Изобретение относится к трубопроводной технике, а именно к трубам с балластным покрытием, используемым при прокладке трубопроводов по дну водоемов и по заболоченной местности.
Известен способ нанесения теплоизоляционного покрытия на трубу, установленную в оболочку концентрично с образованием кольцевого пространства, ограниченного кольцевыми заглушками (патент RU № 2258173 от 10.07.2003). Способ реализуется поточным способом с помощью рольганга и конвейеров, один из которых является наклоняемым на заданный угол. Предварительно нагретую трубу в сборе с оболочкой транспортируют на наклоняемый конвейер и заполняют вспенивающимся теплоизоляционным материалом с верхнего конца. После затвердевания материала кольцевые заглушки демонтируют, а теплоизолированную трубу транспортируют на стеллаж. При этом способе трубы перемещаются в направлении, совпадающем с продольной осью трубы, что обуславливает значительную длину поточной линии, на которой реализуется способ.
Данный поточный способ нанесения материала на трубу в оболочке требует дорогостоящего специализированного транспортного оборудования, особенно нанесение балластного материала на трубы диаметром от 400 до 1420 мм в оболочке диаметром до 1700 мм, поэтому используется при массовом производстве теплоизолированных труб при заказах на несколько сотен километров в год (более 100 труб в смену при длине трубы около 12 м). Недостаток способа - сложность транспортного оборудования при массе труб с балластным покрытием 20 т и более.
Известна линия, с помощью которой реализуется поточный способ теплоизоляции труб в оболочках заливкой в кольцевое пространство между трубой и оболочкой (патент RU № 2159387 от 11.01.1999). В линии устанавливают параллельно в ряд несколько (не менее 4 штук) ложементов, в каждый из которых вложена труба, и последовательно выполняют технологические действия: сборку трубы с оболочкой, нагрев трубы с оболочкой в печи, установку кольцевых заглушек, подъем одного конца ложемента и заливку вспенивающейся композиции в кольцевое пространство между трубой и оболочкой, технологическую выдержку трубы до затвердевания композиции, снятие кольцевых заглушек с трубы, снятие трубы с ложемента и ее транспортировку на стеллаж или склад. Все ложементы имеют колеса и установлены на рельсы, по которым ложементы перемещают вместе с трубами в направлении, перпендикулярном осям ложементов, что обусловливает небольшую длину линии и преимущество перед линией по патенту RU № 2258173 от 10.07.2003.
Недостаток поточного способа нанесения покрытия на трубу в оболочке линии - необходимость использования специальных технологий и средств транспортирования труб большого диаметра.
Задача изобретения - создание линии для реализации способа нанесения балластного покрытия на поверхность трубы в оболочке, обеспечивающего реализацию в основном за счет серийно производимого технологического оборудования.
В описаниях способов заливки материала к указанным выше патентам на изобретения не предусматривается заливка балластного материала в кольцевое пространство. Так как реологические свойства балластного материала, образующего после затвердевания бетон, существенно отличаются от реологических свойств вспенивающихся композиций, образующих после затвердевания теплоизолирующий материал, способ нанесения на трубу в оболочке изоляционного покрытия существенно отличается от способов нанесения балластного покрытия. Особенно существенна разница в скоростях, времени и условиях заполнения объема кольцевого пространства, в величине необходимого давления нагнетания материала, а также во времени выдержки до затвердевания, например 30 мин - для пенополиуретана и 6-8 часов - для бетона. Кроме того, теплоизолирующие материалы из вспенивающихся композиций требуют нагрева трубы перед заливкой в нее композиции, несмотря на схожесть конструкций труб в оболочках и технологических приспособлений. Разница в свойствах теплоизолирующего и балластного материалов обусловливает существенную разницу в способах нанесения на трубу теплоизоляционного и балластного покрытий.
Известен способ нанесения балластного покрытия на наружную поверхность трубы, часть которой находится в концентрично расположенной оболочке и образует совместно с внутренней поверхностью оболочки кольцевое пространство, ограниченное по концам крышками с отверстиями [патент RU № 2257503 С1 от 22.10.2003].
