Согласно первому аспекту настоящее изобретение относится к способу регулирования процесса изготовления элементов шины для колес транспортных средств. В частности, изобретение относится к способу регулирования для обнаружения дефектов изготовления в элементах шины для колес транспортных средств, произведенных согласно процессу, при котором удлиненные элементы, подаваемые выдачным элементом, распределяют на формующей опоре посредством, по меньшей мере, одного нажимного элемента, действующего на такие удлиненные элементы в направлении нажатия.
Согласно второму аспекту настоящее изобретение относится к устройству для нанесения удлиненных элементов при процессе изготовления элементов шины для колес транспортных средств, предназначенному для осуществления вышеупомянутого способа.
В данном описании изобретения и в последующей формуле изобретения термин «удлиненный элемент» используется для обозначения элемента, у которого продольные размеры значительно больше, чем поперечные размеры и толщина, при этом указанный элемент изготовлен из эластомерного материала, возможно, содержащего один или более включенных в него нитевидных усиливающих элементов, таких как тканевые или металлические корды.
Кроме того, следует отметить, что в данном описании изобретения и в последующей формуле изобретения термин «эластомерный материал» используется для обозначения композиции, содержащей, по меньшей мере, один эластомерный полимер и, по меньшей мере, один усиливающий наполнитель. Такая композиция предпочтительно содержит добавки, такие как сшивающий агент и/или пластификатор. Благодаря присутствию сшивающего агента такой материал может быть подвергнут сшиванию нагреванием для образования готового продукта.
Шина для колес транспортных средств обычно содержит каркасную конструкцию, которая включает в себя, по меньшей мере, один слой каркаса, образованный из усиливающих кордов, введенных в эластомерную матрицу. Слой каркаса имеет боковые края, которые соответственно соединены с кольцевыми крепежными конструкциями, расположенными в местах, обычно называемых «бортами», при этом каждый борт обычно образован из, по существу, окружной кольцевой вставки, на которую нанесена, по меньшей мере, одна прокладка во внешнем по радиусу положении.
В наружном по радиусу положении относительно слоя каркаса находится брекерная конструкция, которая содержит один или более слоев брекера, расположенных по радиусу один над другим и имеющих текстильные или металлические усиливающие корды с поперечной ориентацией и/или с ориентацией, по существу, параллельной направлению окружной протяженности шины. В наружном по радиусу положении на брекерную конструкцию нанесен протектор, который подобно другим конструктивным элементам, образующим шину, также изготовлен из эластомерного материала.
Между протектором и брекерной конструкцией может быть расположен так называемый «подпротекторный слой», изготовленный из эластомерного материала с подходящими свойствами для обеспечения устойчивого соединения самого протектора.
На боковые поверхности каркасной конструкции нанесены соответствующие боковины, изготовленные из эластомерного материала, при этом каждая боковина проходит от одного из боковых краев протектора вплоть до соответствующей крепежной конструкции бортов.
В бескамерных шинах слой каркаса изнутри покрыт слоем из предпочтительно эластомерного материала на бутиленовой основе, обычно известным как «оболочка», которая обладает отличными свойствами воздухонепроницаемости и проходит от одного борта к другому.
Обычные процессы изготовления шин для автомобильных колес по существу заключаются в том, что вначале изготавливают отдельно друг от друга все вышеперечисленные элементы шины, а затем производят их сборку на последующей стадии изготовления шины.
Однако существующая тенденция заключается в применении производственных процессов, которые позволяют свести к минимуму или, возможно, исключить производство полуфабрикатов и их хранение на складе.
В частности, в настоящее время внимание обращено на технологические решения, которые позволяют изготавливать отдельные элементы шины, непосредственно нанося их в соответствии с заданной последовательностью на шину, изготавливаемую на предпочтительно тороидальной формующей опоре.
Согласно документу WO 01/36185 элементы шины образуют на тороидальной опоре посредством последовательного нанесения на последнюю множества удлиненных элементов, которые состоят, например, из отдельных прорезиненных кордов или прорезиненных кордов, сгруппированных параллельно для образования лентообразных элементов, и которые, в частности, используют для изготовления каркасной и брекерной конструкций, и непрерывных удлиненных элементов, которые выполнены из эластомерного материала и которые, в частности, используют для изготовления других конструктивных элементов шины, таких как протектор, боковины, оболочка и прокладки.
