себя более одной системы 34 индукционного нагрева или катушки (т.е., первая система 34 индукционного нагрева или катушка размещается перед сварочной горелкой 16, для повышения температуры локальной области 52 до гомологической температуры, по меньшей мере, равной 0,5, перед сваркой, а вторая система нагрева 34 размещается позади сварочной горелки 16, для обеспечения термообработки местоположения сварного шва, которое было сплавлено).
ФИГ. 2 представляет собой блок-схему, иллюстрирующую некоторые внутренние компоненты примерной системы 10 сварки. Как обсуждалось выше, источник 18 электропитания может подавать электроэнергию на источник 12 электропитания для сварки и/или индукционный источник 38 электропитания. Источник 12 электропитания для сварки обеспечивает энергоснабжение для механизма 14 подачи проволоки для сварки, и источник 12 электропитания для сварки соединен с обрабатываемой деталью 32, для замыкания, таким образом, цепи между источником 12 электропитания для сварки и сварочной горелкой 16 во время операции сварки. Индукционный источник 38 электропитания генерирует переменный электрический ток, который подают на трансформатор 42, который далее направляет ток к катушке 36 индукционного нагрева. Как было упомянуто выше, источник 12 электропитания для сварки и индукционный источник 38 электропитания могут быть соединены и сконфигурированы для обмена информацией и данными (например, данными о рабочих параметрах, настройках, пользовательскому вводу, и т.д.) для обеспечения возможности совместного функционирования источника 12 электропитания для сварки и индукционного источника 38 электропитания.
Источник 12 электропитания для сварки включает в себя несколько внутренних компонентов для регулирования различных рабочих параметров системы 10 сварки. В проиллюстрированном варианте осуществления источник 12 электропитания для сварки включает в себя схему 54 управления, процессор 56, запоминающую схему 58 и схему 60 интерфейса. Схема 54 управления сконфигурирована для подачи управляющих сигналов на источник 12 электропитания для сварки и/или механизм 14 подачи проволоки для сварки. Например, схема 54 управления может обеспечивать управляющие сигналы для механизма 14 подачи проволоки для сварки, относящиеся к напряжению или току, обеспечиваемым источником 12 электропитания для сварки. Схема 54 управления может также обеспечивать управляющие сигналы для регулирования работы механизма 14 подачи проволоки для сварки, такие как сигналы широтно-импульсной модуляции (PWM) для регулирования рабочего цикла блока двигателя в механизме 14 подачи проволоки для сварки, и так далее.
Схема 54 управления дополнительно соединена с процессором 56, запоминающей схемой 58 и схемой 60 интерфейса. Схема 60 интерфейса соединена с пользовательским интерфейсом 20 источника 12 электропитания для сварки. Как обсуждалось выше, пользовательский интерфейс 20 сконфигурирован для обеспечения возможности оператору вводить и регулировать различные настройки источника 12 электропитания для сварки. Например, пользовательский интерфейс 20 может включать в себя меню для выбора желаемого напряжения или тока на выходе механизма 14 подачи проволоки для сварки. Дополнительно, пользовательский интерфейс 20 может включать в себя меню или перечень способов сварки или материалов и диаметров сварочной проволоки. Понятно, что различные способы сварки, материалы сварочной проволоки и диаметры сварочной проволоки могут обладать различными характеристиками и могут требовать различных конфигураций для различных рабочих параметров. Например, конфигурационные параметры, для которых требуются различные значения, могут включать в себя выходное напряжение, ток на выходе, скорость подачи проволоки, крутящий момент подачи проволоки, и так далее. Предварительно заданные значения для таких конфигурационных параметров, а также для других, могут быть сохранены в запоминающей схеме 58 для каждого из различных способов сварки, материалов сварочной проволоки и диаметров сварочной проволоки.
