До настоящего времени предва. рительнгый контроль пружинной про. волоки перед запуском в произ. &ОДСТВО пру ЖЕН проводится путем травления в кнслотных растворах концов проволоки, взятых от целых бунтов. Такой контроль не гарантирует ,годности всепо бунта. В большинстве случаев на концах бунта дефектов че обнаруживается и весь бунт запускается в производство пружин как годный.
Пройдя технелогическнй цикл обработки, пружины подвергаются окончательному контролю на магнофлоксе. В результате контроля бракуется в среднем 25% абсолютно законченных в изготовлении пружин.
Выявление дефекта ча готовой пружине, в особенности при плотнюм расположении витков, такой контроль обеспечивает не полностью. Осмотр пружины с внутренней стороны Весьма затруднителен и нередко наблюдаются случаи выявления волосовины на пружине, прошедшей окончательный контроль. Волосовина в поставленной на мотор пружине служит первой причиной поломки ее и может вызвать аварию самолета в воздухе.
Указанные недостатки существу. ющего метода требуют более совершенного метода контроля проволоки перед запуском в производство
пружин.
в целях решения указанной задачи и (Предлагается устройство, составляющее предмет настоящего изобретения и позволяющее производить как выборочный контроль дефектных мест, так и браковать весь бунт При наличии большого количества волосовин и раковин по всей длине проволоки. Устройство обеспечивает перематывание проволоки с одного бунта на другой, сообщая ей. при этом вращательное движение, что позволяет оператору осмотреть всю поверхиость проволоки.
Работа устройства основана на общеизвестной методике магнитной дефектоскопии ферромагнитных изделий, состоящей в намагничивании изделия (в данном случае проволоки) электрическим током, пропускаемым вдоль проволоки при помощи скользящих контактов, и в определении дефектов в проволоке при помощи магнитной суспензии, которой обливается предварителыло отполированная проволока, подвергаемая вращению при помощи двух синхронно вращающихся головок; такое вращение обеспечивает осмотр
оператором всей поверхности проволоки. Сущность дан-ного изобретения -заключается в некоторых особенностях Предлагаемого устройства; головки для продвижения проволоки перед оператором снабжены вращающимися барабанами, служащими на одчой головке для сматывания проволоки при подаче ее к оператору, а на другой - для наматывания прошедщей осмотр части проволоки, для чего ось наматываю, щего барабана связывается с осью головки механической передачей, обеспечивающей принудительное вращение барабана ори вращении головки.
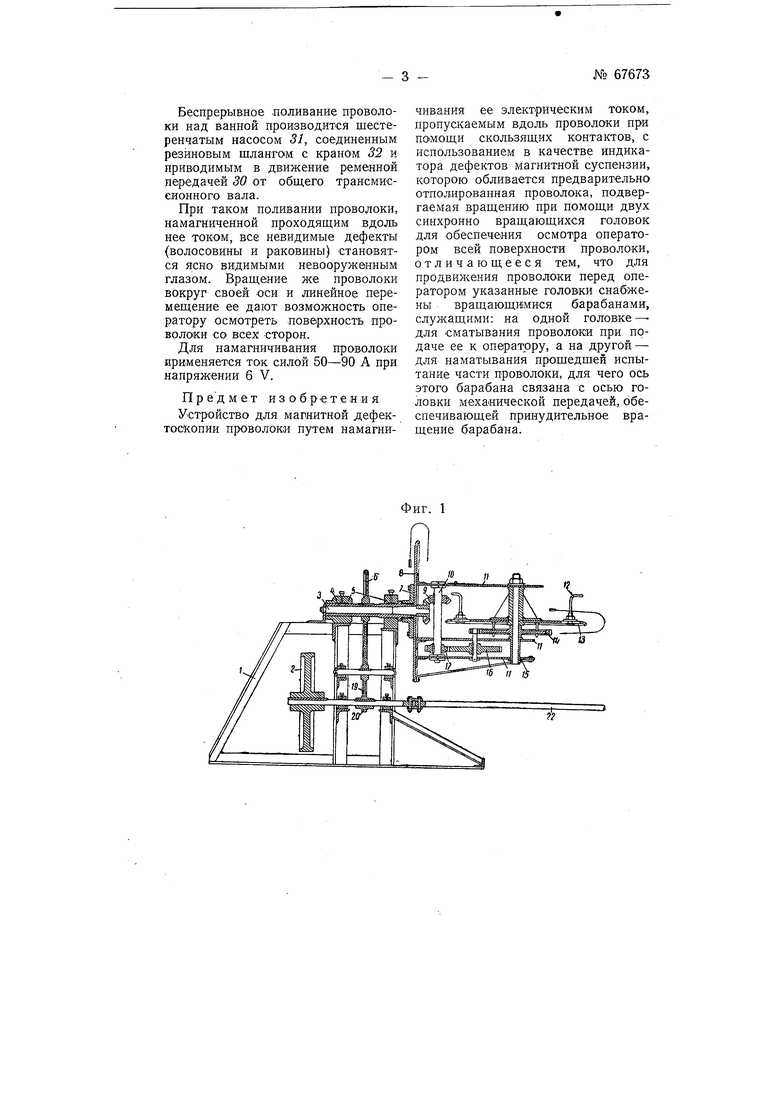
Изложенное поясняется чертежом, 1на котором фиг. i-3 изображают три основные части предлагаемого устройства: из двух синхронно вращающихся головок (фиг. 1 и 3) и расположенной между ними центральной электрической части (фиг. 2). Все три станины 1 свариваются из углового железа и каждая ставится на отдельный фундамент.