Способ включает укладку в ложемент трубы, собранной с оболочкой и кольцевыми заглушками, нагнетание балластного материала через отверстие в заглушке под давлением не менее 3,0 МПа до появления балластного материала в выпускном отверстии противоположной заглушки, технологическую выдержку трубы в ложементе до затвердевания балластного материала, снятие и транспортировку на склад. В способе предусмотрено, что один конец ложемента может быть установлен выше другого.
Первый недостаток способа - высокое давление нагнетания балластного материала вследствие продавливания через отверстие в заглушке, диаметр которого не может быть более величины, определяемой по соотношению:

где d - диаметр отверстия в оболочке;
Dвн.об - диаметр внутренней поверхности оболочки;
Dн.ЦТ - наружный диаметр центральной трубы.
Второй недостаток - значительное время заполнения кольцевого пространства балластным материалом.
Третий недостаток способа - невысокая производительность при балластировке труб, так как в течение времени снятия забалластированной трубы и установки следующей трубы не происходит заполнение кольцевого пространства балластным материалом.
Первая техническая задача изобретения - снижение давления нагнетания балластного материала, вторая - существенное уменьшение времени заполнения кольцевого пространства, третья - значительное повышение производительности балластировки труб для условий серийного производства.
Первая задача решена в способе нанесения балластного покрытия на наружную поверхность трубы, большая часть которой находится в концентрично расположенной оболочке и образует совместно с внутренней поверхностью оболочки кольцевое пространство, ограниченное по концам заглушками с отверстиями, включающем нагнетание балластного материала в кольцевое пространство под давлением от бетонного насоса через отверстие в заглушке, при этом балластный материал нагнетают через отверстия в каждой из заглушек.
Для существенного уменьшения времени заполнения кольцевого пространства, уменьшения длины и потерь давления в бетонопроводах и кольцевом пространстве балластный материал нагнетают через отверстие в каждой из заглушек от отдельного бетонного насоса, перемещаемого и останавливаемого на минимальном расстоянии от торца трубы.
Новые отличительные признаки, обеспечивающие снижение давления при возможном двукратном уменьшении времени заполнения кольцевого пространства - балластный материал нагнетают в кольцевое пространство через отверстия в каждой из заглушек и предпочтительно от отдельного бетонного насоса. Эти признаки не обнаружены при анализе уровня техники для балластировки труб в оболочке, что свидетельствует о новизне технического решения.
Для решения третьей задачи устанавливают множество ложементов параллельно в ряд, в каждый из которых укладывают трубу в сборе с оболочкой и заглушками, последовательно заполняют кольцевое пространство каждой из множества труб балластным материалом, перемещая бетоносмеситель и бетонный насос вдоль ряда ложементов.
Для удвоения производительности балластировки по предложенному способу устанавливают множество ложементов параллельно в ряд, в каждый из которых укладывают трубу в сборе, последовательно заполняют кольцевое пространство каждой из множества труб балластным материалом, перемещая оба бетоносмесителя и оба бетонных насоса вдоль ряда ложементов перпендикулярно их осям.
Новые признаки способа для условий серийного производства, обеспечивающие повышение производительности процесса балластировки: «устанавливают множество ложементов параллельно в ряд, последовательно заполняют кольцевое пространство каждой из множества труб балластным материалом, перемещая бетоносмесители и бетонные насосы вдоль ряда ложементов перпендикулярно их осям», не обнаружены при анализе уровня техники для балластировки труб в оболочке, что также свидетельствует о новизне технического решения.