В качестве примера, пользователь может выбрать способ сварки из меню, содержащего множество различных способов сварки, отображенных на пользовательском интерфейсе 20 источника 12 электропитания для сварки. Пользовательский интерфейс 20 предоставляет информацию о выборе способа сварки электрической схеме 60 интерфейса, который предоставляет информацию об этом выборе процессору 56. Процессор 56 затем находит конкретные конфигурационные параметры для способов сварки, хранящихся в запоминающей схеме 58. Затем, процессор 56 отправляет данные о конфигурационных параметрах в схему 54 управления, чтобы схема 54 управления могла посылать соответствующие управляющие сигналы механизму 14 подачи проволоки для сварки. В определенных вариантах осуществления, как будет обсуждаться ниже, схема 54 управления источника 12 электропитания для сварки может также предоставлять информацию о конфигурационных параметрах индукционному источнику 38 электропитания.
В проиллюстрированном варианте осуществления индукционный источник 38 электропитания включает в себя схему 62 управления, процессор 64, запоминающую схему 66 и схему 68 интерфейса. Схема 62 управления сконфигурирована для подачи управляющих сигналов на индукционный источник 38 электропитания и/или трансформатор 42. Например, схема 62 управления может обеспечивать управляющие сигналы, относящиеся к переменному электрическому току (например, к частоте переменного тока), подаваемому индукционным источником 38 электропитания на трансформатор 42. Дополнительно, схема 62 управления может регулировать работу системы охлаждения, используемой для индукционного источника 38 электропитания и/или трансформатора 42. Как было упомянуто выше, в системе 34 индукционного нагрева может использоваться воздух или хладагент для обеспечения циркуляции охлаждения по системе 34 индукционного нагрева. Например, схема 62 управления может регулировать течение жидкого хладагента через трансформатор 42 и катушку 36 индукционного нагрева для поддержания желаемой температуры системы 34 индукционного нагрева.
Схема 62 управления дополнительно соединена с процессором 64, запоминающей схемой 66 и схемой 68 интерфейса. Схема 68 интерфейса соединена с пользовательским интерфейсом 40 индукционного источника 38 электропитания. Как было упомянуто выше, пользовательский интерфейс 40 индукционного источника 38 электропитания позволяет оператору регулировать один или более рабочих параметров или настроек системы индукционного источника 38 электропитания. Например, пользовательский интерфейс 40 может позволять пользователю выбирать конкретную конструкцию катушки 36 индукционного нагрева из меню конструкций. Как должно быть понятно, различные конструкции катушки 36 индукционного нагрева могут обладать различными конфигурационными параметрами. Например, различные конструкции могут иметь различные максимальные рабочие температуры, и для них могут требоваться различные частоты переменного тока для достижения желаемой температуры. Аналогично, хладагент, используемый для охлаждения системы 34 индукционного нагрева, может иметь различные конфигурационные параметры (например, коэффициенты теплопереноса, вязкости, скорости потока и так далее). Предварительно заданные значения для таких конфигурационных параметров, а также других, могут быть сохранены в запоминающей схеме 66. Например, пользовательский интерфейс 40 может передавать данные о пользовательском выборе конструкций катушки 36 индукционного нагрева в схему 68 интерфейса, которая может передавать данные об этом выборе процессору 64. Процессор 64 может затем находить конкретные конфигурационные параметры для катушки 36 индукционного нагрева, хранящиеся в запоминающей схеме 66. После этого, процессор 64 передает данные о конфигурационных параметрах схеме 62 управления, чтобы схема 62 управления могла посылать соответствующие управляющие сигналы индукционному источнику 38 электропитания и трансформатору 42.
