Изобретение относится к пищевой промышленности, в частности к хлебопекарной ее отрасли, и может быть использовано для производства хлеба из смеси ржаной и пшеничной муки преимущественно формового хлеба с соотношением муки ржаной и муки пшеничной (0,90÷0,10):(0,10÷0,90), а также формового хлеба типа дарницкого, донского, столичного, бородинского.
Известен способ приготовления ржано-пшеничного хлеба, в частности хлеба дарницкого формового, предусматривающий приготовление теста из рецептурного количества муки ржаной хлебопекарной обдирной и муки пшеничной хлебопекарной первого сорта, дрожжей хлебопекарных прессованных, соли поваренной пищевой, жидкой закваски с заваркой. Закваску вносят в количестве 35,5 кг. Готовое тесто разделывают на заготовки и направляют на расстойку, которую осуществляют в течение 45÷60 мин, а затем - на выпечку. Выпечку осуществляют в увлажненной пекарной камере при температуре 200÷240°С в течение 50-57 мин.
Минимальный выход хлеба дарницкого формового при влажности муки 14,5% массой 0,9 кг составляет 145,0% подового массой 0,9 кг - 141,5%. (Ершов П.С., Сборник рецептур на хлеб и хлебобулочные изделия, Санкт-Петербург, Префикс, 2003 г., стр.8-11).
Известен способ производства ржано-пшеничного хлеба, а именно хлеба столичного, предусматривающий приготовление теста из рецептурного количества муки ржаной хлебопекарной обдирной, муки пшеничной хлебопекарной, дрожжей хлебопекарных прессованных, соли поваренной пищевой, сахара-песка, жидкой закваски с заваркой и воды питьевой.
Для приготовления теста используют на 100 кг муки, кг:
Закваска содержит 35,5 кг муки. Заварку готовят при соотношении муки и воды 1:2,5. Используемая закваска имеет влажность 79-85%, температуру 31÷33°С, кислотность 9÷12 град.
Готовое тесто разделывают и укладывают в формы или кассеты, направляют на расстойку, которую проводят 45÷50 мин, затем - на выпечку.
Выпечку осуществляют при температуре 190÷250°С в течение 40÷50 мин.
Минимальный выход хлеба при влажности муки 14,5% составляет для формового хлеба массой 0,85-146,5%, для подового хлеба массой 0,85 - 143,0% (Ершов П.С. Сборник рецептур на хлеб и хлебобулочные изделия, Санкт-Петербург, Префикс, 2003 г., стр.25-29).
Недостатком известного способа является недостаточная удовлетворительность качества, вкуса и аромата хлеба, сравнительно низкая пористость мякиша, что снижает потребительскую привлекательность продукта, а также отсутствие стабильного заданного выхода хлеба, обусловленного отсутствием должного контроля за соответствием оптимальных режимов приготовления закваски, соответствующих конкретным характеристикам исходного сырья.
Известен способ производства хлеба «Бородинского Нового», предусматривающий приготовление заварки, закваски, теста, разделку теста на тестовые заготовки массой 0,830÷0,840 кг, укладку в формы, расстойку теста в течение 60÷65 мин, опрыскивание водой сверху на тестовые заготовки в формах, посыпку кориандром тестовых заготовок и выпечку хлеба в течение 60÷65 минут при температуре 200÷220°С.
Заварку готовят из смеси муки, кориандра и солода путем заваривания водой с температурой 95÷97°С с последующим выдерживанием смеси в течение 1,5÷2,0 часов для осахаривания. Готовую закваску охлаждают до 32°С и расходуют на замес теста. Заварка имеет влажность 67,0%, температуру 32÷34°С.
Тесто готовят на жидкой закваске без заварки. Для приготовления жидкой закваски 18,0 кг ржаной обдирной муки смешивают с 42 л воды и подают в емкость со спелой закваской в соотношении 1:1. Закваску подвергают брожению 3,5 часа до кислотности 8,0÷12,0 град.
Для приготовления теста используют следующие компоненты, кг:
Вышеуказанные компоненты смешивают и выбраживают тесто 80÷90 минут.
Выброженное тесто разделывают на тестовые заготовки и далее процесс осуществляют так, как описано выше (RU 2123787, 12.27.1998).
Недостатком известного способа является длительность процесса приготовления заварки - процесс осахаривания муки длится 1,5÷2,0 часа, а также возможность прилипания хлеба в формах и вследствие этого растрескивание, возможна неравномерная пористость, что приводит к увеличению процента брака и снижает покупательский спрос.
Задачей настоящего изобретения является улучшение качества, вкуса и аромата хлеба при одновременном обеспечении стабильного заданного его выхода, а также оптимизация расстойки, выпечки, охлаждения и выдержки хлеба.
Поставленная задача в части первого варианта решается за счет того, что разработан способ приготовления формового хлеба из смеси ржаной и пшеничной муки преимущественно формового хлеба типа дарницкого, донского, бородинского, столичного, хлеба с соотношением муки ржаной и муки пшеничной (0,90÷0,10):(0,10÷0,90), согласно изобретению характеризующийся тем, что он предусматривает приготовление теста на закваске, разделку его на тестовые заготовки, укладку тестовых заготовок с температурой теста 28÷32°С в формы, установленные в люльках, подвижно укрепленных рядами на общем бесконечном конвейере расстойно-печного агрегата, расстойку, выпечку при температуре 140÷280°С и выгрузку из форм готового хлеба с последующей подачей люлек с формами конвейером для укладки в них следующих тестовых заготовок, охлаждение и выдержку выпеченного хлеба, причем на пути перемещения форм от участка выгрузки из них готового хлеба до участка укладки в них тестовых заготовок формы охлаждают в режиме, характеризующемся градиентом температур, определяемым зависимостью
 ,
,
где t1 - температура внутренней поверхности форм при выгрузке из них готового хлеба, °С; t2 - температура внутренней поверхности форм в момент укладки в них тестовых заготовок, °С, l - длина перемещения люлек с формами конвейером от участка выгрузки из форм готового хлеба до участка укладки в них тестовых заготовок, м, с обеспечением перепада температуры внутренней поверхности форм в момент укладки в них тестовых заготовок и температуры тестовых заготовок, укладываемых в формы на расстойку, составляющего 2÷7°С, а охлаждение и выдержку выпеченного хлеба производят на аэропрозрачной бесконечной транспортерной ленте установки для охлаждения упомянутых изделий, имеющей силовой каркас, спиральный пандус и силовой привод, по меньшей мере, с одним движителем в виде силового барабана с рабочей боковой поверхностью, при этом лента выполнена с коэффициентом аэропрозрачности 0,25-0,90, пространственно трансформируемой и, по крайней мере, на одном из своих участков закручена вокруг движителя - силового барабана в виде дважды радиально усеченной многовитковой спирали геликоидного типа с создаваемым при этом совокупным диаметральным приращением внешнего кругового контура транспортерной ленты к диаметру рабочей боковой поверхности силового барабана, по крайней мере, на одном витке многовитковой спирали геликоидного типа меньшим диаметра в плане боковой поверхности силового барабана, но превышающим радиальную величину последнего, соответствующую минимальному радиусу бокового изгиба по спиральному пандусу конвейерной ленты в положении опорного огибания силового барабана, при этом радианно-высотный показатель закрутки условной геликоидной поверхности пандуса, несущего транспортерную ленту на многовитковом участке, составляет 60-30 рад/м.
Тесто могут приготавливать на жидкой закваске, полученной с использованием в разведочном цикле сухого лактобактерина в сочетании с чистой культурой дрожжей, с заваркой, или тесто могут приготавливать на густой закваске с влажностью 40÷50% или 50÷60%, или на концентрированной молочнокислой закваске.
Хлебобулочные изделия рекомендуется приготавливать из муки ржаной хлебопекарной обойной, и/или обдирной, и/или сеяной и муки пшеничной хлебопекарной первого, или второго сорта, или подольской, или обойной, или высшего сорта, а также дрожжей хлебопекарных прессованных, соли поваренной пищевой и воды питьевой, причем при приготовлении теста в состав рецептурных компонентов могут вносить сахар-песок и/или патоку, и/или солод ржаной ферментированный или неферментированный, и/или тмин, или кориандр, или анис, и/или сыворотку молочную.
Жидкую закваску с заваркой в производственном цикле целесообразно получать путем приготовления заварки, а также питательной смеси, которую вносят в часть жидкой закваски предыдущего производственного цикла, при этом заварку получают в заварочной машине с охлаждающей рубашкой и перемешивающим рабочим органом путем осахаривания муки ржаной хлебопекарной обдирной или смеси муки ржаной хлебопекарной обдирной и муки ржаной хлебопекарной обойной, которое осуществляют путем введения в муку ржаную хлебопекарную жидкости в виде воды питьевой с температурой 90÷100°С и конденсата водяного пара, полученного из питьевой или химически очищенной воды с температурой 102°С÷105°С, подаваемого под давлением 10,1-30,4 кПа, предпочтительно 20,3 кПа, которым производят пропаривание муки с барботированием и механической обработкой в течение 15÷20 мин с получением осахаренной заварки с температурой 60÷65°С, а для получения питательной смеси в осахаренную заварку вносят муку ржаную хлебопекарную обдирную и воду питьевую с температурой 15÷20°С при непрерывном перемешивании и дополнительном охлаждении посредством подачи холодной воды в охлаждающую рубашку заварочной машины до получения питательной смеси с заваркой с температурой 28÷32°С, при этом после внесения ее в часть жидкой закваски предыдущего цикла, составляющую предпочтительно 50% от общей массы готовой закваски предыдущего производственного цикла, жидкую закваску с питательной смесью с заваркой сбраживают для ее воспроизводства, причем при приготовлении жидкой закваски с заваркой обеспечивают влажность готовой закваски, равную 81,0÷83,0%, кислотность 10÷11 град и подъемную силу от 25 до 30 мин за счет использования при приготовлении питательной смеси и заварки муки ржаной и жидкости в количествах, при которых соотношение гидромодулей - отношений массы муки к массе жидкости - в заварке и в питательной смеси с заваркой составляет 1,51÷1,89, при этом муку ржаную используют с влажностью, составляющей 14,5%.
Муку ржаную обдирную и муку ржаную обойную при приготовлении закваски рекомендуется использовать в соотношении, составляющем (0,8÷0,9):(0,2÷0,1), предпочтительно 0,85÷0,15, причем муку ржаную хлебопекарную обойную целесообразно использовать в заварке.
При приготовлении теста могут готовить суспензию дрожжей хлебопекарных прессованных, которые рекомендуется использовать в количестве, составляющем 0,2%÷0,7% от массы муки, путем перемешивания их с водой в соотношении 1:(2,8÷3,2), а также подготавливать солевой раствор с плотностью (1,10÷1,19) г/л и воду питьевую, в тестомесильную машину вносят рецептурное количество муки ржаной хлебопекарной обдирной и муки пшеничной хлебопекарной, жидкую созревшую закваску с заваркой, суспензию дрожжей хлебопекарных прессованных, солевой раствор и воду питьевую и производят замес теста в течение 3-5 мин с последующим его выбраживанием в имеющем вал преимущественно с двумя однозаходными лопастями корытообразном бродильном аппарате с перемешиванием и перемещением теста по внутренней поверхности корыта, наклонной к горизонту под углом 2,8÷3,0° с возможностью регулирования скорости перемещения теста путем изменения скорости вращения вала аппарата, при этом измеряют, по крайней мере, влажность и температуру теста на входе и кислотность на выходе из аппарата для контроля и последующей при необходимости корректировки количества рецептурных компонентов, используемых для приготовления теста, причем процесс брожения ведут в течение 1,0÷1,5 ч с обеспечением кислотности теста в конце процесса 8÷9 град, после чего производят перемещение теста в укладчик-делитель и производят разделку теста на тестовые заготовки и укладку их в формы для последующей расстойки.
