Изобретение относится к черной металлургии, а именно к составам шихт для выплавки чугуна в ваграночных печах.
Известна шихта для выплавки чугуна в вагранке (Ананьин А.А., Брилах М.М., Чернобровкин В.П. «Вагранщик» - М.: Гостехиздат, 1964), взятая за прототип, содержащая чугун чушковый, возврат в виде литников и недоливок, лом чугунный, лом стальной, при следующем соотношении компонентов, мас.%:
известняк и кокс мас.% от веса полученной металлической шихты:
Классическая технология выплавки чугуна предполагает использование литейного и передельного чугунов, стального лома, ферросплавов. Но в действительности на предприятиях с целью утилизации собственного возврата, снижения себестоимости и корректировки химического состава чугуна в шихту добавляют чугунный лом 30-60%, в некоторых случаях чушковой чугун полностью заменяют на чугунный лом. Это неблагоприятно влияет на структуру и качество получаемого чугуна. Чугунный лом вносит в чугун неблагоприятную наследственность, а также различные неметаллические включения, содержащиеся в нем. Для корректировки химического состава по содержанию углерода добавляют стальной лом.
Основным недостатком прототипа являются недостатки, свойственные ваграночной плавке, а именно значительный разброс химического состава металла, обусловленный колебанием химического состава и соотношением составляющих шихты, подаваемой в завалку, являющиеся причиной низкого качества получаемого чугуна и отливок из него.
Технической задачей изобретения является повышение качества выплавляемого в вагранке чугуна.
Согласно изобретению новый технический результат достигается за счет того, что в шихту для выплавки чугуна в вагранке, содержащую чугун чушковый, возврат, лом, ферросплавы, известняк и кокс, вводят карбонаты бария и стронция или карбонат бария при следующем соотношении компонентов, мас.%:
а известняк, кокс, карбонаты бария и стронция или карбонат бария мас.% от веса металлической части шихты:
При этом содержание карбонатов бария и стронция или карбоната бария может колебаться в пределах, мас.%:
Технический результат - повышение литейных свойств чугуна и эксплуатационных свойств отливок из него, в частности повышение стойкости чугунных изложниц.
Введение карбонатов бария и стронция или карбоната бария в состав шихты для выплавки чугуна в вагранке дало возможность повысить литейные свойства чугуна за счет повышения его жидкотекучести, снижения количества неметаллических включений, а эксплуатационные свойства за счет измельчения графитной составляющей, перевода графита из пластинчатой формы в графит завихренной формы, снижения цементитной сетки в структуре чугуна и снижения количества неметаллических включений.
Влияние карбонатов бария и стронция или карбоната бария обусловлено их способностью в процессе ваграночной плавки частично восстанавливаться кремнием и углеродом. В результате восстановительной реакции получаются оксид кремния или углерода и активные элементы, такие как Ва и Sr, которые в свою очередь оказывают положительное влияние на чугун в целом (реакции, происходящие в металле и шлаке после восстановления бария и стронция, подробно не известны в связи с невозможностью провести исследование процессов, происходящих в вагранке). Можно теоретически и по косвенным признакам предположить, что активные элементы барий и стронций связывают неметаллические включения, растворенные в жидком чугуне, в прочные химически устойчивые соединения и выводят их на поверхность металла в шлак. Это в свою очередь способствует образованию более чистой от неметаллических включений, мелкодисперсной, соответственно более жидкоподвижной структуры металла, находящегося в жидкой фазе. Данное влияние способствует получению более однородной и плотной структуры металла в жидкой фазе, соответственно и отливка из него имеет большую плотность и однородность как по химическому, так и по структурному составу.
Карбонаты бария и стронция или карбонат бария в составе предложенной шихты для выплавки чугуна в вагранке играют роль флюсомодифицирующей добавки. Барий и стронций или барий, введенные в состав шихты в карбонатной форме, оказывают положительное влияние как на шлак, так и на жидкий металл, повышая емкость шлака по неметаллическим включениям и вредным примесями и оказывая модифицирующее действие на чугун. Карбонаты бария и стронция кроме повышения емкости шлака способствуют снижению содержания оксидов железа и кремния в шлаке и способствуют восстановлению их в металл, что позволяет снизить расход дорогостоящих ферросплавов.