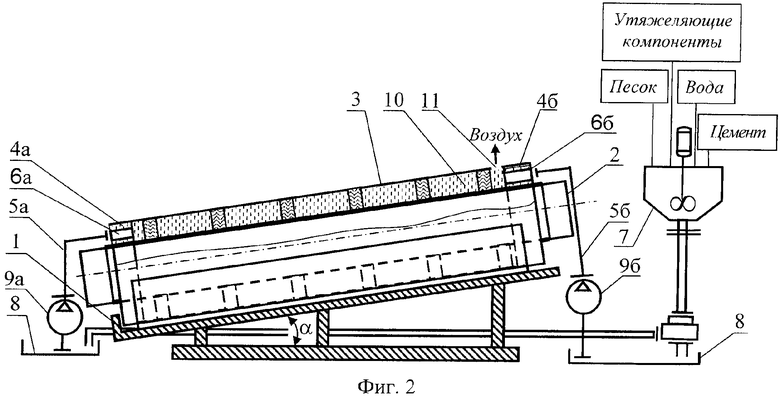
На фиг.1 показана схема реализации способа при нагнетании балластного материала одним бетонным насосом.
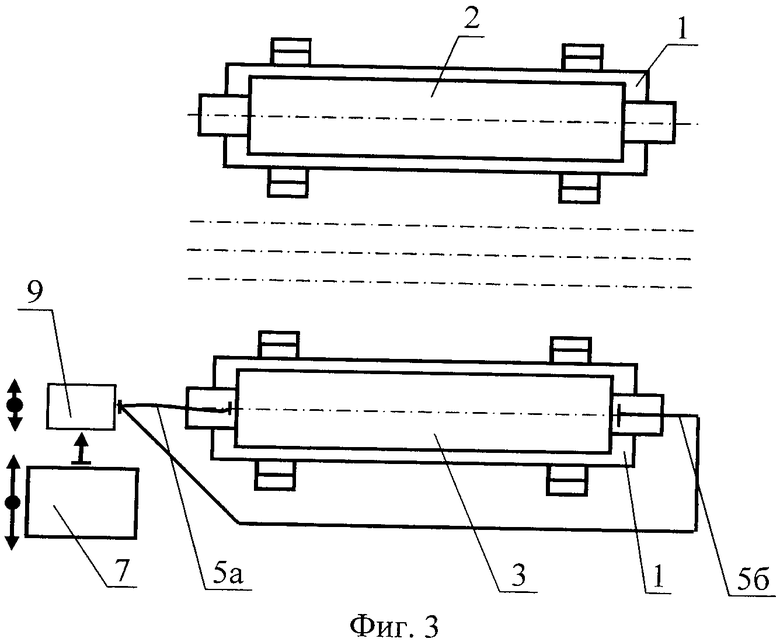
На фиг.2 - схема реализации способа при нагнетании балластного материала двумя бетонными насосами.
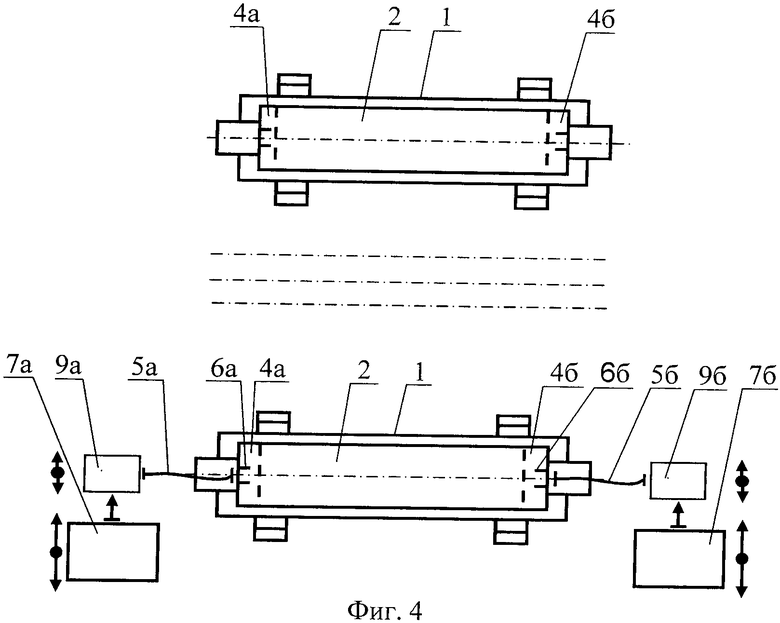
На фиг.3 - схема реализации способа при нагнетании балластного материал одним бетонным насосом в условиях серийного производства.