При производстве хлеба заварного тесто предпочтительно приготавливать путем последовательного внесения в дежу жидкой закваски с заваркой, измельченного кориандра или тмина, дрожжей хлебопекарных прессованных, осахаренного солода ржаного ферментированного, муки ржаной хлебопекарной обдирной, муки пшеничной хлебопекарной первого сорта, солевого раствора с плотностью 1,10÷1,19 г/л, сахара-песка и рецептурного количества воды питьевой с последующим перемешиванием и сбраживанием в течение 90,0÷120 мин с обеспечением кислотности теста в конце процесса 8,0÷10,0 град, влажности теста 46,0%÷47,0%, после чего производят подачу теста в укладчик-делитель и производят разделку теста на тестовые заготовки и укладку их в формы для последующей расстойки,
Перепад температуры внутренней поверхности форм в момент укладки в них тестовых заготовок и температуры тестовых заготовок, укладываемых в формы на расстойку, может составлять 2÷3°С, причем расстойку тестовых заготовок целесообразно производить в расстойном шкафу расстойно-печного агрегата в течение 50,0÷60,0 мин при температуре 35С÷45°С и относительной влажности 75,0÷85,0%, которую поддерживают путем подачи в расстойный шкаф пара с температурой 102÷105°С под давлением 10,1÷30,4 кПа, предпочтительно 20,3 кПа, предпочтительно через перфорированные трубы с диаметром отверстий 2÷3 мм, при этом при расстойке тестовых заготовок и их выпечке в формах люлек расстойно-печного агрегата обеспечивают одновременное нахождение люлек на расстойке, на выпечке и на участке от выгрузки готового хлеба до укладки в формы тестовых заготовок в количестве от общего их количества на конвейере, составляющем соответственно (31÷37)% и (39÷47) %, (21÷25) %, предпочтительно 34%, 43% и 23%.
На общем бесконечном конвейере одновременно могут размещать в расстойном шкафу 69 люлек, в печи 87 люлек, а на участке от выгрузки готового хлеба до укладки в формы тестовых заготовок 45 люлек при установке на люльке 16 форм и расстоянии между осями крепления смежных люлек, составляющем 280 мм.
Градиент температур внутренней поверхности форм на участке их перемещения от зоны выгрузки готового хлеба до зоны укладки в формы тестовых заготовок могут обеспечивать путем принудительного охлаждения форм, преимущественно воздухом, подаваемым через многощелевые коллекторы, причем многощелевые воздушные коллекторы размещают на участке от зоны выгрузки хлеба из форм люлек бесконечного конвейера до зоны укладки в формы тестовых заготовок, предпочтительно под расстойным шкафом расстойно-печного агрегата, а воздух для охлаждения форм подают с температурой 14÷20°С, предпочтительно 15÷18°С, при этом длину перемещения люлек с формами устанавливают равной от 4 до 21,6 м,
Градиент температур внутренней поверхности форм на участке их перемещения от зоны выгрузки готового хлеба до зоны укладки в формы тестовых заготовок могут обеспечивать путем естественного охлаждения форм воздухом окружающей среды, причем длину перемещения люлек с формами устанавливают равной от 9,2 до 43,5 м.
При производстве заварного формового хлеба компоненты могут использовать в следующем массовом соотношении на 100 кг муки в тесте, кг:
или компоненты могут использовать в следующем массовом соотношении на 100 кг муки в тесте, кг:
причем хлеб производят с массой одного изделия в готовом виде, равной 0,85÷0,9 кг, или 0,7÷0,8 кг, или 0,5÷0,6 кг.
При производстве формового хлеба компоненты могут использовать в следующем массовом соотношении на 100 кг муки в тесте, кг:
или компоненты могут использовать в следующем массовом соотношении на 100 кг муки в тесте, кг.
причем хлеб производят с массой одного изделия в готовом виде, равной 0,85÷0,9 кг, или 0,7÷0,8 кг, или 0,5÷0,6 кг.
Охлаждение и выдержку выпеченного хлеба рекомендуется производить на аэропрозрачной бесконечной транспортерной ленте установки для охлаждения упомянутых изделий, силовой каркас которой может быть образован рамно-стоечной структурой, опертой на собственное основание или на фундамент через регулируемые по высоте несущие опорные элементы, в том числе снабженные юстировочной резьбой, причем рамно-стоечная структура разнесена по периметру описанной, по меньшей мере, вокруг части условной, предпочтительно вертикально ориентированной имеющей геометрическую ось цилиндрической поверхности, предпочтительно постоянного радиуса, бесконечная транспортерная лента содержит не менее двух, предпочтительно три силовые цепи, и дискретно соединяющие их поперечные элементы жесткости, например стержни, причем транспортерная лента имеет входной, выходной и возвратный участки, а также рабочий участок, выполненный в виде дважды радиально усеченной многовитковой спирали геликоидного типа, силовой привод и сообщенный с ним, по меньшей мере, один главный движитель транспортерной ленты, установленный, по крайней мере, на ее рабочем участке, выполненный в виде предпочтительно вертикально ориентированного силового барабана - полого цилиндра, с имеющим условную геометрическую ось рабочим валом и внешней боковой рабочей поверхностью, выполненной из материала с пониженным коэффициентом трения и имеющей ориентированные, преимущественно в направлении «верх-низ» рабочие пазы для временного подвижного контакта с обращенными к барабану элементами жесткости транспортерной ленты, при этом спиральный пандус установки для охлаждения выполнен в виде многовитковой спиральной кольцевидной аэропрозрачной несущей конструкции и снабжен не менее чем двумя, предпочтительно тремя спирально-протяженными практически на всю его длину антифрикционными опорами для подвижного опирания на них транспортерной ленты, а пространственная форма пандуса выполнена соответствующей условной радиально дважды усеченной поверхности ленты геликоида с переменным углом атаки, возрастающим у внутренней грани ленты, которая доведена до внешней рабочей поверхности силового барабана, причем транспортерная лента на участке опирания на пандус принимает пространственную форму, адекватную его поверхности и упомянутой условной геликоидной ленты с возможностью дифференцированного изменения длины периферийно разнесенных по ширине ленты ее силовых цепей, причем рамно-стоечная структура включает главные и второстепенные стойки, а также верхнюю и нижнюю рамы, по крайней мере часть главных стоек соединена между собой по верху и по низу соответственно верхней и нижней рамами, а второстепенные стойки соединены с верхней рамой, например с помощью прямолинейных элементов, причем все стойки рамно-стоечной структуры расположены с внешней стороны пандуса, при этом антифрикционные опоры пандуса содержат несущий слой и фторопластовое покрытие для обеспечения скольжения бесконечной транспортерной ленты, антифрикционные опоры пандуса составлены из дугообразных отрезков и объединены между собой радиально направленными к геометрической оси пандуса элементами с образованием неподвижной системы, опирающейся на главные и второстепенные стойки рамно-стоечной структуры через упомянутые и вспомогательные радиально-направленные опорные элементы, кроме того, установка для охлаждения содержит по меньшей мере одну площадку обслуживания, опертую не менее чем на три, предпочтительно на четыре дополнительные стойки и, кроме того, установка содержит приводную и натяжную станции, которые закреплены на дополнительных стойках, соединенных между собой и/или, по меньшей мере с одной из главных стоек рамно-стоечной структуры, причем, по крайней мере, часть главных стоек объединены поверху рамой с периметральными и не менее одной, предпочтительно двух поперечных балок, проходящих через центральную зону рамы и не менее четырех внутренних диагональных балок, причем в центральной зоне рамы размещены с возможностью взаимодействия с по крайней мере одной поперечной балкой оголовок и опора силового барабана, а остальная часть главных вертикальных опорных стоек несущего каркаса соединены с указанной рамой горизонтальными несущими балками, причем бесконечная транспортерная лента при перемещении по установке для охлаждения изменяет свою длину и совершает повороты в плане на ограниченный угол, при этом при прохождении рабочего участка, по крайней мере, на одном витке спирали угол наклона транспортерной ленты к горизонту у внутренней цепи не менее чем в полтора раза превышает угол наклона транспортной ленты к горизонту у внешней цепи, а минимальный радиус силового барабана и ограничение угла поворота транспортерной ленты выбирают с соблюдением условия максимально допустимого сокращения длины внутренней цепи транспортерной ленты.
На входной участок транспортерной ленты, расположенный в нижней части установки для охлаждения хлебобулочных изделий и выполненный выносным, рекомендуется загружать хлебобулочные изделия, которые вместе с лентой перемещаются с линейной скоростью по оси наружной цепи ленты не менее 2,8 м/мин, заходят на рабочий участок транспортерной ленты и совершают нецелое число оборотов вокруг оси пандуса, совпадающей с геометрической осью вала движителя, переходят на выходной участок транспортерной ленты, расположенный в верхней части установки и также выполненный выносным, и в крайней точке выходного участка разгружаются с транспортерной ленты на по крайней мере один, преимущественно два гравитационных винтовых транспортера-склиза, а транспортерная лента после выгрузки хлебобулочных изделий проходит возвратный участок, который снабжен роликами и размещен между выходным и входным участками, на котором взаимодействует с натяжной станцией, и, опустившись в нижнюю часть установки, проходит предпочтительно под конструкциями пандуса на входной участок транспортерной ленты, при этом обеспечивается производительность загрузки за один час хлебобулочными изделиями от 1500 до 4000 шт., а минимальное время охлаждения изделий составляет не более 54 мин, причем на одном погонном метре транспортерной ленты размещают не менее десяти штук хлебобулочных изделий.
Поставленная задача в части второго варианта способа приготовления хлебобулочных изделий из смеси ржаной и пшеничной муки преимущественно формового хлеба типа дарницкого, донского, бородинского решается за счет того, что, согласно изобретению он предусматривает приготовление теста на закваске, разделку его на тестовые заготовки, укладку тестовых заготовок с температурой теста 28÷32°С в формы, установленные в люльках, подвижно укрепленных рядами на общем бесконечном конвейере расстойно-печного агрегата, расстойку, выпечку при температуре 140÷280°С и выгрузку из форм готового хлеба с последующей подачей люлек с формами конвейером для укладки в них следующих тестовых заготовок, а охлаждение и выдержку выпеченного хлеба производят на бесконечной аэропрозрачной транспортерной ленте установки для охлаждения упомянутых изделий, имеющей силовой каркас, спиральный пандус и силовой привод, по меньшей мере, с одним движителем в виде силового барабана с рабочей боковой поверхностью, при этом лента выполнена с коэффициентом аэропрозрачности 0,25-0,90, пространственно трансформируемой и, по крайней мере, на одном из своих участков закручена вокруг движителя - силового барабана в виде дважды радиально усеченной многовитковой спирали геликоидного типа с создаваемым при этом совокупным диаметральным приращением внешнего кругового контура транспортерной ленты к диаметру рабочей боковой поверхности силового барабана, по крайней мере на одном витке многовитковой спирали геликоидного типа меньшим диаметра в плане боковой поверхности силового барабана, но превышающим радиальную величину последнего, соответствующую минимальному радиусу бокового изгиба по спиральному пандусу конвейерной ленты в положении опорного огибания силового барабана.
На пути перемещения форм от участка выгрузки из них готового хлеба до участка укладки в них тестовых заготовок формы могут охлаждать с режимом охлаждения, характеризующимся градиентом температур, определяемым зависимостью
 ,
,
где t1 - температура внутренней поверхности форм при выгрузке из них готового хлеба, °С; t2 - температура внутренней поверхности форм в момент укладки в них тестовых заготовок, °С, l - длина перемещения люлек с формами конвейером от участка выгрузки из форм готового хлеба до участка укладки в них тестовых заготовок, м, с обеспечением перепада температуры внутренней поверхности форм в момент укладки в них тестовых заготовок и температуры тестовых заготовок, укладываемых в формы на расстойку, составляющего 2-7°С, причем перепад температуры внутренней поверхности форм в момент укладки в них тестовых заготовок и температуры тестовых заготовок, укладываемых в формы на расстойку, составляет 2-3°С.
Тесто могут приготавливать на жидкой закваске, полученной с использованием в разведочном цикле сухого лактобактерина в сочетании с чистой культурой дрожжей, с заваркой или тесто могут приготавливать на густой закваске с влажностью 40÷50% или 50÷60%, или на концентрированной молочнокислой закваске.