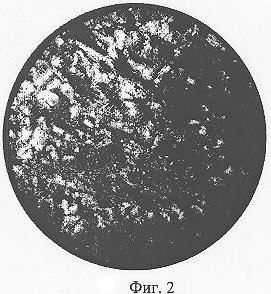
На фиг.1 приведено фото формы графита модифицированного чугуна (×100). На фиг.2 приведено фото формы и распределения феррита и перлита в модифицированном чугуне (×100).
Требования, предъявляемые к шихте
Шихтовые материалы, поступающие на шихтовой двор плавильного отделения, должны размещаться по отдельным бункерам и закромам и разделяться по химическому составу. Только в этом случае можно составить шихту, обеспечивающую получение чугуна заданного химического состава.
В настоящее время чушковые чугуны выпускаются малой массы (около 25 кг) и поэтому могут быть использованы в шихте без предварительной подготовки. Лом и возврат, если они имеют большую массу и габариты, разбиваются под копром до необходимых размеров. Возврат обычно загрязнен пригоревшей к нему формовочной землей и его следует очищать. Стальной лом разделывается до кусков определенной массы и размеров с помощью огневой резки. Массу куска шихты желательно иметь не более 40 кг. Чем меньше масса кусков шихты, тем больше производительность вагранки и выше температура чугуна. Во всех случаях во избежание зависания шихты в шахте в процессе плавки размер кусков лома и возврата должен быть менее 1/3 внутреннего диаметра вагранки.
Перед загрузкой шихты в вагранку проводят расчет шихты. Расчет шихты - это подбор шихтовых материалов, таких как чушковой чугун (литейный и передельный), лом (стальной и чугунный), имеющих определенный химический состав в таком количестве, чтобы с учетом угара элементов, получить чугун заданного химического состава.
Предлагаемый состав шихты для выплавки чугуна в вагранке получают следующим образом. На лещадь вагранки засыпают холостую колошу (кокс) и разжигают ее газом или дровами. После розжига холостой колоши на нее подают известковую колошу, затем металлическую колошу (чушковой чугун - литейный и передельный), лом (стальной и чугунный), возврат, ферросплавы, а за ней топливную колошу (кокс), затем цикл повторяется, т.е. известковая-металлическая-топливная колоши. Подачу карбонатов бария и стронция или карбона бария можно осуществлять в металлическую, известняковую или топливную колоши либо между ними.
Гранулометрический состав карбонатов бария и стронция для применения при ваграночном процессе желателен от 20 до 80 мм в диаметре, так как он обеспечивает наиболее высокий результат и не ухудшает газопроницаемость шихты.
Лом стальной добавляется при необходимости в металлическую колошу для корректировки содержания углерода в чугуне.
Содержание карбонатов бария и стронция в различных исходных продуктах (минералах) может значительно отличаться друг от друга. Чем выше содержание карбонатов бария и стронция или карбоната бария в применяемом исходном материале, тем меньше его необходимо для выплавки чугуна в вагранке.
Скорость работы вагранки регулируется размером топливных колош и интенсивностью дутья.
Компоненты для выплавки чугуна в вагранке берут в следующем соотношении, мас.%:
а известняк, кокс, карбонаты бария и стронция или карбонат бария мас.% от веса металлической части шихты:
Пример 1
Плавка проводилась на коксовой вагранке шахтного типа производительностью 5 т/ч с шамотной футеровкой. Металлическая шихта состояла: 70% чугун чушковый (50% чугун литейный, 20% чугун передельный), лом чугунный и возврат 29%, ферросплавы (FeSi 45%) 1,0%, карбонаты бария и стронция (модификатор барий-стронциевый БСК-2 по ТУ 1717-001-75073896-2005) в количестве 10 кг на тонну металлической шихты, что составляет 1,0% металлической части шихты, а также известняк в количестве 15 кг на тонну, что составляет 1,5% металлической части шихты, и кокс в количестве 10% от массы металлической части шихты. Температура в ковше колебалась от 1250 до 1320°С. В ходе работы отливались образцы на определение химического состава и механических свойств с каждого ковша, а следовательно, на каждую изложницу. Образцы на определение механических свойств отливались на первую, среднюю и последнюю изложницы. На сталеразливочной канаве мартеновской установили 128 модифицированных изложниц.