В документе ЕР 0968814 А2 описаны способ и устройство для распределения эластомерных материалов для элементов, составляющих шину. Эластомерный материал для составляющего шину элемента с высокой эффективностью и высокой точностью укладывают на вращающуюся опору благодаря размещению двух роликов, вращающихся в противоположных направлениях, вблизи радиально наружной части поверхности опоры и использованию зазора между роликами в качестве роликовой экструзионной головки.
Следует отметить, что в этих случаях процесс изготовления шины является автоматизированным и до существу непрерывным процессом, т.е. по существу без промежуточного хранения полуфабрикатов на складе. При таком процессе вышеописанные отдельные конструктивные элементы шины изготавливают в соответствии с заданной последовательностью, начиная от удлиненных элементов, подаваемых выдачным элементом, который может быть функционально связан с экструдером, и, следовательно, наносимых на формующую опору посредством, по меньшей мере, одного нажимного элемента, действующего на удлиненный элемент в направлении нажатия.
При непрерывных процессах изготовления шин вышеописанного типа важнейшим фактором является обнаружение отклонений, которые могут производить или встречаться при изготовлении одного из конструктивных элементов образуемой шины вследствие неправильного нанесения удлиненных элементов на формующую опору. Действительно, такие отклонения вызывают недостатки или дефекты, которые могут быть скрыты позже нанесенным элементом и, следовательно, уже не могут быть непосредственно обнаружены в готовой шине.
Наиболее типичными недостатками и/или дефектами, встречающимися при нанесении, являются те, которые происходят из-за:
- разрыва удлиненного элемента, приводящего к отсутствию нанесения экструдированного материала в местах, подвергающихся циклу выдачи;
- образования разрывов непрерывности вследствие присутствия комков в смеси или коротких частей смеси с формой, не соответствующей той, которая предполагается на выходе выдачного элемента (это может быть вызвано присутствием возможных сгоревших частей или эксплуатационными отклонениями в работе выдачного элемента);
- образования складок материала, особенно на начальной стадии цикла нанесения.
Таким образом, существует необходимость в разработке способа, который позволяет идентифицировать наличие возможных дефектов или недостатков прямо на стадии нанесения упомянутых удлиненных элементов на формующую опору для того, чтобы обеспечить еще более высокие уровни качества шин, изготовленных при непрерывных процессах вышеописанного типа.
Было обнаружено, что наличие таких возможных дефектов или недостатков можно идентифицировать во время стадии нанесения удлиненного элемента на формующую опору посредством по существу непрерывного определения с заданной частотой значения характеристической величины, показывающего смещения в направлении нажатия нажимного элемента, действующего при нанесении удлиненного элемента, и создания предупредительного сигнала в тем случаях, когда определенное значение превышает заданное пороговое значение.
Следовательно, согласно первому аспекту настоящего изобретения создан способ регулирования процесса изготовления элементов шины для колес транспортных средств, при котором, по меньшей мере, один удлиненный элемент, подаваемый выдачным элементом, распределяют на формующей опоре посредством, по меньшей мере, одного нажимного элемента, действующего на, по меньшей мере, один удлиненный элемент в направлении нажатия, содержащий этапы, на которых:
определяют с заданной частотой значение характеристической величины, показывающее смещение, по меньшей мере, одного нажимного элемента в направлении нажатия;
сравнивают определенное значение характеристической величины с пороговым значением и
создают предупредительный сигнал в тех случаях, когда определенное значение характеристической величины превышает пороговое значение.
На всем протяжении данного описания изобретения и в последующей формуле изобретения термин "направление нажатия" используется для обозначения направления, в котором действует сила, которая удерживает нажимной элемент прижатым к формующей опоре.
Способ согласно настоящему изобретению предпочтительно осуществляют таким образом, что удлиненные элементы наносят на контролируемую формующую опору, регулируя перемещения, по меньшей мере, одного нажимного элемента, действующего на удлиненный элемент для нанесения последнего на формующую опору. Таким образом, можно просто и надежно обнаруживать наличие возможных недостатков или дефектов в образуемой шине сразу же при нанесении удлиненных элементов на формующую опору, что, следовательно, позволяет изготовителю в реальном времени (или в конце процесса нанесения) оценивать уровень качества формуемой шины (или готовой шины).