Хлебобулочные изделия рекомендуется приготавливать из муки ржаной хлебопекарной обойной, и/или обдирной, и/или сеяной и муки пшеничной хлебопекарной первого или второго сорта, или подольской, или обойной, или высшего сорта, а также дрожжей хлебопекарных прессованных, соли поваренной пищевой и воды питьевой, причем при приготовлении теста в состав рецептурных компонентов вносят сахар-песок и/или патоку, и/или солод ржаной ферментированный или неферментированный, и/или тмин, или кориандр, или анис, и/или сыворотку молочную.
Жидкую закваску с заваркой в производственном цикле могут получать путем приготовления заварки, а также питательной смеси, которую вносят в часть жидкой закваски предыдущего производственного цикла, при этом заварку получают в заварочной машине с охлаждающей рубашкой и перемешивающим рабочим органом путем осахаривания муки ржаной хлебопекарной обдирной или смеси муки ржаной хлебопекарной обдирной и муки ржаной хлебопекарной обойной, которое осуществляют путем введения в муку ржаную хлебопекарную жидкости в виде воды питьевой с температурой 90÷100°С и конденсата водяного пара, полученного из питьевой или химически очищенной воды, с температурой 102÷105°С, подаваемого под давлением 10,1÷30,4 кПа, предпочтительно 20,3 кПа, которым производят пропаривание муки с барботированием и механической обработкой в течение 15÷20 мин с получением осахаренной заварки с температурой 60°С÷65°С, а для получения питательной смеси в осахаренную заварку вносят муку ржаную хлебопекарную обдирную и воду питьевую с температурой 15°С÷20°С при непрерывном перемешивании и дополнительном охлаждении посредством подачи холодной воды в охлаждающую рубашку заварочной машины до получения питательной смеси с заваркой с температурой 28°С÷32°С, при этом после внесения ее в часть жидкой закваски предыдущего цикла, составляющую предпочтительно 50% от общей массы готовой закваски предыдущего производственного цикла, жидкую закваску с питательной смесью с заваркой сбраживают для ее воспроизводства, причем при приготовлении жидкой закваски с заваркой обеспечивают влажность готовой закваски, равную 81,0÷83,0%, кислотность 10÷11 град и подъемную силу от 25 до 30 мин за счет использования при приготовлении питательной смеси и заварки муки ржаной и жидкости в количествах, при которых соотношение гидромодулей - отношений массы муки к массе жидкости - в заварке и в питательной смеси с заваркой составляет 1,51÷1,89, при этом муку ржаную используют с влажностью, составляющей 14,5%.
Муку ржаную обдирную и муку ржаную обойную при приготовлении закваски целесообразно использовать в соотношении, составляющем (0,8÷0,9):(0,2÷0,1), предпочтительно 0,85÷0,15, причем муку ржаную хлебопекарную обойную предпочтительно использовать в заварке.
При приготовлении теста предпочтительно готовят суспензию дрожжей хлебопекарных прессованных, которые используют в количестве, составляющем 0,2÷0,7% от массы муки, путем перемешивания их с водой в соотношении 1:(2,8÷3,2), а также подготавливают солевой раствор с плотностью 1,10÷1,19 г/л и воду питьевую, в тестомесильную машину вносят рецептурное количество муки ржаной хлебопекарной обдирной и муки пшеничной хлебопекарной, жидкую созревшую закваску с заваркой, суспензию дрожжей хлебопекарных прессованных, солевой раствор и воду питьевую и производят замес теста в течение 3÷5 мин с последующим его выбраживанием в имеющем вал преимущественно с двумя однозаходными лопастями корытообразном бродильном аппарате с перемешиванием и перемещением теста по внутренней поверхности корыта, наклонной к горизонту под углом 2,8°÷3,0°, с возможностью регулирования скорости перемещения теста путем изменения скорости вращения вала аппарата, при этом измеряют, по крайней мере, влажность и температуру теста на входе и кислотность на выходе из аппарата для контроля и последующей при необходимости корректировки количества рецептурных компонентов, используемых для приготовления теста, причем процесс брожения ведут в течение 1,0÷1,5 ч с обеспечением кислотности теста в конце процесса 8÷9 град, после чего производят перемещение теста в укладчик-делитель и производят разделку теста на тестовые заготовки и укладку их в формы для последующей расстойки.
При производстве хлеба заварного тесто могут приготавливать путем последовательного внесения в дежу жидкой закваски с заваркой, измельченного кориандра или тмина, дрожжей хлебопекарных прессованных, осахаренного солода ржаного ферментированного, муки ржаной хлебопекарной обдирной, муки пшеничной хлебопекарной первого сорта, солевого раствора с плотностью 1,10÷1,19 г/л, сахара-песка и рецептурного количества воды питьевой с последующим перемешиванием и сбраживанием в течение 90,0÷120 мин с обеспечением кислотности теста в конце процесса 8,0÷10,0 град, влажности теста 46,0%÷47,0%, после чего производят подачу теста в укладчик-делитель и производят разделку теста на тестовые заготовки и укладку их в формы для последующей расстойки.
Расстойку тестовых заготовок могут производить в расстойном шкафу расстойно-печного агрегата в течение 50,0÷60,0 мин при температуре 35÷45°С и относительной влажности 75,0 - 85,0%, которую поддерживают путем подачи в расстойный шкаф пара с температурой 102÷105°С под давлением 10,1÷30,4 кПа, предпочтительно 20,3 кПа, предпочтительно через перфорированные трубы с диаметром отверстий 2÷3 мм, при этом при расстойке тестовых заготовок и их выпечке в формах люлек расстойно-печного агрегата обеспечивают одновременное нахождение люлек на расстойке, на выпечке и на участке от выгрузки готового хлеба до укладки в формы тестовых заготовок в количестве от общего их количества на конвейере, составляющем соответственно (31÷37)% и (39÷47) %, (21÷25) %, предпочтительно 34%, 43% и 23%.
На общем бесконечном конвейере одновременно могут размещать в расстойном шкафу 69 люлек, в печи 87 люлек, а на участке от выгрузки готового хлеба до укладки в формы тестовых заготовок 45 люлек, при установке на люльке 16 форм и расстоянии между осями крепления смежных люлек, составляющем 280 мм, причем градиент температур внутренней поверхности форм на участке их перемещения от зоны выгрузки готового хлеба до зоны укладки в формы тестовых заготовок обеспечивают путем принудительного охлаждения форм, преимущественно воздухом, подаваемым через многощелевые коллекторы, причем многощелевые воздушные коллекторы размещают на участке от зоны выгрузки хлеба из форм люлек бесконечного конвейера до зоны укладки в формы тестовых заготовок, предпочтительно под расстойным шкафом расстойно-печного агрегата, а воздух для охлаждения форм подают с температурой 14÷20°С, предпочтительно 15÷18°С, при этом длину перемещения люлек с формами устанавливают равной от 4 до 21,6 м или градиент температур внутренней поверхности форм на участке их перемещения от зоны выгрузки готового хлеба до зоны укладки в формы тестовых заготовок обеспечивают путем естественного охлаждения форм воздухом окружающей среды, причем длину перемещения люлек с формами устанавливают равной от 9,2 до 43,5 м.
При производстве заварного формового хлеба компоненты могут использовать в следующем массовом соотношении на 100 кг муки в тесте, кг:
или компоненты могут использовать в следующем массовом соотношении на 100 кг муки в тесте, кг:
причем хлеб производят с массой одного изделия в готовом виде, равной 0,85÷0,9 кг, или 0,7÷0,8 кг, или 0,5÷0,6 кг.
При производстве формового хлеба компоненты могут использовать в следующем массовом соотношении на 100 кг муки в тесте, кг:
или компоненты могут используют в следующем массовом соотношении на 100 кг муки в тесте, кг:
причем хлеб производят с массой одного изделия в готовом виде, равной 0,85÷0,9 кг, или 0,7÷0,8 кг, или 0,5÷0,6 кг.
Охлаждение и выдержку выпеченного хлеба могут производить на аэропрозрачной бесконечной транспортерной ленте установки для охлаждения упомянутых изделий, силовой каркас которой образован рамно-стоечной структурой, опертой на собственное основание или на фундамент через регулируемые по высоте несущие опорные элементы, в том числе снабженные юстировочной резьбой, причем рамно-стоечная структура разнесена по периметру описанной, по меньшей мере вокруг части условной, предпочтительно вертикально ориентированной и имеющей геометрическую ось цилиндрической поверхности, предпочтительно постоянного радиуса, бесконечная транспортерная лента содержит не менее двух, предпочтительно три силовые цепи, и дискретно соединяющие их поперечные элементы жесткости, например стержни, причем транспортерная лента имеет входной, выходной и возвратный участки, а также рабочий участок, выполненный в виде дважды радиально усеченной многовитковой спирали геликоидного типа, силовой привод и сообщенный с ним, по меньшей мере, один главный движитель транспортерной ленты, установленный, по крайней мере, на ее рабочем участке, выполненный в виде предпочтительно вертикально ориентированного силового барабана - полого цилиндра, с имеющим условную геометрическую ось рабочим валом и внешней боковой рабочей поверхностью, выполненной из материала с пониженным коэффициентом трения и имеющей ориентированные преимущественно в направлении «верх-низ» рабочие пазы для временного подвижного контакта с обращенными к барабану элементами жесткости транспортерной ленты, при этом спиральный пандус установки для охлаждения выполнен в виде многовитковой спиральной кольцевидной аэропрозрачной несущей конструкции и снабжен не менее чем двумя, предпочтительно тремя спирально-протяженными практически на всю его длину антифрикционными опорами для подвижного опирания на них транспортерной ленты, а пространственная форма пандуса выполнена соответствующей условной радиально дважды усеченной поверхности ленты геликоида с переменным углом атаки, возрастающим у внутренней грани ленты, которая доведена до внешней рабочей поверхности силового барабана, причем транспортерная лента на участке опирания на пандус принимает пространственную форму, адекватную его поверхности, и упомянутой условной геликоидной ленты с возможностью дифференцированного изменения длины периферийно разнесенных по ширине ленты ее силовых цепей, причем рамно-стоечная структура включает главные и второстепенные стойки, а также верхнюю и нижнюю рамы, по крайней мере часть главных стоек соединена между собой по верху и по низу соответственно верхней и нижней рамами, а второстепенные стойки соединены с верхней рамой, например, с помощью прямолинейных элементов, причем все стойки рамно-стоечной структуры расположены с внешней стороны пандуса, при этом антифрикционные опоры пандуса содержат несущий слой и фторопластовое покрытие для обеспечения скольжения бесконечной транспортерной ленты, антифрикционные опоры пандуса составлены из дугообразных отрезков и объединены между собой радиально направленными к геометрической оси пандуса элементами с образованием неподвижной системы, опирающейся на главные и второстепенные стойки рамно-стоечной структуры через упомянутые и вспомогательные радиально направленные опорные элементы, кроме того, установка для охлаждения содержит по меньшей мере одну площадку обслуживания, опертую не менее чем на три, предпочтительно на четыре дополнительные стойки, и, кроме того, установка содержит приводную и натяжную станции, которые закреплены на дополнительных стойках, соединенных между собой и/или по меньшей мере с одной из главных стоек рамно-стоечной структуры, причем по крайней мере часть главных стоек объединены поверху рамой с периметральными и не менее одной, предпочтительно двух поперечных балок, проходящих через центральную зону рамы, и не менее четырех внутренних диагональных балок, причем в центральной зоне рамы размещены с возможностью взаимодействия с, по крайней мере, одной поперечной балкой оголовок и опора силового барабана, а остальная часть главных вертикальных опорных стоек несущего каркаса соединены с указанной рамой горизонтальными несущими балками, причем бесконечная транспортерная лента при перемещении по установке для охлаждения изменяет свою длину и совершает повороты в плане на ограниченный угол, при этом при прохождении рабочего участка, по крайней мере, на одном витке спирали угол наклона транспортерной ленты к горизонту у внутренней цепи не менее чем в полтора раза превышает угол наклона транспортной ленты к горизонту у внешней цепи, а минимальный радиус силового барабана и ограничение угла поворота транспортерной ленты выбирают с соблюдением условия максимально допустимого сокращения длины внутренней цепи транспортерной ленты, при этом радианно-высотный показатель закрутки условной геликоидной поверхности пандуса, несущего транспортерную ленту на многовитковом участке, составляет 60-30 рад/м.