Как было упомянуто выше, источник 12 электропитания для сварки и индукционный источник 38 электропитания могут быть соединены друг с другом посредством жесткого провода, беспроводного соединения, сетевого соединения и т.п. В частности, источник 12 электропитания для сварки и индукционный источник 38 электропитания могут быть сконфигурированы для передачи и приема данных и информации друг другу о работе системы 10 сварки. Например, источник 12 электропитания для сварки и индукционный источник 38 электропитания могут осуществлять связь друг с другом для координации скорости движения катушки 36 индукционного нагрева и сварочной горелки 16 вдоль обрабатываемой детали 32. Понятно, что в определенных вариантах осуществления катушка 36 индукционного нагрева и сварочная горелка 16 конфигурируются для работы в автоматическом режиме. В результате, источник 12 электропитания для сварки и индукционный источник 38 электропитания могут быть соединены и сконфигурированы для установления связи друг с другом и для поддержания постоянного расстояния между катушкой 36 индукционного нагрева и сварочной дугой 50, когда катушка 36 индукционного нагрева и сварочная горелка 16 перемещаются вдоль обрабатываемой детали 32 в направлении 48. Например, сварочная горелка 16 и катушка 36 индукционного нагрева могут каждая иметь датчики, сконфигурированные для измерения скорости перемещения или температуры вдоль обрабатываемой детали 32.
В качестве дополнительного примера, источник 12 электропитания для сварки может сообщать пользователю данные о выбранном способе сварки (т.е. о технологическом процессе сварки, выбранном оператором через пользовательский интерфейс 20) для индукционного источника 38 электропитания. Точнее говоря, схема 54 управления источника 12 электропитания для сварки может передавать данные о выборе способа сварки схеме 62 управления индукционного источника 38 электропитания. После этого, схема 62 управления индукционного источника 38 электропитания может модифицировать любой из различных рабочих параметров, на основе способа сварки, выбранного пользователем. Например, схема 62 управления может начать или закончить осуществление процесса сварки, или регулировать частоту или амплитуду переменного тока, подаваемого на катушку 36 индукционного нагрева, или скорость потока хладагента через трансформатор 42 и/или катушку 36 индукционного нагрева, для достижения желаемой максимальной температуры катушки 36 индукционного нагрева, на основе выбранного способа сварки. Точнее говоря, для выбранного способа сварки процессор 64 может извлекать конфигурационные параметры этого выбранного способа сварки из запоминающей схемы 66, и передавать данные о конфигурационных параметрах схеме 62 управления. Аналогично, схема 62 управления индукционного источника 38 электропитания может передавать рабочую информацию или данные в схему 54 управления источника 12 электропитания для сварки. Например, схема 62 управления может передавать данные о температуре (например, о максимальной температуре или о температуре в режиме реального времени) катушки 36 индукционного нагрева в схему 54 управления источника 12 электропитания для сварки. После этого, схема 54 управления источника 12 электропитания для сварки может настраивать один или более рабочих параметров источника электропитания для сварки и/или механизма 14 подачи проволоки для сварки, в ответ на данные, полученные от индукционного источника 38 электропитания. Например, схема 54 управления источника 12 электропитания для сварки может начать или закончить осуществление процесса сварки или регулировать скорость подачи проволоки или крутящий момент механизма 14 подачи проволоки для сварки, на основе данных о температуре катушки 36 индукционного нагрева, полученных от схемы 62 управления индукционного источника 38 электропитания. Понятно, что для повышенных температур, обеспечиваемых катушкой 36 индукционного нагрева для локальной области 52 обрабатываемой детали 32 перед сварочной дугой 50, может требоваться пониженная скорость подачи проволоки.
Следует отметить, что в определенных вариантах осуществления источники электропитания и схемы управления, используемые для генерирования и регулирования мощности индукционного нагрева и мощности сварки, могут быть объединены. То есть, некоторые или все схемы можно обеспечить в одном источнике электропитания, а некоторые из схем могут служить для выполнения обоих функций (например, компоненты пользовательского интерфейса). Дополнительно, координацию и синхронизацию команд, подаваемых как в систему сварки/резки, так и в индукционную систему, может обеспечить центральный контроллер.
Также следует отметить, что хотя в настоящем раскрытии иногда упоминается продвижение или перемещение сварочной горелки и расположенной рядом с ней системы индукционного нагрева, и в зависимости от конструкции системы сварки, горелка и система индукционного нагрева, несомненно, могут смещаться, однако в других системах они могут оставаться в целом неподвижными, в то время, как обрабатываемые детали могут перемещаться. Это может наблюдаться, например, в случае определенных роботизированных или автоматизированных операций, в применениях дуговой сварки под флюсом, и так далее. Оба сценария следует рассматривать как охватываемые настоящим изобретением, а описание перемещающейся горелки и системы индукционного нагрева следует понимать как включающее в себя любое относительное перемещение между этими компонентами и обрабатываемой деталью или обрабатываемыми деталями.