Барий-стронциевый карбонат марки БСК-2 по ТУ 1717-001-75073896-2005 содержит следующие компоненты, мас.%: ВаО - 16,0, СаО - 21,5, SrO - 5,5, CO2 - 18,0. Соответственно в модификаторе БСК-2 содержится 61% карбонатов бария, стронция и кальция в форме BaSrCa(CO)3.
В процессе исследований были получены следующие результаты:
1. Жидкотекучесть полученного модифицированного серого чугуна на 10-50% превышает жидкотекучесть чугуна по прототипу, что позволяет производить заливку форм при более низких температурах.
2. Структура пластинчатого графита имеет более завихренную и равномерно распределенную форму, положительно влияющую на механические свойства отливки (см. фиг.1 и 2).
Среднее значение временного сопротивления на разрыв составляет 15 кг/мм2, что на 15% выше, чем на образцах, отливаемых при существующей технологии.
3. Партия опытных изложниц из 128 шт. была подвергнута естественному старению в течение 60 дней и затем задана в производство. После отбраковки изложниц и получения результатов получаем в среднем 76 наливов в одну изложницу, при этом расходный коэффициент составляет
Ризл=785/(76×0,65)=15,9 кг/т,
где 785 - вес изложницы, кг;
76 - среднее число наливов;
0,65 - вес слитка, т.
4. Химический состав опытных изложниц соответствует химическому составу серого чугуна марки СЧ10 по ГОСТу.
Выводы:
- При применении карбонатов бария и стронция для модифицирования чугуна не требуется дополнительных затрат на техническое оснащение, так как карбонаты подаются непосредственно в вагранку.
- Применение карбонатов бария и стронция для модифицирования чугуна повышает литейные свойства чугуна. Повышение жидкотекучести обеспечивает более длительную выдержку чугуна в ковше перед заливкой (до 7 минут), что позволило снизить температуру заливки, снижая тем самым пригар на изложницах. В результате отливки из чугуна с высокой жидкотекучестью видимых дефектов (пустот, раковин) в донной части опытные изложницы не имели.
- Расход опытных изложниц, изготовленных из чугуна, модифицированного карбонатами бария и(или) стронция, в среднем составил 15,9 кг/т, что на 4,22% ниже нормативного коэффициента и на 15% ниже фактического расхода. Фактический расходный коэффициент за полугодие 2006 г. составил 18,7 кг/т стали. Это свидетельствует о значительно лучшей разгаростойкости изложниц из выплавленного чугуна, модифицированного карбонатами бария и(или) стронция.
- Карбонат бария и стронция задавался в завалку с различным удельным расходом: 8, 7, 10 и 15 кг/т. Оптимальный расход модификатора составил 10 кг на тонну металлической части шихты.
- За счет более однородной структуры чугуна и отсутствия цементитной составляющей облегчилась механообработка изложниц.
Пример 2. Применение модификатора на основе карбонатов бария для модифицирования чугуна в вагранке с целью повышения стойкости чугунных изложниц
С целью освоения технологии модифицирования чугуна барием при его выплавке и проверки эффективности его влияния на увеличение срока службы изложниц, в апреле 2007 г. отлили партию (60 шт.) опытных изложниц: 14 изложниц (кв. 570 мм) для слитков массой 2,9 т и 10 изложниц (кв. 590 мм) для слитков массой 3,6 т испытали при разливке стали в ЭСПЦ 1, 36 изложниц (кв. 670 мм) для слитков массой 5,85 т испытали при разливке стали в мартеновском цехе.