На входной участок транспортерной ленты, расположенный в нижней части установки для охлаждения хлебобулочных изделий и выполненный выносным, рекомендуется загружать хлебобулочные изделия, которые вместе с лентой перемещаются с линейной скоростью по оси наружной цепи ленты не менее 2,8 м/мин, заходят на рабочий участок транспортерной ленты и совершают нецелое число оборотов вокруг оси пандуса, совпадающей с геометрической осью вала движителя, переходят на выходной участок транспортерной ленты, расположенный в верхней части установки и также выполненный выносным, и в крайней точке выходного участка разгружаются с транспортерной ленты на по крайней мере один, преимущественно два гравитационных винтовых транспортера-склиза, а транспортерная лента после выгрузки хлебобулочных изделий проходит возвратный участок, который снабжен роликами и размещен между выходным и входным участками, на котором взаимодействует с натяжной станцией, и, опустившись в нижнюю часть установки, проходит предпочтительно под конструкциями пандуса на входной участок транспортерной ленты, при этом обеспечивается производительность загрузки за один час хлебобулочными изделиями от 1500 до 4000 шт., а минимальное время охлаждения изделий составляет не более 54 мин, причем на одном погонном метре транспортерной ленты размещают не менее десяти штук хлебобулочных изделий.
Технический результат, обеспечиваемый всеми вариантами изобретения, состоит в улучшении потребительских свойств и органолептических и реологических показателей за счет обеспечения возможности изготовления хлеба с уменьшением прилипания при выпечке и сокращения вследствие этого растрескивания, образования уплотнений, пустот, наплывов, трещин и надрывов, а также обеспечения возможности получения хлеба с равномерной пористостью, равномерно интенсивно окрашенной гладкой боковой поверхностью и верхней коркой и повышения тем самым экономичности производства за счет сокращения количества некондиционной продукции.
Кроме того, предлагаемое изобретение позволяет повысить экономичность производства хлебобулочных изделий, охлаждение и выдержку которых производят на предложенной компактной установке для охлаждения и выдержки, обеспечивающей высокую производительность процессов охлаждения и выдержки изделий при экономии производственных площадей за счет использования разработанного в изобретении сочетания аэропрозрачной в определенном диапазоне пространственно трансформируемой транспортерной ленты, компактно сворачиваемой на рабочем участке в многовитковую спираль геликоидного типа при оптимальных параметрах соотношения рабочей ширины, аэропрозрачности по ширине и длине транспортерной ленты и радиуса приводного движителя - силового барабана, а также найденных и использованных в изобретениях оптимальных радианно-высотных и диаметральных параметров, характеризующих геликоидную закрутку транспортерной ленты с находящимися на ней хлебобулочными изделиями, обеспечивающую улучшенную по ширине и по площади транспортерной ленты равномерность конвективного охлаждения хлебобулочных изделий и оптимальное за счет этого соотношение наиболее высокой производительности предлагаемых вариантов устройств и одновременно надежности и устойчивости работы транспортерной ленты, в первую очередь на самом сложном спиральном участке транспортирования изделий, что достигается за счет совмещения пространственной формы силового каркаса с аэропрозрачной конструкцией пандуса, способствующего быстрому охлаждению и сохранению товарного вида хлебобулочных изделий на всех участках перемещаемой аэропрозрачной транспортерной ленты с оптимальным коэффициентом аэропрозрачности, обеспечивающим наиболее качественное охлаждение хлеба за единицу времени, что ведет к повышению производительности за счет обеспечения возможности поступления воздуха со всех сторон хлебобулочного изделия, кроме того, достигается повышение пространственной жесткости конструкции устройства при одновременной экономии расхода строительных материалов за счет выполнения одного из силовых элементов каркаса в виде пандуса многовитковой спиральной аэропрозрачной несущей конструкции, являющегося одновременно опорной частью рабочего участка транспортера и служащего для подвижного опирания на него транспортерной ленты.