В частности, во время распределения удлиненного элемента на формующей опоре нажимной элемент подвергается непрерывным колебаниям в направлении нажатия вследствие специфического характера процесса нанесения удлиненного элемента. Как можно видеть, в тех случаях, когда нанесение удлиненного элемента происходит правильно, такие колебания остаются в ограниченном диапазоне, типичном для цикла нанесения без отклонений в нанесении; наоборот, в тех случаях, когда происходят отклонения в нанесении (например, комки в смеси экструдированного материала или разрыв удлиненного элемента), нажимной элемент подвергается импульсным силам, которые определяют пики смещения за пределы указанного диапазона. Такие обнаруживаемые пики смещения указывают на наличие отклонения в нанесении удлиненного элемента, о чем подается соответствующий сигнал.
В предпочтительном варианте осуществления способа согласно настоящему изобретению этап определения значения характеристической величины, характеризующего смещение нажимного элемента, содержит этапы, на которых:
а) образуют аналоговый электрический сигнал, показывающий смещение во времени, по меньшей мере, одного нажимного элемента в направлении нажатия;
б) обрабатывают аналоговый электрический сигнал для определения численного значения, характеризующего параметр колебания аналогового электрического сигнала.
В еще одном предпочтительном варианте осуществления способа согласно изобретению он дополнительно содержит этапы, на которых:
в) сравнивают численное значение с пороговым значением;
г) создают предупредительный сигнал в тех случаях, когда численное значение превышает пороговое значение;
д) запоминают предупредительный сигнал;
е) устанавливают на нуль численное значение; и
ж) итерационно повторяют этапы (а)-(е).
Как предполагается, итерацию стадий (а)-(е) повторяют в течение всей продолжительности цикла нанесения, что позволяет распознавать большинство отклонений при нанесении удлиненного элемента, которые могут впоследствии проявляться в течение такого цикла.
Способ предпочтительно содержит этап создания сигнала тревоги в тех случаях, когда определенное значение характеристической величины превышает в заданное число раз пороговое значение. Такой сигнал тревоги предпочтительно может давать указание об уровне качества изготавливаемой шины и/или может быть использован для выдачи команды на немедленное окончание осуществляемого цикла нанесения.
Максимально возможное число раз превышения порогового значения, после которого создается сигнал тревоги, зависит от типа и продолжительности конкретного рассматриваемого цикла нанесения, который, в свою очередь, зависит от конкретного конструктивного элемента изготавливаемой шины. Было обнаружено, что максимально возможное число раз превышения порогового значения предпочтительно составляет от 3 до 6, что достаточно для обеспечения изготовления высококачественной шины.
В первом варианте осуществления способа согласно настоящему изобретению пороговым значением является заданное абсолютное значение. Такое значение выбирают, также исходя из типа конкретного рассматриваемого цикла нанесения.
В предпочтительном варианте осуществления способа пороговое значение вычисляют посредством:
S1) задания порогового значения в качестве начального значения;
S2) определения заданного числа значений характеристической величины и определения разности между указанными значениями и пороговым значением;
S3) вычисления средней величины разностей, полученных на этапе (S2);
S4) корректируют указанное пороговое значение с учетом значения указанной средней величины;
S5) итерационно повторяют этапы (S2)-(S4).
Как предполагается, итерацию стадий (S2)-(S4) повторяют в течение всей продолжительности цикла нанесения.
Посредством упомянутого способа вычисления можно с успехом динамически приспосабливать пороговое значение к конкретному режиму цикла нанесения.
Кроме того, способ согласно изобретению предпочтительно содержит этап определения момента времени, в который определенное значение характеристической величины превышает пороговое значение. Благодаря этому дополнительному объему информации можно успешно определить на готовой шине местонахождения дефекта или недостатка, который вызван отклонением, обнаруженным при нанесении удлиненного элемента.
В предпочтительном варианте осуществления способа согласно настоящему изобретению определяемой характеристической величиной, показывающей смещение нажимного элемента, является мгновенное ускорение такого нажимного элемента в его направлении нажатия. Такая характеристическая величина немедленно коррелируется со смещениями нажимного элемента и может быть успешно измерена простым способом посредством обычных датчиков акселерометра.
В этом варианте осуществления изобретения и в случае с заданным пороговым значением указанное пороговое значение является абсолютной величиной в диапазоне от около 2 м/с2 до около 5 м/с2.
При альтернативном варианте осуществления способа определяют вектор мгновенного ускорения нажимного элемента. Это может быть достигнуто измерением мгновенных ускорений в трех перпендикулярных пространственных направлениях, одно из которых совпадает с упомянутым направлением нажатия.