На фиг.4 - схема реализации способа при нагнетании балластного материала двумя бетонными насосами в условиях серийного производства
Способ реализуется с использованием, по меньшей мере, одного ложемента 1 (фиг.1, 2), на который укладывают трубу комбинированную 2 в сборе с оболочкой 3 и заглушками 4, присоединяют бетонопровод 5 с ответвлениями 5а и 5б к отверстиям 6а и 6б в заглушках 4а и 4б, подают балластный материал в виде подвижной бетонной смеси, состоящей из цемента, песка, гравия, воды и добавок, увеличивающих подвижность бетона. От бетоносмесителя 7 (фиг.1) в бункер 8 бетонного насоса 9 нагнетают балластный материал бетонным насосом 9 в кольцевое пространство 10 до его заполнения при одновременном выпуске воздуха из кольцевого пространства через воздуховыпускное отверстие 11, затем отсоединяют бетонопровод 5 от отверстий 6, закрывают отверстия 6 при необходимости предотвращения протекания балластного материала.
Для снижения давления нагнетания балластного материала и двукратного уменьшения времени заполнения кольцевого пространства 10 балластный материал, поступающий от бетоносмесителей 7а и 7б (фиг.2), нагнетают двумя бетонными насосами 9а и 9б, каждый из которых соединен бетонопроводами 5а и 5б с соответствующими отверстиями 6а и 6б.
Для значительного увеличения производительности при использовании способа устанавливают множество ложементов 1 (фиг.3) параллельно в ряд, в каждый из которых укладывают трубу 2 в сборе, последовательно заполняют кольцевое пространство 10 каждой из множества труб балластным материалом через бетонопроводы 5а и 5б, перемещая бетоносмеситель 7 и бетонный насос 9 вдоль ряда ложементов 1.
Для большего увеличения производительности устанавливают множество ложементов 1 (фиг.4) параллельно в ряд, в каждый из которых укладывают трубу 2 в сборе, последовательно заполняют кольцевое пространство 10 (фиг.2) каждой из множества труб балластным материалом, нагнетаемым двумя бетонными насосами, каждый из которых соединен бетонопроводами 5а и 5б с отверстиями 6а и 6б, при этом перемещают оба бетонных насоса 9а и 9б, а при необходимости - и оба бетоносмесителя 7а и 7б вдоль ряда ложементов 1, обеспечивая минимальное расстояние от бетонных насосов 9а и 9б до ближайшей к ним кольцевым заглушкам 4а и 4б.
Пример 1. Кольцевое пространство объемом 2 м3 трубы комбинированной для магистрального трубопровода ⊘820×11,5 м заполняли бетонным насосом через одно отверстие в течение 10 минут; при этом к концу заполнения кольцевого пространства бетонный насос развивает давление 6 МПа. Производительность балластного покрытия труб по известному способу (патент RU №2257503 от 22.10.2003) составила 4 трубы/час.
Пример 2. Кольцевое пространство объемом 2 м3 трубы комбинированной ⊘820×11,5 м заполняли бетонными насосами через отверстия в двух крышках в течение 5 минут. Каждый насос развивал давление 4 МПа. Производительность балластного покрытия труб по предложенному в данной заявке способу по пункту 4 формулы изобретения составила 6 труб/час.