Выполнение транспортерной ленты аэропрозрачной с коэффициентом аэропрозрачности 0,25-0,90 (от 25 до 90%) обеспечивает охлаждение хлебобулочных изделий на рабочем участке от загрузки на входе в спиральный геликоидный участок до выхода с него с градиентом охлаждения 0,17-0,25°С/пог.м длины транспортерной ленты с наиболее высокой равномерностью по ее ширине.
При этом радианно-высотный показатель закрутки условной геликоидной поверхности пандуса, несущего транспортерную ленту, на многовитковом участке составляющий 60 рад/м, соответствует радианно-высотному показателю устройства, предназначенного для охлаждения и выдержки преимущественно мелкоштучных хлебобулочных изделий, а радианно-высотный показатель 30 рад/м соответствует показателю устройства, предназначенного для охлаждения и выдержки хлебобулочных изделий типа хлеба формового.
При этом один из предлагаемых вариантов способа позволяет улучшить качество, вкус и аромат приготавливаемого на жидкой закваске с заваркой хлеба, повысить пористость и эластичность мякиша за счет установления в изобретении оптимального соотношения количеств муки и жидкости - гидромодулей при приготовлении заварки и питательной смеси с заваркой с учетом жидкой фазы пара, используемого при осахаривании заварки, и улучшения тем самым качества используемой при производстве хлеба закваски с заданными оптимальной влажностью закваски от 81,0 до 83,0%, оптимальной кислотностью 10÷11 град и получением закваски с оптимальным соотношением в закваске молочной и уксусной кислот при использовании муки с конкретной величиной влажности.
При соотношении гидромодулей заварки и питательной смеси с заваркой, меньшем 1,51, закваска получается «слабее» по консистенции, значительно уменьшается скорость общего кислотонакопления и уменьшается доля уксусной кислоты в общей кислотности закваски, что отрицательно сказывается на вкусе хлеба.
При соотношении гидромодулей заварки и питательной смеси с заваркой, большем 1,89, закваска получается «крепче» по консистенции и значительно увеличивается скорость общего кислотонакопления и увеличивается доля уксусной кислоты в общей кислотности закваски, что также отрицательно сказывается на вкусе хлеба, его аромате и физико-химических показателях мякиша хлеба.
Варианты изобретения иллюстрируется ниже приведенными примерами и чертежами, которые не охватывают, а тем более не ограничивают весь объем притязаний.
На чертежах изображено:
фиг.1 - общий вид установки для охлаждения и выдержки хлебобулочных изделий в аксонометрии;
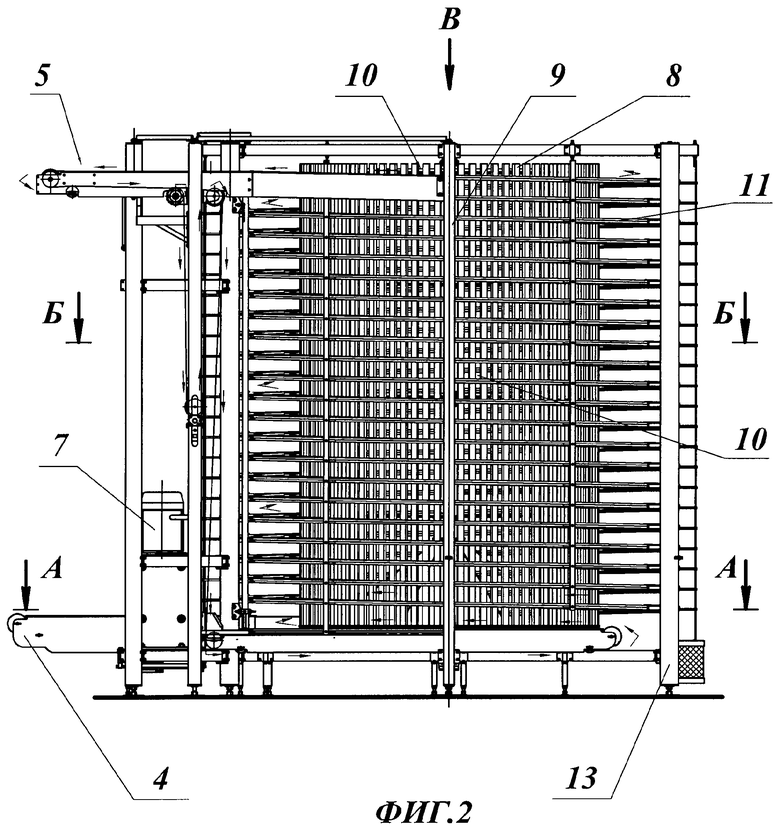
фиг.2 - фронтальный разрез упомянутой установки;
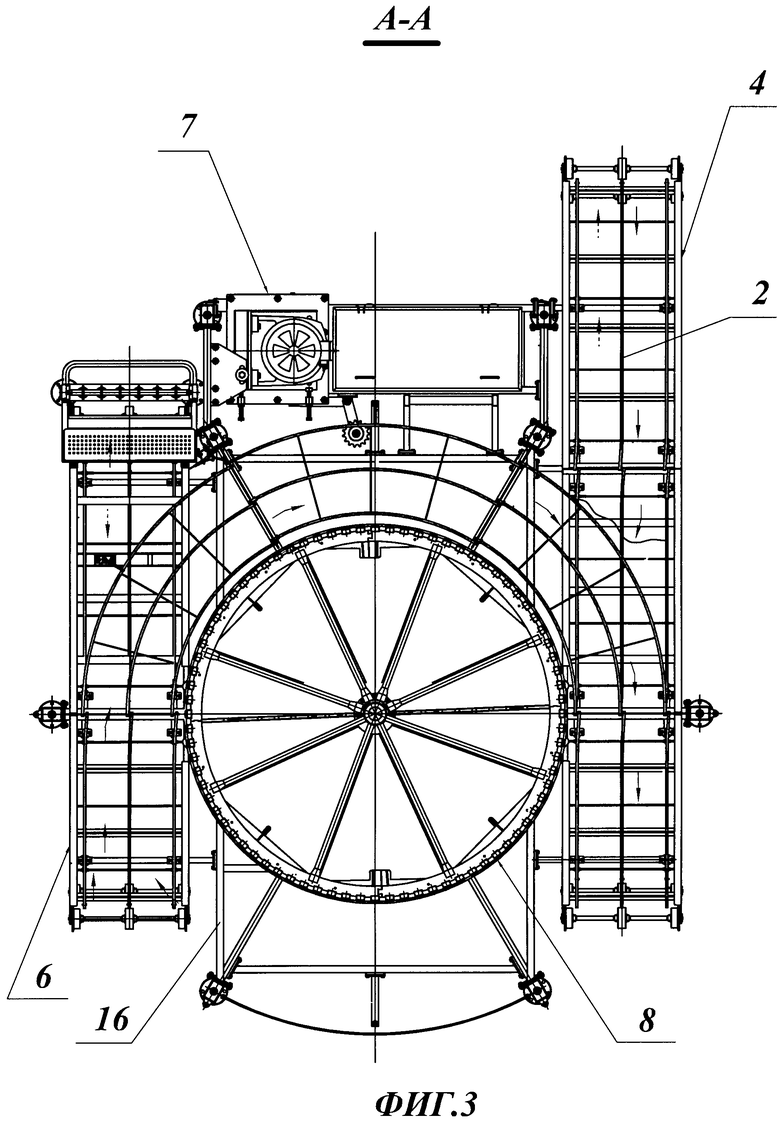
фиг.3 - разрез по А-А на фиг.3;
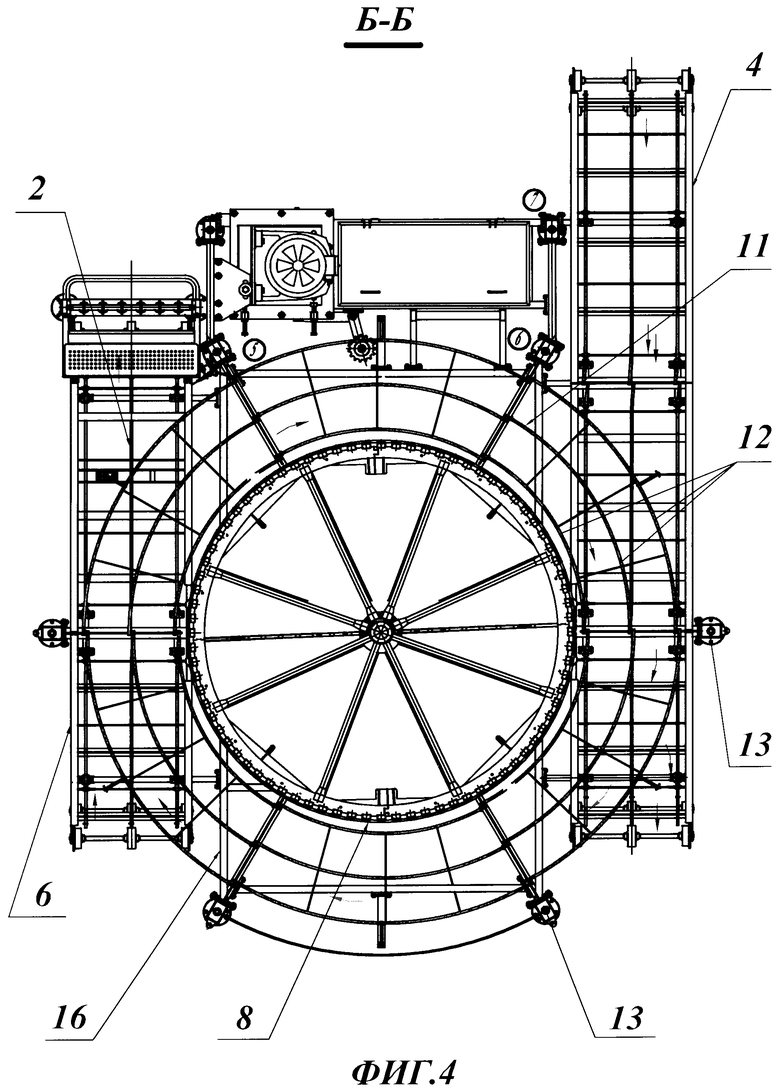
фиг.4 - разрез по Б-Б на фиг.3;
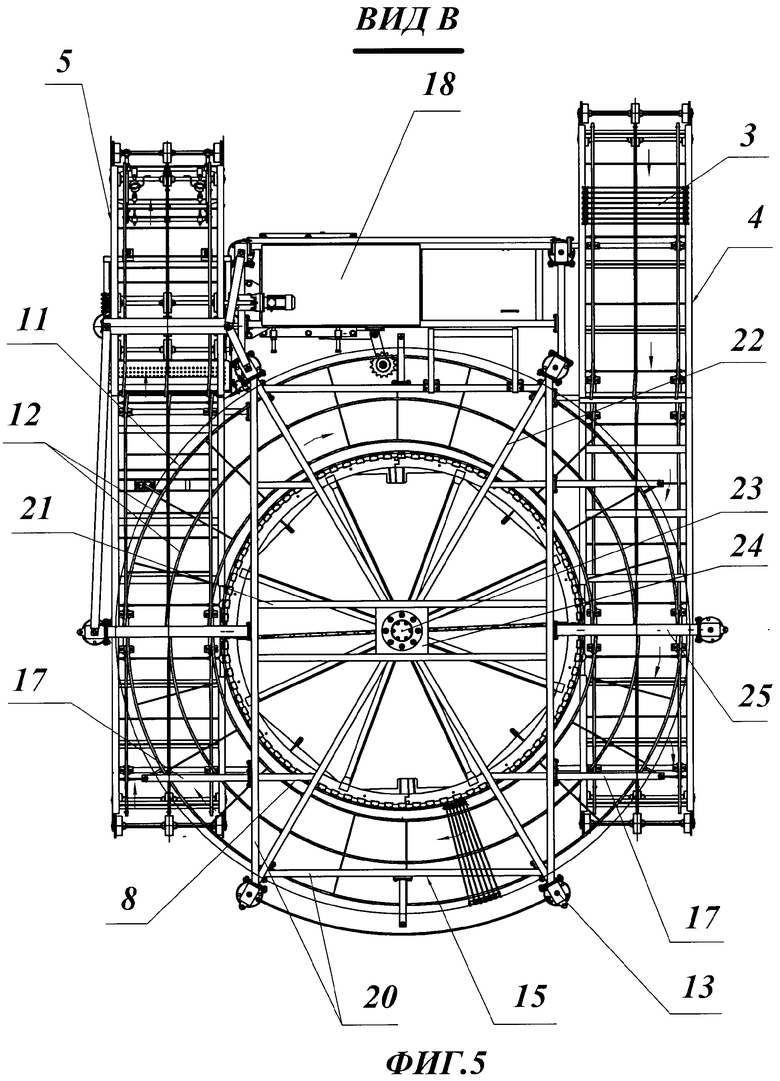
фиг.5 - вид сверху (вид В) на установку на фиг.3;
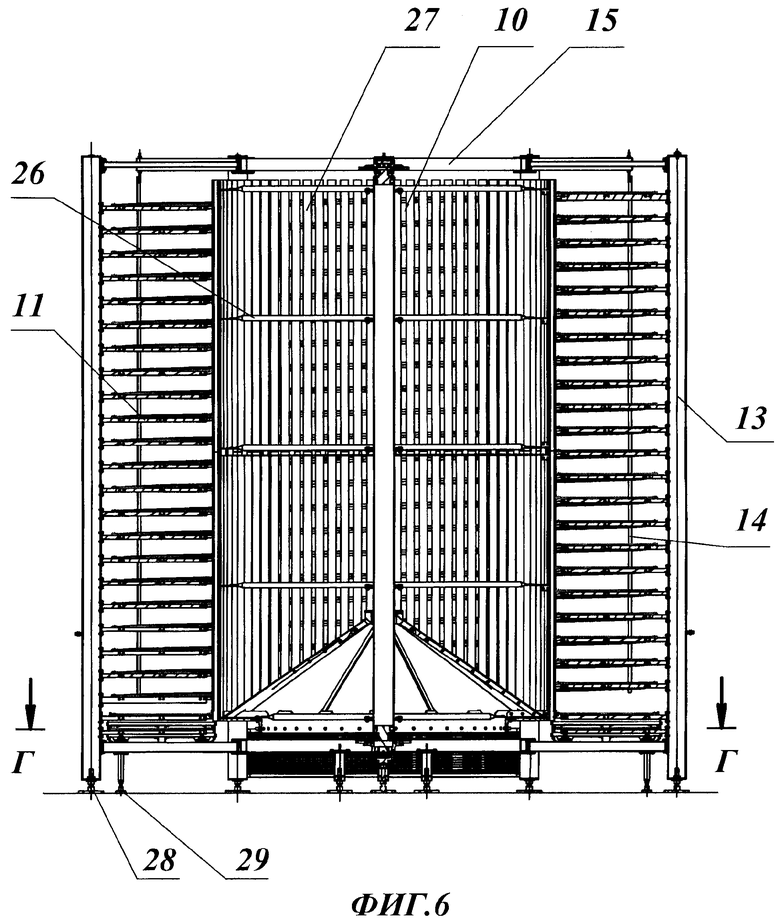
фиг.6 - силовой барабан установки для охлаждения и выдержки хлебобулочных изделий в разрезе;
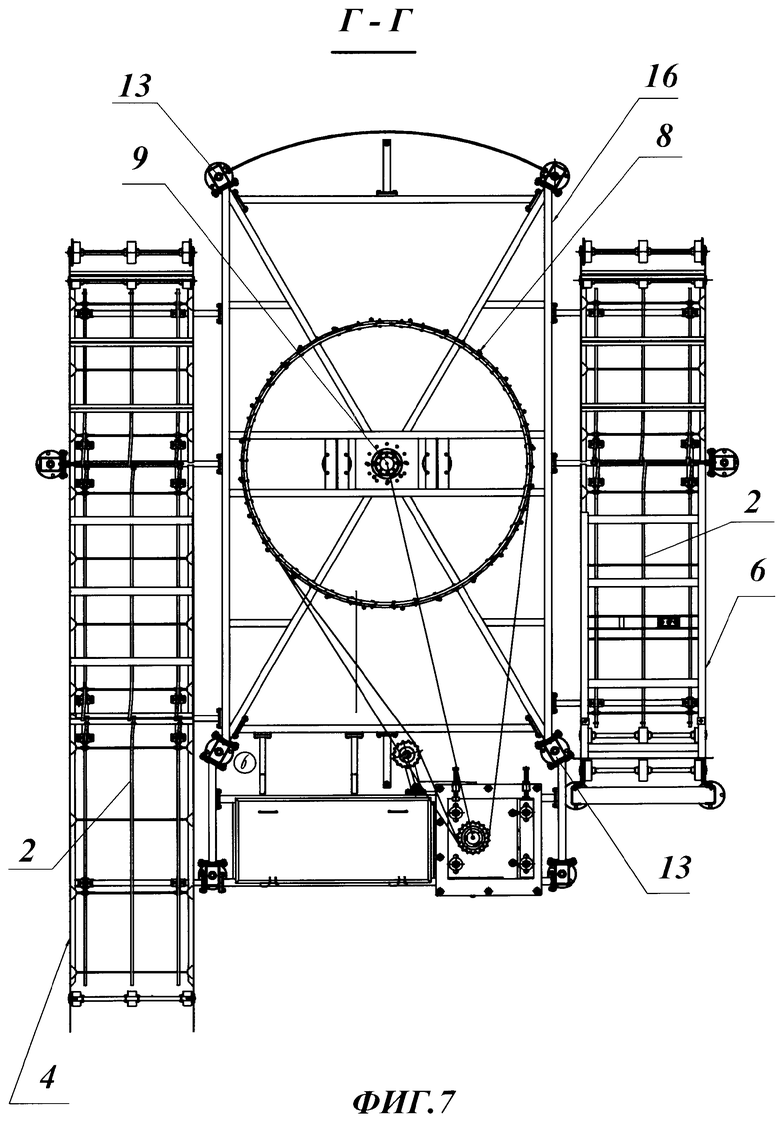
фиг.7 - разрез по Г-Г на фиг.6.
Пример 1.
Производят заварной хлеб «Бородинский Новый».
Для его производства используют компоненты в следующем массовом соотношении на 100 кг муки в тесте, кг:
Муку используют с влажностью 14,5%. Соотношение муки ржаной и муки пшеничной составляет 0,8:0,2.
Для приготовления теста предварительно готовят жидкую закваску с заваркой, осахаренный солод ржаной ферментированный, суспензию дрожжей хлебопекарных прессованных, раствор соли поваренной пищевой.
Жидкую закваску с заваркой получают в разведочном цикле с использованием сухого лактобактерина в сочетании с чистой культурой дрожжей.
В производственном цикле закваску получают с использованием и питательной смеси с заваркой.
Приготовление заварки осуществляют в заварочной машине с охлаждающей рубашкой и перемешивающим рабочим органом.
В заварочную машину вносят 40 кг муки ржаной хлебопекарной обдирной с влажностью 14,5% и 80 кг жидкости в виде воды питьевой и конденсата пара. Питьевую воду используют в количестве 70,4 кг с температурой 95°С, водяной пар подают в течение 17 минут с температурой 103°С под давлением 20,3 кПа в количестве 9,6 кг, что составляет 12,0% от общей массы жидкости. Пар подают в муку для пропаривания с барботированием и механической обработкой.
В результате получают осахаренную заварку с температурой 62,0°С.