Устройство приводится в движение от одного электродв-игателя (мощностью в 1,5 KW), вращающего через ременную передачу шкив 2 и общий трансмиссионный вал 22. Последний механичесжой передачей 20, 19 к 6 связан с полой осью 4 (шпинделем) головки. Паразитная шестерня 19 поставлена, в целях выноса вала 22 за пределы диска 8, закрепленного на шпинделе 4 .при помощи планшайбы 7.
Для оснащения барабана 12 - 13 на диске 8 укреплены три щеки 11. Между двумя щеками расположена механическая передача 16 -17, служащая для вращения барабана 12 - 13. Барабан 12 - 13 может вращаться как вокруг своей оси 15, так и вокруг оси щпинделя 4.
При вращении последнего коническая шестерня 9 катится по неподвижной шестерне, закрепленной на конце оси 3 шпинделя 4, при этом шестерня 9 вращается вместе с несущей ее осью 10, а вращение последней через шестерни 17, 16 и 14 передается оси 15. Ось 3
неподвижно закреплена в станине / хвостовой гайкой, а полый, шпиндель 4 свободно вращается вокруг оси 3 в подшипниках 5.
Барабан для намотки проволоки состоит из диска 13, снабженного радиальными ггрорезами, и изогнутых щтырей 12, закрепляемых на диске 13 в указанных прорезах для возможности перестановки вдоль последних. Штыри служат для намотки на них проволоки и выполнены поворотными вокруг своих осей для удобства закрепления и снятия катущки проволоки. С той же целью одна из щек 11 (верхняя на фиг. 1) сделана откидной на шарнирном соединении.
Для установления нужной скорости линейного движения проволоки штыри 12 передвигаются в ту и другую сторону вдоль (Прорезов диска 13 и закрепляются гайками.
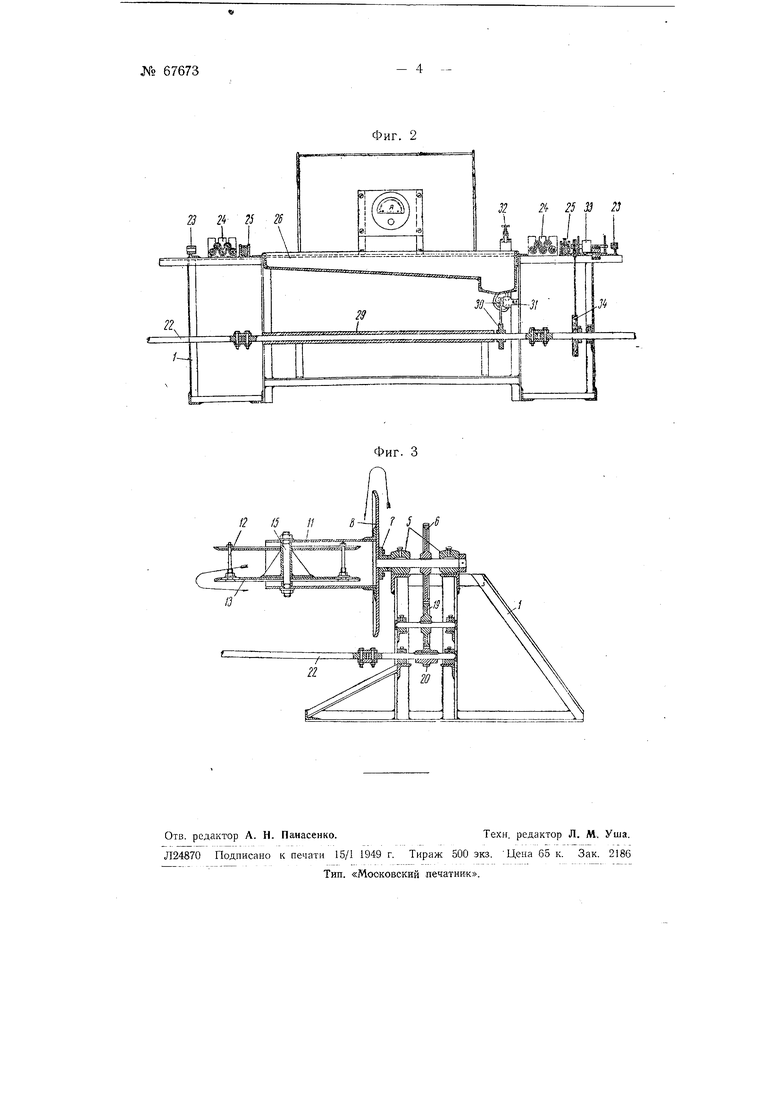
Головка по фиг. 3 имеет более простое устройство, так как она не является ведущей.