Выплавку модифицированного чугуна производили по ТИ 01-Л-2005 со следующими особенностями: в состав металлической калоши вводили модификатор на основе карбоната бария из расчета 10 кг/т металлошихты таким образом, чтобы его завалка в вагранку производилась после завалки чугунного лома, но не позднее завалки литейного или передельного чугуна. В процессе выплавки чугуна и отливки изложниц отбирали пробы шлака и металла, в т.ч. пробы, отлитые в виде приливов к изложницам, для определения химического состава шлака и чугуна, определения механических свойств и оценки микроструктуры чугуна. Металлографический анализ структуры металлической основы (количество перлита и феррита, %) и формы включений графита, их размеров и количества производили по методике и шкалам ГОСТ 3443-87. Полученные данные сравнивали с результатами аналогичного исследования микроструктуры обычного чугуна изложниц.
Выявленное при эксплуатации различие в величинах срока службы изложниц, отлитых из модифицированного и обычного чугуна, свидетельствует о положительном влиянии модификатора на основе карбоната бария на их стойкость. Так, фактический расход опытных изложниц кв. 570 и 590 мм составил 23,07 кг/т против 24,4 кг/т - фактического расхода изложниц в апреле 2007 г.по ЭСПЦ №1, т.е. сократился на 5,5%. Срок службы опытных изложниц кв. 670 мм составил 43,6 плавок по сравнению с 39,6 плавками его величиной для обычных изложниц, эксплуатирующихся одновременно с ними в мартеновском цехе в апреле, т.е. увеличился на 10,14%. При этом расход опытных изложниц сократился на 1,7 кг/т стали в годных слитках или на 8,3%.
Следует подчеркнуть, что различием в химическом составе опытных и сравнительных плавок нельзя объяснить указанное выше повышение срока службы изложниц, отлитых из чугуна, модифицированного барием и стронцием при его выплавке.
Из сравнения данных по микроструктуре чугуна следует, что как при обычной выплавке, так и с модифицированием структура чугуна содержит в основном пластинчатый (ПГф 1) графит прямолинейной формы с отдельными включениями графита завихренной формы (ПГф 2) длиной от 15 до 250 мкм и отдельные включения длиной до 500 мкм (ПГд 15 - 180, 350 отд.). Количество включений графита также не изменилось. Оно для всех плавок равно 12%. Распределение включений графита в обычном чугуне в основном равномерное (ПГр 1) с присутствием колоний междендритного графита (ПГр 4). В чугуне отдельных опытных изложниц присутствуют равномерное распределение графита (ПГр 1), колонии графита с дендритным расположением (ПГр 4), розеточное распределение графита (ПГр 7) и точечный графит с дендритным расположением (ПГр 9). Вместе с тем известно, что точечный графит с дендритным расположением способствует получению металла с наименьшими упругими свойствами и твердостью. Такой чугун хорошо противостоит образованию трещин при внезапном нагревании изделий [1].
Наиболее существенно обычный и модифицированный чугун различаются по содержанию структурных составляющих. В обычном чугуне металлическая основа: до ˜80% перлита и до ˜20% феррита. В модифицированном чугуне содержится от 40 до 70 (П 55) перлита и от 30 до 60% (Ф45) феррита. Повышение содержания феррита в опытном чугуне хорошо согласуется с результатами испытания прочности металла:
Перлит обладает более высокой прочностью и хрупкостью, чем феррит, поэтому, чем его больше в структуре чугуна, тем последний прочнее. Вместе с тем, по мнению автора работы [2], для изделий, подвергающихся нагреву, предпочтительнее феррито-перлитная структура с крупными выделениями пластинчатого графита. В этом случае меньше вероятность образования трещин в начале работы.
Таким образом, повышение в металлической матрице модифицированного чугуна содержания феррита в ˜2 раза по сравнению с обычным чугуном обусловило, по-видимому, более позднее образование трещин в опытных изложницах и более высокий срок их службы. Этому же частично способствовало более благоприятное распределение графитовых включений в структуре чугуна отдельных изложниц.
Таким образом, использование модификатора на основе карбонатов бария при выплавке чугуна в 1,5 раз и более увеличивает содержание в нем феррита и, тем самым, уменьшает вероятность образования трещин в начале эксплуатации. В связи с тем, что изложницы в сталеплавильных цехах бракуются главным образом из-за образования и развития продольных трещин в процессе их применения, уменьшение трещиночувствительности чугуна увеличивает на ˜10% срок их службы и уменьшает на 5,5-8,3% расход изложниц при разливке стали.