Так как эксперимент показал двукратное сокращение времени заполнения кольцевого пространства трубы балластным материалом при уменьшении давления при заполнении в 1,5 раза, следует считать, что новые признаки способа обеспечили достижение значительного эффекта - увеличение производительности установки в 1,5 раза, что было невозможным при известном способе.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ДЛЯ БАЛЛАСТИРОВКИ ТРУБЫ В ОБОЛОЧКЕ | 2007 |
|
RU2345271C2 |
| СПОСОБ НАНЕСЕНИЯ БАЛЛАСТНОГО МАТЕРИАЛА НА ПОВЕРХНОСТЬ ТРУБЫ ДЛЯ ПОДВОДНОГО ТРУБОПРОВОДА | 2008 |
|
RU2413117C2 |
| Устройство для комплексной теплоизоляции и балластировки трубопровода | 2023 |
|
RU2823680C1 |
| СПОСОБ НАНЕСЕНИЯ БАЛЛАСТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ТРУБЫ ДЛЯ ПОДВОДНОГО ТРУБОПРОВОДА | 2003 |
|
RU2257503C1 |
| ТРУБА КОМБИНИРОВАННАЯ И УСТРОЙСТВО НАНЕСЕНИЯ БЕТОНА | 2009 |
|
RU2418224C2 |
| ТРУБА С БЕТОННЫМ ПОКРЫТИЕМ И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2596298C2 |
| СПОСОБ И УСТРОЙСТВО НАНЕСЕНИЯ БЕТОНА НА ТРУБУ | 2009 |
|
RU2418225C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛАСТНОЙ ТРУБЫ | 2010 |
|
RU2450193C1 |
| ТРУБА КОМБИНИРОВАННАЯ С БАЛЛАСТНЫМ ПОКРЫТИЕМ | 2006 |
|
RU2317469C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СУЛЬФАТОСТОЙКОЙ УТЯЖЕЛЕННОЙ ТРУБЫ | 2010 |
|
RU2435094C1 |
Изобретение относится к строительству трубопроводного транспорта и может быть использовано при прокладке трубопроводов по дну водоемов и по заболоченной местности. На ложемент укладывают комбинированную в сборе с оболочкой и заглушками трубу, присоединяют бетонопровод к отверстиям в заглушках и подают балластный материал в виде подвижной бетонной смеси насосом в кольцевое пространство до его заполнения, отсоединяют бетонопровод от отверстий. Расширяет арсенал технических средств. 3 з.п. ф-лы, 4 ил.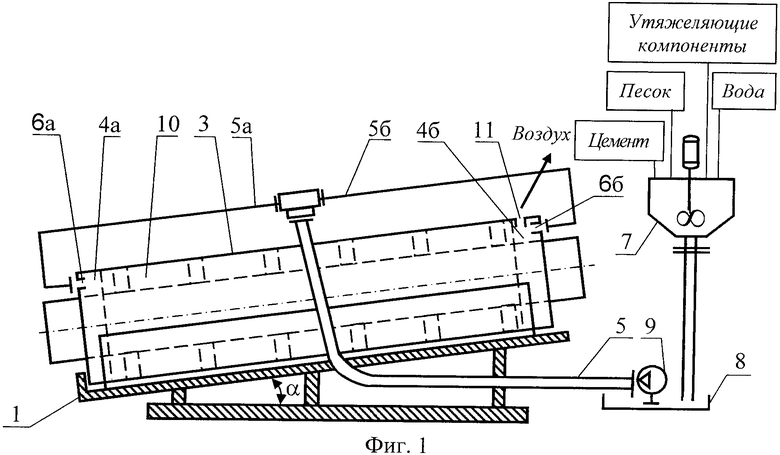
| СПОСОБ НАНЕСЕНИЯ БАЛЛАСТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ТРУБЫ ДЛЯ ПОДВОДНОГО ТРУБОПРОВОДА | 2003 |
|
RU2257503C1 |
| ЛИНИЯ ИЗОЛЯЦИИ ТРУБ | 1999 |
|
RU2159387C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТРУБЫ | 2003 |
|
RU2258173C2 |
| Форма для нанесения теплоизоляцииНА ТРубОпРОВОд | 1979 |
|
SU832235A1 |
| Устройство для магнитной дефектоскопии проволоки | 1945 |
|
SU67673A1 |
| Устройство для сборки трубчатых теплообменников | 1944 |
|
SU68637A1 |