ФИГ. 3 представляет собой схему варианта осуществления системы 34 индукционного нагрева согласно ФИГ. 1, иллюстрирующую индукционный источник 38 электропитания, понижающий трансформатор 42 и катушку 36 индукционного нагрева, расположенную перед сварочной дугой 50, генерируемой сварочной горелкой 16. Как обсуждалось выше, трансформатор 42 соединен с индукционным источником 38 электропитания проводниками 44 электропроводки. Индукционный источник 38 электропитания подает переменный ток на трансформатор 42 по проводникам 44 электропроводки. Например, переменный ток может иметь частоту 5000-300000 Гц, хотя также можно подавать и другие частоты. Из трансформатора 42 переменный ток поступает на катушку 36 индукционного нагрева по электрическим проводникам 46. В частности, переменный ток выходит из трансформатора 42 через силовые соединения 70, прикрепленные к основанию 72 трансформатора 42. Электрические проводники 46 соединяются с силовыми соединениями 70, например, путем припаивания, сваривания или привинчивания. Как было упомянуто выше, электрические проводники 46 могут иметь полый сердечник, позволяя, таким образом, хладагенту течь через электрические проводники 46 и катушку 36 индукционного нагрева для регулирования максимальной температуры катушки 36 индукционного нагрева. Иными словами, электрические проводники 46 и катушка 36 индукционного нагрева могут переносить переменный ток и поток хладагента.
Как показано, трансформатор 42 поддерживается верхней пластиной 74 и нижней пластиной 76. В определенных вариантах осуществления верхняя и нижняя пластины 74 и 76 могут быть выполнены из керамики или другого электроизолирующего материала. Верхняя и нижняя пластины 74 и 76 дополнительно соединены с металлической рамой 78. Металлическая рама 78 может быть сконфигурирована таким образом, чтобы расстояние 80 между обрабатываемой деталью 32 и катушкой 36 индукционного нагрева можно было регулировать. Металлическая рама 78 может дополнительно закрепляться на тележке или другом передвижном блоке, сконфигурированном для перемещения и направления системы 34 индукционного нагрева в нескольких плоскостях вдоль сварного соединения обрабатываемой детали 32. Кроме того, кабельную тележку или другой передвижной блок можно соединить со схемой 62 управления индукционного источника 38 электропитания таким образом, чтобы схема 62 управления могла регулировать перемещение и скорость катушки 36 индукционного нагрева и всей системы 34 индукционного нагрева относительно обрабатываемой детали 32.
ФИГ. 4 представляет собой перспективное изображение варианта осуществления катушки 36 индукционного нагрева, показанного на ФИГ. 3. В проиллюстрированном варианте осуществления катушка 36 индукционного нагрева изготовлена из труб 80 квадратного сечения, которые образуют один блок 82 катушки, имеющий линейную конфигурацию катушки. В частности, трубы 80 квадратного сечения имеют толщину 84, которая может быть приблизительно равной 0,25", 0,5", 0,75", 1,0" или более. Понятно, что поскольку катушка 36 индукционного нагрева образована из труб 80 квадратного сечения, высота 86 катушки 36 индукционного нагрева равна толщине 84. Более того, блок 82 катушки, образованный из труб 80 квадратного сечения, дополнительно образует зазор 88. Например, зазор 88 может составлять приблизительно 0,25", 0,5", 0,75", 1,0", или более. В определенных вариантах осуществления блок 82 катушки может быть выполнен таким образом, чтобы размер зазора 88 был равен толщине 84 труб 80 квадратного сечения. Кроме того, хотя проиллюстрированный вариант осуществления катушки 36 индукционного нагрева выполнен из труб квадратного сечения, другие варианты осуществления катушки 36 индукционного нагрева могут быть выполнены из труб, обладающих другой геометрией (т.е. труб круглого, овального, прямоугольного или любого другого многоугольного сечения). Аналогично, хотя в проиллюстрированном варианте осуществления катушки 36 индукционного нагрева трубы 80 квадратного сечения образуют один блок 82 катушки, в других вариантах осуществления может быть более одной катушки.