Список использованной литературы
1. Бидуля П.Н. Литейное производство. - М.: Гостехиздат, 1953, с.427, 310 с.
2. Львовский П.Г. Справочное руководство механика металлургического завода. - Свердловск: Гостехиздат, 1962, 1100 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ МОДИФИЦИРОВАНИЯ И РАФИНИРОВАНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ И ЦВЕТНЫХ СПЛАВОВ (ВАРИАНТЫ) | 2012 |
|
RU2502808C1 |
| МЕТАЛЛИЧЕСКАЯ ШИХТА ДЛЯ ВЫПЛАВКИ ЧУГУНА В ВАГРАНКЕ | 2000 |
|
RU2172781C1 |
| Способ подготовки коксовой вагранки к запуску | 1989 |
|
SU1668835A1 |
| ДОБАВКА В ШИХТУ ШАХТНОЙ ЧУГУНОПЛАВИЛЬНОЙ ПЕЧИ | 1994 |
|
RU2092568C1 |
| СПОСОБ ВАГРАНОЧНОЙ ПЛАВКИ НА ТОЩИХ УГЛЯХ | 2009 |
|
RU2407804C2 |
| СМЕСЬ ДЛЯ МОДИФИЦИРОВАНИЯ И РАФИНИРОВАНИЯ СТАЛИ И ЧУГУНА | 2015 |
|
RU2588932C1 |
| СПЛАВ ДЛЯ РАСКИСЛЕНИЯ, РАФИНИРОВАНИЯ, МОДИФИЦИРОВАНИЯ И МИКРОЛЕГИРОВАНИЯ СТАЛИ (ВАРИАНТЫ) | 2010 |
|
RU2434966C2 |
| Способ розжига коксовой вагранки | 1987 |
|
SU1537995A1 |
| ЧУГУН ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ОСНАСТКИ (ИЗЛОЖНИЦ) | 2022 |
|
RU2786056C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО И СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2137844C1 |
Изобретение относится к черной металлургии, а именно к составу шихты для выплавки чугуна в вагранке. Шихта содержит чугун чушковый, возврат, лом, ферросплавы, известняк и кокс, карбонаты бария и стронция или карбонат бария при следующем соотношении компонентов, мас.%: чугун чушковый 3,0-70,0; возврат 2,0-65,0; лом 0,5-30,0; ферросплавы 1,0-10,0, а известняк, кокс и карбонаты бария и стронция или карбонат бария, мас.% от веса металлической части шихты: известняк 1,5-6,0; кокс 10-15,0; карбонаты бария и стронция или карбонат бария 0,01-5,0. Использование изобретения обеспечивает повышение литейных свойств чугуна и эксплуатационных свойств отливок из него. 2 ил.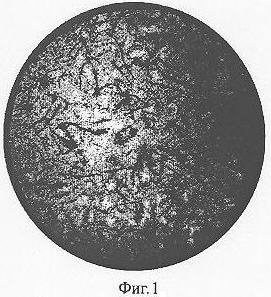
Шихта для выплавки чугуна в вагранке, содержащая чугун чушковый, возврат, лом, ферросплавы, известняк и кокс, отличающаяся тем, что она дополнительно содержит карбонаты бария и стронция или карбонат бария при следующем соотношении компонентов, мас.%:
а известняк, кокс и карбонаты бария и стронция или карбонат бария, мас.% от веса металлической части шихты:
| АНАНЬИН А.А | |||
| и др | |||
| Вагранщик | |||
| - М.: Гос | |||
| научно-техническое изд-во машиностроительной литературы, 1964, с.73-76 | |||
| Способ получения чугуна в вагранке | 1983 |
|
SU1092184A1 |
| ДОБАВКА В ШИХТУ ШАХТНОЙ ЧУГУНОПЛАВИЛЬНОЙ ПЕЧИ | 1994 |
|
RU2092568C1 |
| US 4581068 A, 08.04.1986 | |||
| US 4171219 A, 16.10.1979. | |||