Затем готовят питательную смесь с заваркой. Для этого в 120 кг полученной осахаренной заварки вносят 80 кг муки ржаной хлебопекарной обдирной и 360 кг воды питьевой с температурой 18°С при непрерывном перемешивании и дополнительном охлаждении посредством подачи холодной воды в охлаждающую рубашку заварочной машины до получения питательной смеси с заваркой с температурой 30°С. Питательную смесь с заваркой используют в производственном цикле для воспроизводства закваски. Для этого питательную смесь с заваркой вносят в часть жидкой закваски предыдущего цикла, составляющей 50% от общей массы готовой закваски предыдущего производственного цикла, жидкую закваску с питательной смесью с заваркой сбраживают в течение 4 часов.
В результате получают жидкую закваску с заваркой, имеющую влажность 82,0%, кислотность 10 град и подъемную силу 25 мин.
Закваска с указанными показателями получена за счет использования при приготовлении питательной смеси и заварки муки ржаной и жидкости в количествах, при которых соотношение гидромодулей - отношений массы муки к массе жидкости - в заварке и в питательной смеси с заваркой составляет 1,83.
Гидромодуль - отношение массы муки к массе жидкости в виде воды питьевой и конденсата водяного пара в заварке составляет 0,5 и получено делением массы муки на массу жидкости (40:80).
Гидромодуль - отношение массы муки к массе жидкости в питательной смеси с заваркой составляет 0,273 и получено делением массы муки на массу жидкости в питательной смеси с заваркой 120:440.
Соотношение указанных гидромодулей составляет 1,83 и получено делением полученных отношений 0,5:0,273.
Для приготовления заварного хлеба «Бородинский Новый» используют 70 кг закваски с содержанием в ней 15 кг муки ржаной хлебопекарной.
Солод ржаной ферментированный готовят по обычной технологии с использованием 10 кг солода и 5 кг муки ржаной хлебопекарной обдирной.
Готовят суспензию дрожжей хлебопекарных прессованных путем перемешивания 0,2 кг дрожжей с водой в соотношении 1: 3 и раствора соли поваренной пищевой плотностью 1,10 г/л.
Кориандр в количестве 0,55 кг на 100 кг муки в тесте измельчают.
Затем готовят тесто. Для этого в дежу последовательно вносят вышеуказанное рецептурное количество жидкой закваски с заваркой, измельченного кориандра, дрожжей хлебопекарных прессованных в виде суспензии, осахаренного солода ржаного ферментированного, муки ржаной хлебопекарной обдирной, муки пшеничной хлебопекарной первого сорта, солевого раствора плотностью 1,10 г/л, сахара-песка и рецептурного количества воды питьевой. Тесто перемешивают и сбраживают в течение 100 минут с обеспечением кислотности теста в конце процесса 9 град, влажности теста 46,5%, после чего производят подачу теста в укладчик-делитель и производят разделку теста на тестовые заготовки и укладывают их в формы для последующей расстойки. Формы устанавливают в люльках, подвижно укрепленных рядами на общем бесконечном конвейере расстойно-печного агрегата.
Расстойку тестовых заготовок производят в расстойном шкафу расстойно-печного агрегата в течение 55,0 мин при температуре 40°С и относительной влажности 80,0%, которую поддерживают путем подачи в расстойный шкаф пара с температурой 103°С под давлением 20,3 кПа через перфорированные трубы с диаметром отверстий 2 мм.
На общем бесконечном конвейере расстойно-печного агрегата одновременно размещено в расстойном шкафу 69 люлек, в печи 87 люлек, а на участке от выгрузки готового хлеба до укладки в формы тестовых заготовок 45 люлек при установке на люльке 16 форм и расстоянии между осями крепления смежных люлек, составляющем 280 мм.
Таким образом, при расстойке тестовых заготовок и их выпечке в формах люлек расстойно-печного агрегата обеспечено одновременное нахождение люлек на расстойке, на выпечке и на участке от выгрузки готового хлеба до укладки в формы тестовых заготовок в количестве от общего их количества на конвейере, составляющем соответственно 34%, 43% и 23%.
После расстойки тестовые заготовки опрыскивают водой и посыпают кориандром. Выпечку тестовых заготовок осуществляют в печи с четырьмя температурными зонами, температура которых от входа люлек в печь до их выхода из печи составляет соответственно 230°С, 210°С, 190°С и 140°С. Выпечку хлеба осуществляют в течение 54 мин.
Перед выгрузкой хлеба из печи его опрыскивают питьевой водой.
После выгрузки готового хлеба из форм люльки с формами подают конвейером для укладки в них новых партий тестовых заготовок. Температура внутренней поверхности форм при выгрузке из них готового хлеба составляет 130°С.
Охлаждение форм осуществляют с режимом охлаждения, в котором градиент температур внутренней поверхности форм на участке их перемещения от зоны выгрузки готового хлеба до участка укладки в формы тестовых заготовок обеспечивают путем принудительного охлаждения форм воздухом, подаваемым через многощелевые коллекторы.
Длину перемещения люлек устанавливают равной 7,0 м.
Многощелевые воздушные коллекторы размещают на участке от зоны выгрузки готового хлеба из форм люлек бесконечного конвейера до участка укладки в формы тестовых заготовок под расстойным шкафом расстойно-печного агрегата.
Воздух для охлаждения форм подают с температурой 17°С.
В результате охлаждения внутренняя поверхность форм в момент укладки в них тестовых заготовок охлаждается до температуры 30°С. При этом режим охлаждения характеризуется градиентом температур внутренней поверхности форм при выгрузке из них готового хлеба и внутренней поверхности форм в момент укладки в них тестовых заготовок, составляющим
Охлаждение и выдержку выпеченного хлеба производят на установке для охлаждения и выдержки, включающей бесконечную транспортерную ленту и жестко опертый на собственное основание или на фундамент силовой каркас 1, образованный разнесенной по периметру рамно-стоечной структурой, описанной, по меньшей мере, вокруг части условной, предпочтительно вертикально ориентированной и имеющей геометрическую ось цилиндрической поверхности, предпочтительно, постоянного радиуса. Бесконечная транспортерная лента содержит две силовые цепи 2 и дискретно соединяющие их поперечные элементы жесткости 3, например стержни. Транспортерная лента имеет входной, выходной и возвратный участки 4, 5 и 6 соответственно, а также рабочий участок, выполненный в виде многовиткового дважды радиально усеченного фрагмента геликоидного типа. Установка снабжена силовым приводом 7 и сообщенным с ним, по меньшей мере, одним главным движителем транспортерной ленты, установленным на ее рабочем участке. Главный движитель выполнен в виде вертикально ориентированного силового барабана 8, представляющего собой полый цилиндр с имеющим условную геометрическую ось рабочим валом 9. Его внешняя боковая рабочая поверхность выполнена из материала с пониженным коэффициентом трения и имеет ориентированные в направлении «верх-низ», преимущественно, вертикально с отклонением от вертикали ±15° рабочие пазы 10 для временного подвижного контакта с обращенными к силовому барабану 8 поперечными элементами жесткости 3 транспортерной ленты. С внутренней стороны упомянутого силового каркаса 1 смонтирован в качестве одного из силовых элементов последнего и опорной части рабочего участка транспортерной ленты пандус 11, выполненный в виде многовитковой спиральной кольцевидной аэропрозрачной несущей конструкции. Пандус 11 установлен соосно с движителем транспортерной ленты, то есть соосно ориентирован с геометрической осью вала 9 движителя. Кроме того, он снабжен тремя спирально-протяженными практически на всю его длину антифрикционными опорами 12 для подвижного опирания на них транспортерной ленты. Пространственная форма пандуса 11 выполнена соответствующей условной радиально дважды усеченной поверхности ленты геликоида с переменным углом атаки, возрастающим у внутренней грани ленты, которая доведена до внешней рабочей поверхности силового барабана 9. Транспортерная лента на участке опирания на пандус 11 выполнена принимающей пространственную форму, адекватную его поверхности и упомянутой условной геликоидной ленты, с возможностью дифференцированного изменения длины периферийно разнесенных по ширине ленты ее силовых цепей 3 и взаимно дифференцированного изменения угла атаки отдельных ее участков в зависимости от радиальной координаты последних. Общая диаметральная ширина, по крайней мере, рабочей части установки, ограниченной внешней кромкой пандуса 11, образована диаметром движителя - силового барабана 8 и диаметральным уширением, создаваемым подвижно опертой на пандус 11 и спирально огибающей по многовитковому геликоиду силовой барабан 8 транспортерной лентой. Диаметральное приращение в плане части многовиткового геликоида по внешнему круговому контуру меньше диаметра внутреннего спирального кольцевидного выреза геликоида, соответствующего диаметру в плане боковой поверхности силового барабана 8, но не превышает радиальную величину последнего, соответствующую минимальному радиусу бокового изгиба по спиральному пандусу 11 транспортерной ленты в положении опорного огибания силового барабана 8. Радианно-высотный показатель закрутки условной геликоидной поверхности пандуса 11, несущего транспортерную ленту на многовитковом участке, составляет 60-30 рад/м.
Рамно-стоечная структура силового каркаса 1 включает главные 13 и второстепенные 14 стойки, а также верхнюю 15 и нижнюю 16 рамы. Часть главных стоек 13 соединена между собой по верху и по низу соответственно верхней 15 и нижней 16 рамами. Второстепенные стойки 14 соединены с верхней рамой 15 с помощью прямолинейных элементов 17. Все стойки рамно-стоечной структуры силового каркаса 1 расположены с внешней стороны пандуса 11. Антифрикционные опоры 12 пандуса 11 содержат несущий слой и фторопластовое покрытие для обеспечения скольжения бесконечной транспортерной ленты. Они составлены из дугообразных отрезков и объединены между собой радиально направленными к геометрической оси пандуса 11 элементами с образованием неподвижной системы, опирающейся на главные 13 и второстепенные 14 стойки рамно-стоечной структуры силового каркаса 1 через упомянутые и вспомогательные радиально направленные опорные элементы. Шаг многовитковой спиральной кольцевидной аэропрозрачной несущей конструкции, образующей пандус 11, составляет 100-300 мм. Установка содержит по меньшей мере одну площадку обслуживания 18, опертую не менее чем на три, предпочтительно на четыре второстепенные стойки 14. Установка содержит натяжную станцию 19, которая закреплена на второстепенных стойках 14, соединенных между собой и/или по меньшей мере с одной из главных стоек 13 рамно-стоечной структуры силового каркаса 1.
Часть главных стоек 13 объединена поверху верхней рамой 15. Она включает периметральные балки 20, не менее одной, предпочтительно две поперечные балки 21, которые проходят через центральную зону верхней рамы 15, и не менее чем четыре внутренние диагональные балки 22. В центральной зоне верхней рамы 15 размещены с возможностью взаимодействия с по крайней мере одной поперечной балкой 21 оголовок 23 и опора 24 силового барабана 8. Остальная часть главных стоек 13 силового каркаса 1 соединена с указанной верхней рамой 15 горизонтальными несущими балками 25.
Бесконечная транспортерная лента выполнена с возможностью изменения ее длины и поворота в плане на ограниченный угол. Угол наклона транспортерной ленты к горизонту у внутренней цепи не менее чем в полтора раза превышает угол наклона транспортерной ленты к горизонту у внешней силовой цепи 2. Минимальный радиус силового барабана 8 и ограничение угла поворота транспортерной ленты выбраны с соблюдением условия максимально допустимого сокращения длины внутренней силовой цепи 2 транспортерной ленты.
Коэффициент аэропрозрачности бесконечной транспортерной ленты, содержащей три силовые цепи 2 и дискретно соединяющие их поперечные элементы жесткости 3, например стержни, составляет 70-90%. При использовании бесконечной транспортерной ленты, содержащей, помимо указанного, также стальную сетку со спиральной навивкой, коэффициент аэропрозрачности составляет 25-40%, а при использовании бесконечной транспортерной ленты, содержащей пластмассовую сетку, коэффициент аэропрозрачности составляет 40-70%.
На выходном участке транспортерная лента примыкает к двум гравитационным винтовым транспортерам-склизам (на чертежах не показаны).