Помимо блока 82 катушки, трубы 80 квадратного сечения включают в себя первую и вторую стойки 90 и 92 катушки, которые сконфигурированы для их соединения с электрическими проводниками 46. Первая и вторая стойки 90 и 92 катушки принимают переменный ток, поступающий с электрических проводников 46, и обеспечивают циркуляцию переменного тока через блок 82 катушки 36 индукционного нагрева. Кроме того, первая и вторая стойки 90 и 92 катушки могут принимать поток хладагента, поступающий от электрических проводников 46. В частности, хладагент может течь через первую и вторую стойку 90 и 92 катушки, изготовленные из труб 80 квадратного сечения, и его путь может быть проложен через блок 82 катушки, изготовленный из труб 80 квадратного сечения. Кроме того, катушка 36 индукционного нагрева может быть включена в состав концентратора 94 потока катушки индукционного нагрева. Например, концентратор 94 потока катушки индукционного нагрева может представлять собой коробку или другую полую структуру, образованную из такого материала, как феррит. Дополнительно, концентратор 94 потока катушки индукционного нагрева может быть покрыт теплоотводящим компаундом, сконфигурированным для передачи тепла к охлажденным элементам катушки.
ФИГ. 5 представляет собой схему варианта осуществления стыкового сварного соединения 96, образованного между первой пластиной 98 и второй пластиной 100, с использованием процесса сварки, известного из уровня техники. Точнее говоря, кромка 102 первой пластины 98 соединена с кромкой 104 второй пластины 100. Как показано, кромки 102 и 104 первой и второй пластин 98 и 100, соответственно, скошены. То есть, первую и вторую пластину 98 и 100 перед состыковыванием и свариванием подвергают механической обработке с образованием скошенной поверхности на кромках 102 и 104. Понятно, что в случае, когда первая и вторая пластины 98 и 100 являются толстыми (например, толщина 106 составляет 0,5" или более), для кромок 102 и 104 может потребоваться предварительная обработка, такая как скашивание, перед тем, как пластины 98 и 100 будут сварены друг с другом, для обеспечения желаемого качества и прочности сварки. В частности, для более толстых пластин 98 и 100 нагрева, получаемого с использованием сварочной дуги 50, может быть недостаточно для доведения пластин 98 и 100 по всей толщине 106 до температуры плавления. Следовательно, кромки 102 и 104 пластин 98 и 100 можно скашивать, чтобы позволить сварочной дуге 50 проникнуть на толщину пластин 98 и 100. Дополнительно, для стыкового сварного соединения 96 может потребоваться несколько проходов сварочной дуги 50.
После подготовки, кромки 102 и 104 пластин 98 и 100 состыковывают друг с другом для осуществления сварки. Как показано, при стыковом сварном соединении 96, кромки 102 и 104 пластин 98 и 100 образуют зазор 108. Во время операции сваривания, зазор 108 заполняется присадочным материалом 110 (т.е., сварочной проволокой). Для стыковых сварных соединений 96, имеющих большие или широкие зазоры 108, и или крупные скосы 102 и 104, для выполнения сварки может требоваться обильный присадочный материал 110, что приводит к повышению затрат на материалы шва, и к понижению эффективности сварки. Дополнительно, увеличенные зазоры 108 в стыковых сварных соединениях 96 могут дополнительно вызвать увеличение перекоса сварного шва (т.е., локализованную пластическую деформацию в пластинах 98 и 100 вблизи стыкового сварного соединения 96).