Способ согласно настоящему изобретению при одном варианте его осуществления может быть использован при процессе изготовления элементов шины (например, протектора, прокладок бортов, боковин, прокладок боковин, оболочки, подоболочки, антиабразивных прокладок, подбрекерной прокладки, подпротекторного слоя), которые требуют нанесения удлиненных элементов, полностью состоящих из эластомерного материала. В этом случае удлиненный элемент предпочтительно непрерывно подают выдачным элементом, выполненным в виде экструдера.
Объемная скорость потока из экструдера находится предпочтительно в диапазоне от около 2 см3/с до около 35 см3/с и более предпочтительно в диапазоне от около 5 см3/с до около 25 см3/с.
В этом варианте осуществления способа этап определения значения характеристической величины проводят с заданной частотой взятия замеров предпочтительно в диапазоне от около 100 Гц до около 2000 Гц и более предпочтительно в диапазоне от около 500 Гц до около 1000 Гц.
Способ согласно настоящему изобретению при другом варианте его осуществления может быть использован при процессе изготовления элементов шины (например, каркасной конструкции и брекерной конструкции), которые требуют нанесения удлиненных элементов, которые состоят из эластомерного материала, содержащего один или более введенных в него нитеобразных усиливающих элементов. В этом случае удлиненный элемент, подаваемый выдачным элементом, предпочтительно разрезают по размеру на отрезки заданной длины до его нанесения на формующую опору.
В этом варианте осуществления способа этап определения значения характеристической величины проводят с заданной частотой взятия замеров предпочтительно в диапазоне от около 500 Гц до около 3000 Гц и наиболее предпочтительно в диапазоне от около 1000 Гц до около 2000 Гц.
Согласно второму аспекту настоящего изобретения создано устройство для нанесения, по меньшей мере, одного удлиненного элемента на формующую опору при изготовлении элементов шины для колес транспортных средств, содержащее:
выдачной элемент, расположенный вблизи формующей опоры и выполненный с возможностью подачи, по меньшей мере, одного удлиненного элемента на формующую опору;
по меньшей мере, один несущий элемент, связанный с выдачным элементом;
по меньшей мере, одно устройство, выполненное с возможностью толкания, по меньшей мере, одного несущего элемента к формующей опоре в направлении нажатия;
по меньшей мере, один нажимной элемент, выполненный за одно целое с, по меньшей мере, одним несущим элементом на его свободном конце и выполненный с возможностью распределения, по меньшей мере, одного удлиненного элемента на формующую опору; и
устройство определения для определения характеристической величины, показывающей смещение, по меньшей мере, одного нажимного элемента в направлении нажатия при нанесении, по меньшей мере, одного удлиненного элемента на формующую опору.
Такое устройство позволяет успешно осуществлять описанный выше способ регулирования.
Устройство определения предпочтительно содержит устройство для выработки электрического сигнала, показывающего смещение, по меньшей мере, одного нажимного элемента в направлении нажатия, и устройство для обработки электрического сигнала.
В предпочтительном варианте осуществления изобретения устройством для выработки электрического сигнала является акселерометр.
В дополнительном предпочтительном варианте осуществления изобретения устройство для выработки электрического сигнала содержит датчик положения, который функционально соединен с устройством, предназначенным для взятия второй производной от величины, определенной датчиком положения.
В еще одном предпочтительном варианте осуществления изобретения устройство для обработки электрического сигнала содержит пиковый детектор. Такой детектор, в частности, способен обнаруживать, когда электрический сигнал, образованный акселерометром (или его вторая производная, если электрический сигнал образован датчиком положения), превышает пороговое значение, и образовывать соответствующий сигнал каждый раз, когда это происходит.
Указанный, по меньшей мере, один нажимной элемент предпочтительно выполнен в виде роликового нажимного элемента, так чтобы обеспечить более легкое относительное движение между нажимным элементом и формующей опорой при нанесении удлиненного элемента на формующую опору.
Выдачной элемент предпочтительно содержит экструзионную головку, которая позволяет успешно выдавать удлиненный элемент, состоящий, по меньшей мере, частично из эластомерного материала заданных формы и размера.
В том случае, если это требуется при нанесении, упомянутое устройство, кроме того, предпочтительно содержит режущий элемент для резания по размеру удлиненного элемента на отрезки и два нажимных элемента, которые могут перемещаться на расстоянии друг от друга для нанесения отрезков на формующую опору.
в частности, при описанных процессах изготовления шин, осуществляемых непрерывно, формующая опора предпочтительно выполнена в виде тороидальной опоры и более предпочтительно в виде по существу жесткой тороидальной опоры.