Продольные оси входного 4 и выходного 5 участков транспортерной ленты могут быть выполнены параллельными в плане или под углом друг к другу в плане.
Транспортерная лента на участке опирания на пандус 11 между входным 4 и выходным 5 участками совершает нецелое число оборотов вокруг оси пандуса 11, совпадающей с геометрической осью вала 9 движителя.
Полый цилиндр силового барабана 8 образован из радиально связанных с рабочим валом 9 движителя обечаек 26 и закрепленных на них вертикальных протяженных элементов 27. Внешняя рабочая поверхность протяженных элементов 27 выполнена из материала с пониженным коэффициентом трения, например из фторопласта.
Силовой каркас 1 опирается на основание или фундамент посредством регулируемых по высоте несущих опорных элементов 28, в том числе снабженных юстировочной резьбой.
Входной 4 и возвратный 6 участки транспортерной ленты снабжены дополнительными регулируемыми по высоте опорными элементами 29, в том числе выполненными с юстировочной резьбой.
Радианно-высотный показатель закрутки условной геликоидной поверхности пандуса, несущего транспортерную ленту на многовитковом участке, составляет 60-30 рад/м.
Радианно-высотный показатель закрутки условной геликоидной поверхности пандуса, несущего транспортерную ленту на многовитковом участке, составляющий 60 рад/м, соответствует радианно-высотному показателю устройства, предназначенного для охлаждения и выдержки преимущественно хлебобулочных изделий с относительно небольшой высотой типа батонов или булочек, а радианно-высотный показатель 30 рад/м соответствует показателю устройства, на котором производят охлаждение и выдержку хлебобулочных изделий типа буханок и батонов больших размеров.
Максимальные габаритные размеры установки не превышают по высоте 5400 мм, по ширине 5100 мм и по длине 6600 мм. Установка может быть выполнена обеспечивающей производительность загрузки за один час хлебобулочными изделиями от 1500 до 4000 шт., а минимальное время охлаждения изделий может составлять не более 54 мин, при этом транспортерная лента должна быть выполнена с возможностью размещения на одном погонном метре ленты не менее десяти штук хлебобулочных изделий.
Охлаждение и выдержку хлебобулочных изделий производят следующим образом: на входном участке 4 транспортерной ленты, расположенном в нижней части установки для охлаждения хлебобулочных изделий и выполненном выносным, на транспортерную ленту загружают хлебобулочные изделия, которые вместе с лентой перемещаются с линейной скоростью по оси наружной цепи ленты не менее 2,8 м/мин, заходят на рабочий участок транспортерной ленты, где стержни транспортерной ленты входят в рабочие пазы 10 силового барабана 8, приводимого в движение силовым приводом 7. Крутящий момент передается от постоянно вращающегося силового барабана 7 транспортерной ленте через вошедшие в рабочие пазы 10 стержни. На этом участке транспортерная лента подвижно опирается на антифрикционные опоры 12 пандуса 11, который выполнен в виде многовитковой спиральной кольцевидной аэропрозрачной несущей конструкции и служит для нее направляющей, из-за чего транспортерная лента перемещается вверх по спирали, повторяя форму пандуса 11, а стержни перемещаются вверх по рабочим пазам 10. Двигаясь вместе с транспортерной лентой по пандусу 11, хлебобулочные изделия охлаждаются и выдерживаются после выпекания. На выходном участке 5 транспортерной ленты стержни выходят из рабочих пазов 10 и охлажденные изделия попадают на два гравитационных винтовых транспортера-склиза, где транспортируются под действием силы тяжести. А транспортерная лента на возвратном участке проходит натяжную станцию 19, огибает силовой барабан 7, при этом стержни транспортерной ленты опять входят в его рабочие пазы 10, передавая крутящий момент от силового барабана 7 транспортерной ленте, и снова попадает на входной участок 4, на котором происходит загрузка свежевыпеченных хлебобулочных изделий. Цикл повторяется.
Охлаждение хлебобулочных изделий происходит на участках транспортера от входного до выходного включительно, при этом охлаждение от загрузки на входе в спиральный геликоидный рабочий участок до выхода с него происходит с градиентом охлаждения 0,17-0,25°С/пог.м длины транспортерной ленты с наиболее высокой равномерностью по ее ширине. Например, охлаждение хлебобулочного изделия от 97-90 до 30-25°С происходит при прохождении изделием 310 метров рабочего участка транспортера.
Производительность загрузки за один час хлебобулочными изделиями от 1500 до 4000 шт., а минимальное время охлаждения изделий составляет не более 54 мин, причем на одном погонном метре транспортерной ленты размещают не менее десяти штук хлебобулочных изделий, при этом в установку могут загружаться одновременно два вида хлебобулочных изделий, которые при выгрузке разделяются на два потока винтовыми гравитационными транспортерами-склизами.
Таким образом получают готовый хлеб «Бородинский Новый» формовой с массой одного изделия в готовом виде равной 0,79 кг.
Форма хлеба соответствует хлебной форме, в которой он выпечен, без боковых выплывов. Хлеб имеет темно-коричневый цвет, вкус, соответственный вкусу данного вида изделия, без постороннего привкуса, сладковатый, запах, свойственный запаху данного вида изделия, без постороннего запаха, с легким ароматом кориандра. Мякиш пропечен, эластичный, без комочков и следов непромеса, с развитой пористостью без пустот, влажность мякиша 47%, кислотность мякиша 10,0 град, пористость мякиша 53,0%.
Хлеб имеет в 100 г: белки 10,6 г, жиры 1,3 г, углеводы 1,53 г, вода 10,6 г и энергетическая ценность 250,0 ккал. Выход хлеба составляет 150,0%.
Предлагаемый способ позволяет получить хлеб высокого качества, привлекательный на вид, а также повысить экономичность производства за счет исключения некондиционной продукции.
Пример 2.
Производят хлеб донской.
Для его производства используют компоненты в следующем массовом соотношении на 100 кг муки в тесте, кг:
Муку используют влажностью 14,5%.
Соотношение используемой муки ржаной хлебопекарной и муки пшеничной хлебопекарной первого сорта составляет 0,6:0,4.
Для приготовления теста готовят жидкую закваску с заваркой так, как описано в примере 1, но используют 22 кг муки ржаной хлебопекарной обдирной и 18 кг муки ржаной хлебопекарной обойной.
Для осахаривания вводят 73,6 кг воды питьевой с температурой 94°С и 6,4 кг конденсата водяного пара. Пар подают с температурой 105°С под давлением 30,4 кПа в количестве 6% от массы жидкости. Пропаривание муки с барботированием и механической обработкой осуществляют в течение 15 мин. В результате получают осахаренную заварку с температурой 64°С.
Питательную смесь готовят так, как описано в примере 1, но воду питьевую вносят с температурой 18°С. В результате получают питательную смесь с заваркой с температурой 30°С.
Соотношение муки ржаной обдирной и обойной составляет 0,85:0,15.
Жидкую закваску с заваркой получают так, как описано в примере 1, но получают закваску, имеющую влажность 83,0%, кислотность 11°С и подъемную силу 30 мин.
Соотношение гидромодулей - отношений массы муки к массе жидкости - в заварке и в питательной смеси с заваркой составляет 1,83.
Затем готовят тесто.
Для этого в тестомесильную машину вносят рецептурное количество муки ржаной хлебопекарной обдирной и муки пшеничной хлебопекарной, жидкую созревшую закваску с заваркой, суспензию дрожжей хлебопекарных прессованных, солевой раствор и воду питьевую и производят замес теста в течение 4 мин с последующим его выбраживанием.
Выбраживание осуществляют в корытообразном бродильном аппарате, в котором имеется вал с двумя однозаходными лопастями.
В бродильном аппарате тесто перемешивается и перемещается по внутренней поверхности корыта, наклонной к горизонту под углом 3,0°. Скорость перемещения теста возможно регулировать путем изменения скорости вращения вала аппарата.
На входе в бродильный аппарат измеряют влажность и температуру теста для контроля и последующей при необходимости корректировки количества рецептурных компонентов, используемых для приготовления теста.
На входе в бродильный аппарат тесто имеет влажность 47,5% и температуру 28°С. Процесс брожения ведут в течение 1,2 ч с обеспечением кислотности теста в конце процесса 8,5 град, влажности 46,5%. Затем производят перемещение теста в укладчик-делитель и производят разделку теста на тестовые заготовки и укладку их в формы для последующей расстойки.
Расстойку тестовых заготовок производят в расстойном шкафу расстойно-печного агрегата, описанного в примере 1, в течение 60 мин при температуре 35°С и относительной влажности 75%, которую поддерживают путем подачи в расстойный шкаф пара с температурой 105°С под давлением 30,4 кПа через перфорированные трубы диаметром 3 мм.
Выпечку хлеба осуществляют так, как описано в примере 1, но температуру поддерживают соответственно 240°С, 220°С, 190°С и 150°С. Перед выгрузкой хлеба из печи его опрыскивают водой питьевой путем создания туманных взвесей.
Выпекают тестовые заготовки в течение 52 мин. Перед выгрузкой из печи хлеб опрыскивают питьевой водой, подаваемой под давлением через отверстия в трубчатом коллекторе. Готовый хлеб выгружают из форм на лотки, остужают и упаковывают в термоусадочную влагонепроницаемую термостойкую пленку из полиэтилена низкой плотности.
После выгрузки готового хлеба из форм люльки с формами подают конвейером для укладки в них новых партий тестовых заготовок. Температура внутренней поверхности форм при выгрузке из них готового хлеба равна 140°С.
Охлаждение форм осуществляют путем естественного охлаждения воздухом.
Длину перемещения люлек с формами устанавливают равной 10 м.
В результате охлаждения внутренняя поверхность форм в момент укладки в них тестовых заготовок охлаждается до температуры 32°С.
Режим охлаждения характеризуется градиентом температур внутренней поверхности форм при выгрузке из них готового хлеба и внутренней поверхности форм в момент укладки в них тестовых заготовок, составляющим
Охлаждение и выдержку изделий производят так, как описано в примере 1.
Таким образом получают хлеб донской формовой массой 0,75 кг. Выход составил 141,8%. Форма хлеба донского соответствует хлебной форме, хлеб темно-коричневого цвета, пропечен. Мякиш - без следов непромеса, влажность 48,5%, кислотность мякиша 8,0 град, пористость мякиша 65,0%.
100 г хлеба содержит белки 7,1 г, жир 0,9 г, углеводы усвояемые 44,0 г, вода 46,8 г и имеет энергетическую ценность 218,9 ккал.
Пример 3.
Производят хлеб дарницкий.
Для его производства используют компоненты в следующем массовом соотношении на 100 кг муки в тесте, кг:
Муку используют с влажностью 14,5%. Жидкую закваску с заваркой готовят так, как описано в примере 2.
Соотношение муки ржаной хлебопекарной и муки пшеничной составляет 0,6:0,4.
Соотношение муки ржаной хлебопекарной обдирной и муки ржаной хлебопекарной обойной в закваске составляет 0,85:0,15. Тесто готовят так, как описано в примере 2.
Процесс брожения осуществляют до получения теста в конце процесса, имеющего кислотность 9 град.
Расстойку тестовых заготовок выпечку и выгрузку хлеба осуществляют так, как описано в примере 2.
Охлаждение и выдержку изделий производят так, как описано в примере 1.
Таким образом получают хлеб дарницкий формовой с массой, равной 0,9 кг.
Форма хлеба соответствует хлебной форме, в которой производилась выпечка, без боковых выплывов. Поверхность шероховатая, без трещин и подрывов. Темно-коричневого цвета. Мякиш пропеченный, не липкий, влажный на ощупь, эластичный, при надавливании мякиш принимает первоначальную форму, без следов непромеса, без комочков. Пористость мякиша 65,0%.
Вкус хлеба соответствует вкусу данного вида хлеба, без постороннего привкуса, без постороннего запаха.
Хлеб имеет следующее содержание пищевых веществ в 100 г: белковые вещества 6,6 г, жиры 1,1 г, углеводы усвояемые 41,0 г, углеводы неусвояемые 6,4 г, вода 42,4 г и имеет энергетическую ценность 206 ккал.