ФИГ. 6 представляет собой схему стыкового сварного соединения 96 по ФИГ. 5, образованного между первой пластиной 98 и второй пластиной 100, с использованием процесса сварки с участием системы 34 индукционного нагрева. Как показано, проиллюстрированное стыковое сварное соединение 96 образовано между кромками 102 и 104 пластин 98 и 100. Однако, в отличие от кромок 102 и 104, показанных на ФИГ. 5, кромки 102 и 104 в проиллюстрированном варианте осуществления не являются скошенными. В других вариантах осуществления кромки 102 и 104 могут быть лишь слегка скошенными. Как обсуждалось выше, варианты осуществления системы 10 сварки, имеющие систему 34 индукционного нагрева, являются пригодными для повышения температуры локальной области 52 обрабатываемой детали 32 перед сварочной дугой 50, до достижения гомологической температуры приблизительно равной 0,5 или более. Работа системы 34 индукционного нагрева (т.е., течение вихревых токов через обрабатываемую деталь 32) вызывает более равномерное повышение температуры пластин 98 и 100 по толщине 106 пластин 98 и 100. В результате, для доведения пластин 98 и 100 до температуры плавления по всей толщине 106 требуется меньше тепла, поступающего от сварочной дуги 50. Следовательно, зазор 108 между кромками 102 и 104 может быть очень малым, а скос кромок 102 и 104 может быть очень небольшим или может отсутствовать. Например, зазор 108 может иметь ширину 112, составляющую приблизительно 0,15" или менее. Поэтому, для осуществления стыкового сварного соединения 96 необходимо относительно небольшое количество присадочного материала 110. Поскольку для осуществления стыкового сварного соединения 96 необходимо меньшее количество присадочного материала 110, процесс сварки может быть выполнен быстрее, и стыковое сварное соединение 96 может претерпевать меньшее искривление сварного шва.
Как обсуждалось выше, варианты осуществления настоящего раскрытия изобретения включают в себя систему 34 индукционного нагрева, сконфигурированную для нагрева локальной области 52 обрабатываемой детали 32 перед сварочной дугой 50. В частности, система 34 индукционного нагрева может повышать температуру локальной области 52 до достижения гомологической температуры, приблизительно равной 0,5 или более. В результате, для доведения сварного соединения обрабатываемой детали 32 до температуры плавления требуется меньше тепла, поступающего от сварочной дуги 50. Поскольку система 34 индукционного нагрева пригодна для обеспечения существенного количество тепла для локальной области 52 обрабатываемой детали 32 непосредственно перед перемещающейся сварочной дугой 50, сварочная дуга 50 может осуществить сварное соединение с более высокой скоростью. Аналогично, для заполнения зазоров 108 между пластинами 98, 100 или свариваемыми поверхностями требуется меньшее количество присадочного материала 110, что приводит к снижению затрат на материалы. Понятно, что раскрытые варианты осуществления системы 34 индукционного нагрева обеспечивают относительно низкие затраты и небольшой объем технического обслуживания и ремонта вспомогательного источника нагрева для систем 10 сварки, что приводит к повышению эффективности различных способов сварки и связанных с нею процессов.