С другой стороны, формующая опора может быть выполнена в виде цилиндрической опоры. Такая форма опоры может быть полезна для изготовления некоторых конструктивных элементов шины (например, подпротекторной брекерной конструкции) при процессах изготовления шин, при которых разные конструктивные элементы шин образуют отдельно на многих формующих опорах и затем собирают вместе для получения готовой шины.
Устройство определения предпочтительно функционально связано с блоком управления выдачного элемента.
Блок управления предпочтительно функционально связан с системой управления процессом изготовления шины.
Дополнительно отличительные признаки и преимущества настоящего изобретения станут очевидными после прочтения последующего подробного описания некоторых вариантов его осуществления, выполненного со ссылкой на прилагаемые чертежи, на которых:
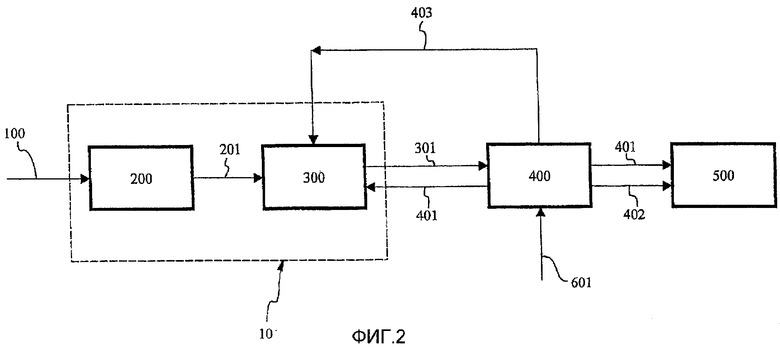
фиг.1 - схематический вид в перспективе предпочтительного варианта осуществления устройства для реализации способа согласно изобретению; и
фиг.2 - блок-схема предпочтительного варианта осуществления способа согласно настоящему изобретению.
На фиг.1 ссылочной позицией 1 в целом обозначено устройство для нанесения удлиненного элемента 3 на формующую опору 2 при изготовлении элементов шины для колес транспортных средств согласно предпочтительному варианту осуществления настоящего изобретения.
Устройство 1 является частью рабочей станции, описанной в упомянутом документе WO 01/36185.
Устройство 1 содержит экструдер 4 (показан только частично), расположенный вдоль продольной оси Х-Х и снабженный экструзионной головкой 5, выполненной с возможностью выдачи удлиненного элемента 3. Экструдер 4 и экструзионная головка 5 относятся, например, к типу, описанному в упомянутом документе WO 01/36185.
Экструзионная головка 5 может позволить выдавать удлиненный элемент 3, состоящий полностью из эластомерного материала, например, в случае изготовления элементов шины из эластомерного материала, например протектора, прокладок бортов, боковин, оболочек, прокладок боковин, подоболочки, антиабразивных прокладок, подбрекерной прокладки, подпротекторного слоя. В этом случае удлиненный элемент 3 обычно непрерывно подается экструдером 4, который поддерживает объемную скорость потока предпочтительно в диапазоне от около 2 см3/с до около 35 см3/с, более предпочтительно в диапазоне от около 5 см3/с до около 25 см3/с. Указанные значения определяют частоту вращения формующей опоры 2 (в виде по существу тороидального или цилиндрического барабана) предпочтительно ниже 110 об/мин и более предпочтительно в диапазоне от около 60 об/мин до около 80 об/мин.
С другой стороны, экструзионная головка 5 может посредством подходящих устройств (не показаны), функционально связанных с ней и раскрытых в патенте ЕР 0928702 В1, позволить выдавать удлиненный элемент 3, который состоит из эластомерного материала, содержащего введенные в него один или более нитеобразных текстильных или металлических усиливающих элементов, например, в случае изготовления брекерной конструкции или каркаса шины. В этом случае удлиненный элемент 3 после его изготовления обычно разрезают по размеру на отрезки заданной длины до распределения на формующей опоре 2, например, посредством двух нажимных элементов, которые движутся на расстоянии друг от друга.
При процессах изготовления шин, которые осуществляются непрерывно и при которых отдельные элементы шины изготавливают непосредственно на формующей опоре, последняя обычно выполнена в виде по существу жесткой тороидальной опоры, как это показано в документах WO 01/36185 и ЕР 0928702 В1. С другой стороны, при изготовлении шин, когда разные конструктивные элементы шины изготавливают отдельно на множестве формующих опор и затем собирают вместе для получения готовой шины, формующая опора также может быть использована в виде, по существу, тороидальной или цилиндрической опоры, как это соответственно показано в документах WO 04/041522 и WO 04/041521.