Центральная часть машины имеет станину 1, на концах которой расположены направляющие глазки 23 из текстолита, обтирочная коробка
25,роликовые электроконтакты 24 для подвода и отвода тока на исследуемом участке проволоки. Один из контактов 24 может иметь продольное перемещение по длине 0,6 м, что устраняет необходимость применения реостата для регулирования силы тока через проволоку: в зависимости от диаметра проволоки расстояние между . тактами берется от 1 до 1,5 м.
Контролируемая проволока с -бухты, наложенной на барабан головки (фиг. 3), сматывается и пропускается через направляющий глазок 23, полировальную машину 33, обтирочную коробку 25, роликовые контакты 24, проходит над ванной
26,поступает во вторую обтирочную коробку 25, проходит через контакты 24, направляющий глазок 23 и наматывается на барабан 12, 13 головки (фиг. 1).
Ванна 26 служит для стока магнитной суспензии, которой обливает, ся проволока.
Беспрерывное поливание проволоки над ванной производится шестеренчатым насосом 31, соединенным резиновым шлангам с краном 32 и приводимым в движение ременной передачей 30 от общего трансмисеионного вала.
При таком поливании проволоки, намагниченной проходящим вдоль нее током, все невидимые дефекты (волосовины и раковины) становятся ясно видимыми невооружевным глазом. Вращение же проволоки вокруг своей оси и линейное перемещение ее дают возможность оператору осмотреть поверхность проволоки со всех сторон.
Для намагничивания проволоки применяется так силой 50-90 А при напряжении 6 V.
Предмет изобретения Устройство для магнитной дефектоскопии проволоки путем намагничивания ее электрическим током, пропускаемым вдоль проволоки при помощи скользящих контактов, с использованием в качестве индикатора дефектов магнитной суспензии, которою обливается предварительно отполированная проволока, подвергаемая вращению при помощи двух синхронно вращающихся головок для обеспечения осмотра оператором всей поверхности проволоки, отличающееся тем, что для продвижения проволоки перед оператором указанные головки снабжены вращающимися барабанами, служащими: на одной головке - для сматывания проволоки при подаче ее к оператору, а на другой - для наматывания прошедшей испытание части проволоки, для чего ось этого барабана связана с осью головки механической передачей, обеспечивающей принудительное вращение барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Прибор для определения твердости материалов | 1949 |
|
SU84574A1 |
| Намоточное устройство | 1981 |
|
SU1034810A2 |
| Крутильная головка для скручивания канатов | 1938 |
|
SU59459A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1945 |
|
SU69961A1 |
| Устройство для намотки и обвязки бунтов | 1980 |
|
SU940898A1 |
| Устройство для намотки и обвязки бунтов | 1990 |
|
SU1731341A1 |
| Установка для контроля методом магнитной дефектоскопии деталей,имеющих форму тел вращения | 1978 |
|
SU903754A1 |
| Станок для изготовления арматуры для струнно-бетонных изделий | 1960 |
|
SU138508A1 |
| Устройство для изготовления гвоздей | 1987 |
|
SU1466855A1 |
23 ff S 21
Фиг. 2 32 2it 2S 33 23