Хотя выше были проиллюстрированы и описаны лишь некоторые признаки изобретения, специалисты в данной области техники могут осуществить многие их модификации и изменения. Поэтому следует понимать, что прилагаемая формула изобретения охватывает все такие модификации и изменения, попадающие в пределы настоящего объема и сущности изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| СВАРОЧНЫЕ УСТАНОВКИ И СПОСОБ СВАРКИ С ОПРЕДЕЛЕНИЕМ ПРАВИЛЬНОГО СОЕДИНЕНИЯ И ПОЛЯРНОСТИ СВАРОЧНОГО ЭЛЕКТРОДА | 2013 |
|
RU2596553C2 |
| УПРАВЛЕНИЕ ПОДВОДОМ ТЕПЛА ДЛЯ СВАРОЧНЫХ СИСТЕМ | 2011 |
|
RU2555308C2 |
| МОДУЛЬ КОНТРОЛЯ КАЧЕСТВА ПРИ ТАНДЕМНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2361705C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| РЕШЕНИЕ ДЛЯ СВАРКИ КОРНЕВОГО ПРОХОДА | 2013 |
|
RU2600466C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
| СВАРОЧНОЕ УСТРОЙСТВО И СПОСОБ СВАРКИ | 2016 |
|
RU2693248C2 |
| СИСТЕМА ДУГОВОЙ ЭЛЕКТРОСВАРКИ | 2002 |
|
RU2275280C2 |
| СВАРОЧНАЯ СИСТЕМА С ДВУМЯ НАПРАВЛЯЮЩИМИ | 2022 |
|
RU2795223C1 |

Изобретение относится к системе для сварки, нагревательной индукционной системе и способу нагрева с использованием системы для сварки. Нагревательная индукционная система (34), используемая в системе для сварки, включает в себя катушку (36) индукционного нагрева, расположенную рядом со сварочной горелкой или установкой для плазменной резки (16). Индукционный источник (38) электропитания нагревательной системы (34) сконфигурирован для генерирования переменного тока. Понижающий трансформатор (42) соединен с индукционным источником (38) электропитания. Катушка (36) индукционного нагрева соединена с понижающим трансформатором (42) и сконфигурирована для приема переменного тока и индуцирования вихревых токов в обрабатываемой сваркой детали (32) для нагрева обрабатываемой сваркой детали (32) перед продвигающейся сварочной дугой или установкой для плазменной резки до гомологической температуры, по меньшей мере, приблизительно равной 0,5. Гомологическая температура представляет собой отношение фактической температуры материала к температуре плавления материала, обе из которых выражены в абсолютных единицах температуры. В результате процесс сварки может протекать при повышенной скорости, и/ или с большим проникновением, и/или с лучшими механическими характеристиками и высоким качеством. 3 н. и 15 з.п. ф-лы, 6 ил.
1. Система для сварки, содержащая:
источник электропитания для сварки;
механизм подачи проволоки, соединенный с источником электропитания для сварки;
сварочную горелку, соединенную с механизмом подачи проволоки и сконфигурированную для вывода проволоки из механизма подачи проволоки, для создания сварочной дуги на основе мощности от источника электропитания для сварки;
нагревательную индукционную систему, расположенную рядом со сварочной горелкой и сконфигурированную для нагрева локальной области обрабатываемой детали перед сварочной дугой до гомологической температуры, по меньшей мере, приблизительно равной 0,5; и
индукционный источник электропитания, сконфигурированный для генерирования переменного тока, причем индукционный источник электропитания содержит схему управления, при этом индукционный источник электропитания соединен с источником электропитания для сварки, а схема управления сконфигурирована для подачи управляющих сигналов в индукционный источник электропитания на основе рабочих параметров источника электропитания для сварки, механизма подачи проволоки для сварки или их обоих.
2. Система для сварки по п.1, содержащая трансформатор, соединенный с индукционным источником электропитания, при этом нагревательная индукционная система содержит катушку индукционного нагрева, соединенную с трансформатором и сконфигурированную для приема переменного тока и индуцирования вихревых токов в обрабатываемой детали.
3. Система для сварки по п.2, в которой рабочие параметры включают в себя выходное напряжение источника электропитания для сварки, ток на выходе источника электропитания для сварки, скорость подачи проволоки механизма подачи проволоки для сварки или их сочетание.
4. Система для сварки по п.2, в которой катушка индукционного нагрева содержит полые трубы.
5. Система для сварки по п.2, в которой катушка индукционного нагрева имеет линейную конфигурацию катушки.
6. Система для сварки по п.2, в которой нагревательная индукционная система содержит концентратор потока катушки индукционного нагрева, расположенный вокруг катушки индукционного нагрева.
7. Система для сварки по п.2, в которой нагревательная индукционная система содержит систему охлаждения, сконфигурированную для регулирования температуры трансформатора, катушки индукционного нагрева или того и другого.
8. Система для сварки по п.7, в которой система охлаждения содержит жидкий хладагент, сконфигурированный для протекания через трансформатор и/или катушку индукционного нагрева.