Согласно показанному здесь варианту осуществления настоящего изобретения устройство 1 содержит несущий элемент, который показан здесь в виде рычага 6, шарнирно соединенного с экструдером 4 по оси Y-Y пальца в вилкообразном элементе 7, сопряженном с экструзионной головкой 5.
Рычаг 6 содержит первую свободную концевую часть 6а вилкообразной формы и вторую свободную концевую часть 6b. В собранном устройстве концевые части 6а и 6b расположены с противоположных сторон относительно оси Y-Y пальца.
На вилкообразной свободной концевой части 6а рычага 6 на соответствующей оси А-А пальца с возможностью вращения установлено колесо 8. Колесо 8 действует в качестве нажимного элемента для распределения удлиненного элемента 3 на формующей опоре 2. Для того чтобы толкать рычаг 6 и колесо 8 к формующей опоре 2, устройство согласно настоящему изобретению содержит устройство 9, установленное на экструзионной головке 5 и действующее на свободную концевую часть 6b рычага 6. Устройство 9 поджимает свободный конец 6а рычага 6 и, следовательно, колесо 8 к формующей опоре 2 в направлении Р нажатия (которое в конкретном случае применения варианта, показанного на фиг.1, соответствует направлению касательной к дуге окружности, обегаемой рычагом 6 вокруг оси Y-Y пальца).
В варианте осуществления изобретения, показанном на фиг.1, устройство 9 представляет собой пневмоцилиндр; хотя в других вариантах осуществления изобретения устройство 9 может представлять собой пружину сжатия, гидроцилиндр или другое подходящее средство, известное все из уровня техники и пригодное для прижатия колеса 8 к формующей опоре 2.
На рычаге 6 установлено устройство 10 определения для определения характеристической величины, показывающей смещение колеса 8 в направлении Р нажатия при нанесении удлиненного элемента 3 на формующую опору 2.
На фиг.2 показан предпочтительный вариант выполнения устройства 10 определения. Как можно отметить, устройство 10 определения содержит устройство 200 для образования электрического сигнала, показывающего смещение колеса 8 в направлении Р нажатия, и устройство 300 для обработки такого электрического сигнала. В частности, в предпочтительном варианте выполнения устройства 10 определения устройством 200 является акселерометр, а устройством 300 для обработки электрического сигнала является пиковый детектор. Следовательно, характеристической величиной, определяемой устройством 10 определения, является мгновенное ускорение (показано линией 100 на фиг.2) колеса 8 в направлении Р нажатия. Такое ускорение 100 воспринимается устройством 200, которое образует аналоговый электрический сигнал (линия 201 на фиг.2), соответствующий такому ускорению. Аналоговый электрический сигнал 201 затем обрабатывается устройством 300, которое может образовывать цифровой сигнал (линия 301 на фиг.2) на выходе из устройства 10 определения, который может быть послан к блоку управления (блок 400 на фиг.2) экструдера 4. Наличие устройства 10 определения позволяет осуществлять способ регулирования, пригодный для идентификации возможных аномалий, которые могут происходить или встречаться при изготовлении элемента шины из-за неправильного нанесения удлиненного элемента 3 на формующую опору 2.
В другом варианте выполнения устройства согласно изобретению устройством 200 является датчик положения колеса 8 в направлении Р нажатия, который функционально связан с устройством, способным получать вторую производную определенной характеристической величины, т.е. как в варианте осуществления изобретения с мгновенным ускорением упомянутого колеса 8. В таком случае пиковый детектор и задние по ходу устройства в устройстве 10 определения, описанные выше и далее, остаются неизменными по конструкции и принципу действия.
Способы нанесения удлиненного элемента 3 на формующую опору 2 описаны, например, в документах WO 01/36185, ЕР 0928702 В1, WO 04/041522 и WO 04/041521. В дальнейшем подробно описывается способ регулирования, осуществляемый посредством устройства 10; при этом такой способ схематически показан на фиг.2 и относится к одному аспекту изобретения, описанного и заявленного здесь.
Способ регулирования согласно настоящему изобретению, во-первых, содержит этап по существу непрерывного определения, т.е. с заданной частотой взятия замеров (обычно не меньше чем 100 Гц) мгновенного ускорения 100 колеса 8 в направлении Р нажатия, предпочтительно посредством акселерометра 200; причем акселерометр 200 преобразует определенное мгновенное ускорение 100 в аналоговой электрический сигнал 201.