Пример 4.
Готовят заварной хлеб бородинский. Для его приготовления используют компоненты в следующем массовом соотношении на 100 кг муки в тесте, кг:
Муку используют влажностью 14,5%.
Для приготовления теста используют густую закваску влажностью 45% с содержанием 15 кг муки ржаной хлебопекарной обойной, приготовленную по общепринятой технологии.
Осахаренный солод ржаной ферментированный готовят по общепринятой технологии с использованием 5 кг солода и 15 кг муки ржаной хлебопекарной обойной.
Соотношение муки ржаной хлебопекарной обойной и муки пшеничной хлебопекарной второго сорта составляет 0,85:0,15.
Тесто готовят путем смешивания рецептурного количества вышеуказанных компонентов, замес теста осуществляют в течение 5 мин, процесс брожения 58 мин с обеспечением кислотности теста в конце процесса - 10 град. Далее процесс приготовления хлеба осуществляют так, как описано в примере 1.
Получают хлеб бородинский формовой с массой одного изделия в готовом виде 0,5 кг. Хлеб имеет форму, соответствующую форме, в которой он выпечен, без боковых наплывов. Хлеб имеет темно-коричневый цвет, вкус соответствует вкусу данного вида изделия, без постороннего запаха, с легким ароматом кориандра, мякиш пропечен без комочков и следов непромеса, влажность мякиша 46,0%, кислотность мякиша 9,5 град, пористость мякиша 48,5. Выход хлеба составляет 148,0%.
Как видно из приведенных примеров, получают различные сорта формового хлеба из смеси муки ржаной хлебопекарной и муки пшеничной хлебопекарной высокого качества за счет подбора оптимального соотношения муки ржаной и муки пшеничной, а также за счет подбора оптимального соотношения массы муки и массы жидкости при приготовлении жидкой закваски с заваркой.
Охлаждение форм на пути перемещения их от участка выгрузки из них готового хлеба до участка укладки в них тестовых заготовок с оптимальным режимом охлаждения позволяет получить хлеб с равномерной пористостью, равномерно интенсивно окрашенной боковой поверхностью и верхней корки.
При этом обеспечивается повышение экономичности производства хлебобулочных изделий, охлаждение и выдержку которых производят на предложенной в изобретениях компактной установке для охлаждения и выдержки, обеспечивающей высокую производительность процессов охлаждения и выдержки изделий при экономии производственных площадей за счет использования разработанного в изобретении сочетания пространственно трансформируемой транспортерной ленты, компактно сворачиваемой на рабочем участке в многовитковую спираль геликоидного типа и оптимального соотношения совокупного диаметрального приращения внешнего кругового контура транспортерной ленты к диаметру рабочей боковой поверхности силового барабана, способствующего повышению производительности охлаждения при сохранении товарного вида хлебобулочных изделий на всех участках перемещаемой транспортерной ленты.
Таким образом, поставленная задача решена.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ ИЗ СМЕСИ РЖАНОЙ И ПШЕНИЧНОЙ МУКИ, ПРЕИМУЩЕСТВЕННО ХЛЕБА ПОДОВОГО (ВАРИАНТЫ) | 2007 |
|
RU2344604C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ФОРМОВОГО ХЛЕБА ИЗ СМЕСИ РЖАНОЙ И ПШЕНИЧНОЙ МУКИ | 2004 |
|
RU2259723C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ ИЗ ПШЕНИЧНОЙ МУКИ ПРЕДПОЧТИТЕЛЬНО ТИПА БАТОНА НАРЕЗНОГО, ЧАЙНОГО, ВЕСЕННЕГО, СТОЛИЧНОГО, ГОРЧИЧНОГО (ВАРИАНТЫ) | 2007 |
|
RU2344603C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБА ДОНСКОГО | 2004 |
|
RU2259724C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБА "БОРОДИНСКОГО НОВОГО" ФОРМОВОГО | 2004 |
|
RU2262234C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАВАРНЫХ СОРТОВ ХЛЕБА | 2004 |
|
RU2257086C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБА ДАРНИЦКОГО | 2004 |
|
RU2257087C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБА МАРИИНСКОГО ПОДОВОГО | 2004 |
|
RU2259726C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБА СТОЛИЧНОГО ПОДОВОГО | 2004 |
|
RU2259725C1 |
| ХЛЕБ СТОЛИЧНЫЙ ПОДОВЫЙ | 2004 |
|
RU2259728C1 |
Изобретение относится к пищевой промышленности, в частности к хлебопекарной ее отрасли, и может быть использовано при производстве хлеба из смеси ржаной и пшеничной муки. Способ предусматривает приготовление теста на закваске, разделку его на тестовые заготовки, укладку тестовых заготовок с температурой теста 28÷32°С в формы, расстойку тестовых заготовок, их выпечку при 140÷280°С и выгрузку готового хлеба в формы. Формы установлены в люльках, подвижно укрепленных рядами на общем бесконечном конвейере расстойно-печного агрегата. После выгрузки готового хлеба из форм люльки с формами конвейером подают для укладки в них тестовых заготовок. На пути перемещения форм от участка выгрузки из них готового хлеба до участка укладки в них тестовых заготовок формы охлаждают с режимом охлаждения, определяемым определенной зависимостью. Охлаждение и выдержку хлебобулочных изделий производят на установке для охлаждения и выдержки. Новым в способе является оптимизация соотношений массы муки и жидкости, используемой при производстве хлеба, а также использование установки для охлаждения и выдержки хлебобулочных изделий, отличающейся компактностью и высокой производительностью за счет своих конструктивных особенностей. Изобретение позволяет получить хлебобулочные изделия с высокой пористостью мякиша и с равномерной пористостью, интенсивно окрашенной боковой поверхностью и верхней коркой. 2 н. и 27 з.п. ф-лы, 7 ил.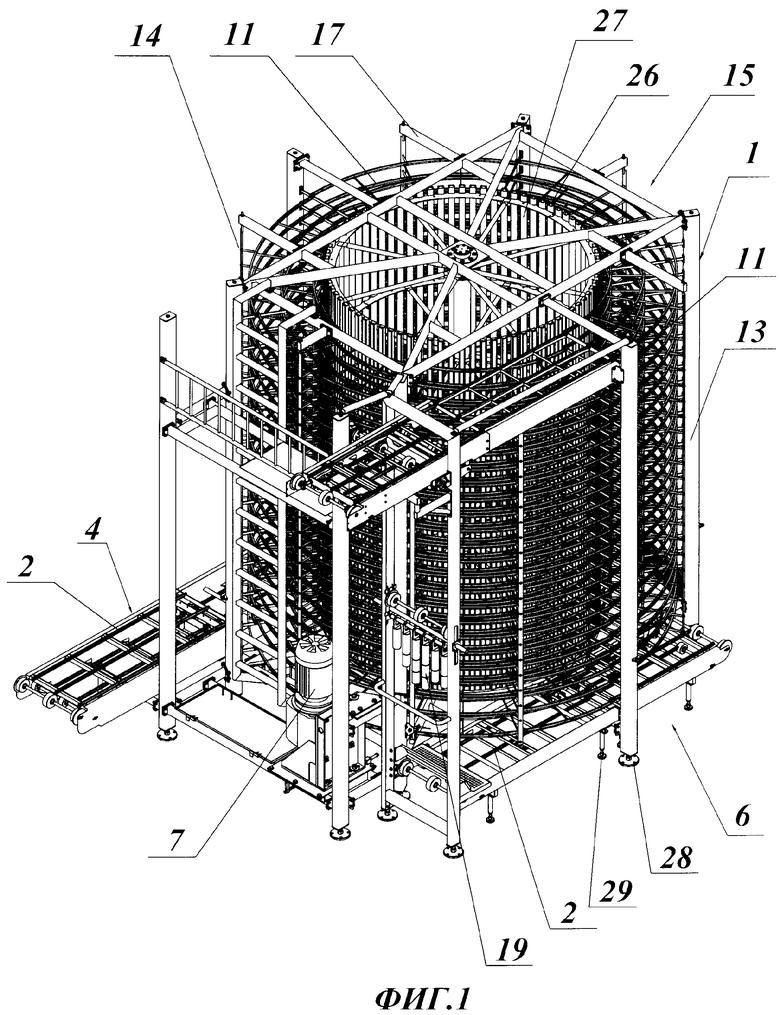
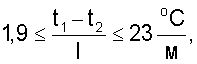
где t1 - температура внутренней поверхности форм при выгрузке из них готового хлеба, °С; t2 - температура внутренней поверхности форм в момент укладки в них тестовых заготовок, °С; l - длина перемещения люлек с формами конвейером от участка выгрузки из форм готового хлеба до участка укладки в них тестовых заготовок, м,
с обеспечением перепада температуры внутренней поверхности форм в момент укладки в них тестовых заготовок и температуры тестовых заготовок, укладываемых в формы на расстойку, составляющего 2÷7°С, а охлаждение и выдержку выпеченного хлеба производят на аэропрозрачной бесконечной транспортерной ленте установки для охлаждения упомянутых изделий, имеющей силовой каркас, спиральный пандус и силовой привод, по меньшей мере, с одним движителем в виде силового барабана с рабочей боковой поверхностью, при этом лента выполнена с коэффициентом аэропрозрачности 0,25-0,90 пространственно трансформируемой и, по крайней мере, на одном из своих участков закручена вокруг движителя - силового барабана в виде дважды радиально усеченной многовитковой спирали геликоидного типа с создаваемым при этом совокупным диаметральным приращением внешнего кругового контура транспортерной ленты к диаметру рабочей боковой поверхности силового барабана, по крайней мере, на одном витке многовитковой спирали геликоидного типа, меньшим диаметра в плане боковой поверхности силового барабана, но превышающим радиальную величину последнего, соответствующую минимальному радиусу бокового изгиба по спиральному пандусу конвейерной ленты в положении опорного огибания силового барабана, при этом радианно-высотный показатель закрутки условной геликоидной поверхности пандуса, несущего транспортерную ленту на многовитковом участке, составляет 60-30 рад./м.
или компоненты используют в следующем массовом соотношении на 100 кг муки в тесте, кг:
причем хлеб производят с массой одного изделия в готовом виде, равной 0,85÷0,9 кг, или 0,7÷0,8 кг, или 0,5÷0,6 кг.
или компоненты используют в следующем массовом соотношении на 100
кг муки в тесте, кг:
причем хлеб производят с массой одного изделия в готовом виде, равной 0,85÷0,9 кг, или 0,7÷0,8 кг, или 0,5÷0,6 кг.
где t1 - температура внутренней поверхности форм при выгрузке из них готового хлеба, °С; t2 - температура внутренней поверхности форм в момент укладки в них тестовых заготовок, °С; l - длина перемещения люлек с формами конвейером от участка выгрузки из форм готового хлеба до участка укладки в них тестовых заготовок, м,
с обеспечением перепада температуры внутренней поверхности форм в момент укладки в них тестовых заготовок и температуры тестовых заготовок, укладываемых в формы на расстойку, составляющего 2÷7°С, причем перепад температуры внутренней поверхности форм в момент укладки в них тестовых заготовок и температуры тестовых заготовок, укладываемых в формы на расстойку, составляет 2÷3°С.
или компоненты используют в следующем массовом соотношении на 100 кг муки в тесте, кг:
причем хлеб производят с массой одного изделия в готовом виде, равной 0,85÷0,9 кг, или 0,7÷0,8 кг, или 0,5÷0,6 кг.
или компоненты используют в следующем массовом соотношении на 100 кг муки в тесте, кг:
| АВТОНОМНАЯ СИСТЕМА ОТОПЛЕНИЯ | 2000 |
|
RU2177586C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И СТРУКТУРООБРАЗОВАНИЯ КОНДИТЕРСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2132141C1 |
| Хлебопечение России, 2007, №2, стр.38-39 | |||
| Кулер взамен хлебохранилища | |||
| Это реально!» | |||
| Хлебопек, 2007, №1, Хлебопечение России, 2007, №3, стр.22-23. | |||