9. Система сварки по п.2, содержащая передвижной блок, сконфигурированный для поддерживания нагревательной индукционной системы, перемещения катушки индукционного нагрева в направлении сварки и регулирования высоты расположения катушки индукционного нагрева над обрабатываемой сваркой деталью или комбинации указанного.
10. Система для сварки по п.1, в которой нагревательная индукционная система сконфигурирована для нагрева локальной области обрабатываемой детали перед сварочной дугой до гомологической температуры, по меньшей мере, приблизительно равной 0,5.
11. Система для сварки по п.1, в которой нагревательная индукционная система сконфигурирована для нагрева локальной области обрабатываемой детали перед сварочной дугой до гомологической температуры, по меньшей мере, приблизительно равной 0,7.
12. Нагревательная индукционная система, используемая в системе для сварки, содержащая:
индукционный источник электропитания, сконфигурированный для генерирования переменного тока, причем индукционный источник электропитания содержит схему управления, сконфигурированную для подачи управляющих сигналов в индукционный источник электропитания на основе рабочих параметров источника электропитания для сварки, механизма подачи проволоки для сварки или их обоих;
понижающий трансформатор, соединенный с индукционным источником электропитания; и
катушку индукционного нагрева, расположенную рядом со сварочной горелкой, соединенную с понижающим трансформатором и сконфигурированную для приема переменного тока и индуцирования вихревых токов в обрабатываемой сваркой детали, для нагрева обрабатываемой сваркой детали перед продвигающейся сварочной дугой до гомологической температуры, по меньшей мере, приблизительно равной 0,5.
13. Нагревательная индукционная система по п.12, которая сконфигурирована для нагрева обрабатываемой сваркой детали перед продвигающейся сварочной дугой до гомологической температуры, по меньшей мере, приблизительно равной 0,65.
14. Нагревательная индукционная система по п.12, которая сконфигурирована для нагрева обрабатываемой сваркой детали перед продвигающейся сварочной дугой до гомологической температуры, по меньшей мере, приблизительно равной 0,75.
15. Нагревательная индукционная система по п.12, в которой катушка индукционного нагрева расположена перед сварочной горелкой в направлении сварки.
16. Нагревательная индукционная система по п.12, в которой катушка индукционного нагрева является первой катушкой индукционного нагрева, и нагревательная индукционная система содержит вторую катушку индукционного нагрева, расположенную позади сварочной горелки в направлении сварки, и нагревательная индукционная система сконфигурирована для термообработки обрабатываемой детали через вторую катушку индукционного нагрева.
17. Способ нагрева детали, свариваемой с использованием системы для сварки по п.1, включающий в себя:
помещение катушки индукционного нагрева и соседней сварочной горелки в рабочее положение по отношению к обрабатываемой детали, причем катушка индукционного нагрева сконфигурирована для приема переменного тока и индуцирования вихревых токов в обрабатываемой детали перед сварочной горелкой в направлении сварки;
управление индукционным источником электропитания на основе рабочих параметров источника электропитания для сварки, механизма подачи проволоки для сварки или их обоих;
генерирование переменного тока с помощью индукционного источника электропитания;
передачу переменного тока от индукционного источника электропитания к понижающему трансформатору;
передачу переменного тока от понижающего трансформатора к катушке индукционного нагрева; и
нагрев обрабатываемой детали до гомологической температуры, по меньшей мере, приблизительно равной 0,5.
18. Способ по п.17, включающий в себя перемещение катушки индукционного нагрева в направлении сварки перед продвигающейся сварочной дугой.
| US 6265701 B1, 24.07.2001 | |||
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| СВАРКА ИЗДЕЛИЙ ИЗ СУПЕРСПЛАВОВ | 2001 |
|
RU2265505C2 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1995 |
|
RU2098247C1 |
| US 3288982 A, 29.11.1966 | |||
| DE 10047492 A1, 25.04.2002 | |||
| СПОСОБ И СИСТЕМА ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ АЭРОПОРТА | 2011 |
|
RU2463664C1 |