После этого осуществляется этап обработки аналогового электрического сигнала 201 посредством пикового детектора 300 для определения численного значения, характеризующего амплитуду колебания мгновенного ускорения 100 колеса 8 в направлении Р нажатия.
На последующем этапе и снова посредством пикового детектора 300 численное значение, характеризующее амплитуду колебания мгновенного ускорения 100, сравнивают с пороговым значением (линия 403 на фиг.2), вводимым на вход пикового детектора 300. Каждый раз, когда упомянутое численное значение превышает пороговое значение 403, пиковый детектор 300 выдает на выходе цифровой сигнал (линия 301 на фиг.2) о превышении порогового значения, который воспринимается блоком 400 управления экструдера 4.
На последующем этапе блок 400 управления экструдера 4 обрабатывает цифровой сигнал 301 о превышении порогового значения для образования предупредительного сигнала (линия 401 на фиг.2), который посылают к соответствующему устройству связи с оператором, например к видеотерминалу и/или к системе управления процессом изготовления шины (в целом обозначена на блок 500 на фиг.2). Блок 400 управления запоминает случай превышения порогового значения и посылает в пиковый детектор 300 цифровой сигнал об установке на нуль (линия 404 на фиг.2). После получения сигнала 404 об установке на нуль пиковый детектор 300 устанавливает на нуль ранее измеренное численное значение, характеризующее амплитуду колебания мгновенного ускорения (которое было обусловлено превышением порогового значения 403), чтобы можно было определять другой возможный случай превышения порогового значения 403.
Через вход блока 400 управления задают максимальное число раз возможного превышения порогового значения 403 во время цикла нанесения удлиненного элемента 3 на формующую опору 2 (линия 601 на фиг.2). Такое максимальное число раз, вводимое по линии 601, устанавливают заранее, исходя из типа и/или продолжительности цикла нанесения, изменяющихся в соответствии с элементом шины, производимым в этом цикле, и оно предпочтительно находится в диапазоне от 3 до 6. Когда число случаев превышения порогового значения, запоминаемых блоком 400 управления, превысит максимальное число, вводимое по линии 601, блок 400 управления в дополнение к предупредительному сигналу 401 или вместо него выдает сигнал тревоги (линия 402 на фиг.2). Сигнал 402 тревоги также посылается к устройству связи с оператором и/или к системе управления процессом изготовления шины (блоку 500 на фиг.2) для указания об уровне качества изготавливаемой шины и/или для использовании по выдаче команды на немедленное прерывание происходящего цикла нанесения.
Кроме того, после создания сигнала 402 тревоги, который не вызывает немедленного прерывания происходящего цикла нанесения, блок 400 управления выдает в пиковый детектор 300 сигнал 404 для установки на нуль, как это описывалось выше в отношении создания предупредительного сигнала 401.
В описанном здесь предпочтительном варианте осуществления способа согласно изобретению также имеется этап определения моментов времени, в которые пиковый детектор 300 обнаруживает, что упомянутое численное значение 100, характеризующее амплитуду колебания мгновенного ускорения, превышает пороговое значение 403. Такое определение предпочтительно осуществляется блоком 400 управления каждый раз, когда он получает от пикового детектора 300 сигнал 301 о превышении порогового значения.
В предпочтительном варианте осуществления способа, схематически показанного на фиг.2, пороговое значение 403 динамически приспособлено к протеканию цикла нанесения и вычисляется блоком 400 управления по методу подвижного усреднения, содержащему этапы, на которых:
S1) задают пороговое значение 403 в качестве начального значения;
S2) определяют заданное число численных значений 100, характеризующих амплитуду колебания мгновенного ускорения, и определяют разность или отклонение этих значений относительно текущего порогового значения 403;
S3) вычисляют среднюю величину разностей, полученных на этапе (S2),
S4) корректируют текущее пороговое значение 403 с учетом значения средней величины;
S5) итерационно повторяют этапы (S2)-(S4).
Как предполагается, итерацию этапов (S2)-(S4) повторяют в течение всей продолжительности цикла нанесения. Число определений, осуществляемых на этапе (S1) до вычисления новой средней величины и корректировки текущего порогового значения 403, составляет предпочтительно от около 10 до около 100 и более предпочтительно от около 20 до около 50.
В другом варианте осуществления изобретения пороговое значение 403 может быть постоянным в течение каждого цикла нанесения и предварительно заданным, например, с учетом типа элемента шины, подлежащего изготовлению при таком цикле нанесения, имея абсолютное значение от около 2 м/с2 до около 5 м/с2.
Способ регулирования согласно настоящему изобретению предназначен для применения как при процессах изготовления, при которых удлиненный элемент 3 непрерывно подается экструзионной головкой 5 и распределяется на формующей опоре 2 (фиг.1), так и при процессах изготовления (не показаны), при которых удлиненный элемент 3, подаваемый экструзионной головкой 5, объединяют с нитеобразными усиливающими элементами и затем разрезают по размеру на отрезки заданной длины до распределения на формующей опоре 2, как это описано в патенте EP 0928702 B1.
В первом случае частота взятия замеров для осуществления по существу непрерывного определения мгновенного ускорения 100 колеса 8 в направлении Р нажатия имеет нижний предел, который, как было показано ранее, определяется обычной объемной скоростью экструзии удлиненного элемента 3 и частотой вращения формующей опоры 2. Такая частота взятия замеров находится предпочтительно в диапазоне от около 100 Гц до около 2000 Гц и более предпочтительно в диапазоне от около 500 Гц до около 1000 Гц.
Во втором случае упомянутая частота взятия замеров для осуществления по существу непрерывного определения мгновенного ускорения нажимных элементов, используемых для распределения каждого отрезка на формующей опоре, имеет нижний предел, определяемый той скоростью, с которой после каждого разрезания такие нажимные элементы вертикально опускаются в направлении к формующей опоре 2, при этом частота взятия замеров составляет предпочтительно от около 500 Гц до около 3000 Гц и более предпочтительно от около 1000 Гц до около 2000 Гц.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2327570C2 |
| СИСТЕМА ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2010 |
|
RU2555674C2 |
| СИСТЕМА ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2010 |
|
RU2520062C2 |
| УСТАНОВКА ДЛЯ ОДНОВРЕМЕННОГО ИЗГОТОВЛЕНИЯ РАЗНОТИПНЫХ ШИН | 2001 |
|
RU2258608C2 |
| СПОСОБ ЭКСТРУЗИИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНЫХ КОМПАУНДОВ | 2010 |
|
RU2574248C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2319618C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2323099C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2010 |
|
RU2556106C2 |
| ШИНА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 1998 |
|
RU2223868C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ И СПОСОБ УПРАВЛЕНИЯ НАНЕСЕНИЕМ НЕВУЛКАНИЗИРОВАННОГО ЭЛАСТОМЕРНОГО МАТЕРИАЛА ПРИ ИЗГОТОВЛЕНИИ ШИНЫ | 2003 |
|
RU2330757C2 |
Изобретение относится к способу регулирования процесса изготовления элементов шины для колес транспортных средств, при котором, по меньшей мере, один удлиненный элемент, подаваемый выдачным элементом, распределяют на формующей опоре посредством, по меньшей мере, одного нажимного элемента, действующего на, по меньшей мере, один удлиненный элемент в направлении (Р) нажатия. Способ содержит этапы по существу непрерывного определения значения характеристической величины, показывающего смещение, по меньшей мере, одного нажимного элемента в направлении (Р) нажатия, сравнения определенного значения характеристической величины с пороговым значением и создания предупредительного сигнала в тех случаях, когда определенное значение характеристической величины превышает пороговое значение. Устройство для нанесения, по меньшей мере, одного удлиненного элемента на формующую опору при изготовлении элементов шины для колес транспортных средств, содержащее выдачной элемент, расположенный вблизи формующей опоры и выполненный с возможностью подачи, по меньшей мере, одного удлиненного элемента на формующую опору; по меньшей мере, один несущий элемент, связанный с выдачным элементом; по меньшей мере, одно устройство, выполненное с возможностью толкания, по меньшей мере, одного несущего элемента к формующей опоре в направлении (Р) нажатия и, по меньшей мере, один нажимной элемент, выполненный за одно целое с, по меньшей мере одним, несущим элементом на его свободном конце и выполненный с возможностью распределения, по меньшей мере, одного удлиненного элемента на формующую опору. Устройство определения для определения характеристической величины, показывающей смещение, по меньшей мере, одного нажимного элемента в направлении (Р) нажатия при нанесении, по меньшей мере, одного удлиненного элемента на формующую опору. Технический результат, который достигается при использовании способа и устройства, заключатся в обеспечении распознавания наличия возможных отклонений при нанесении непосредственно на этапе нанесения удлиненного элемента на формующую опору для того, чтобы обеспечить еще более высокие уровни качеств шин, изготовленных при непрерывных процессах. 2 н. и 29 з.п. ф-лы, 2 ил.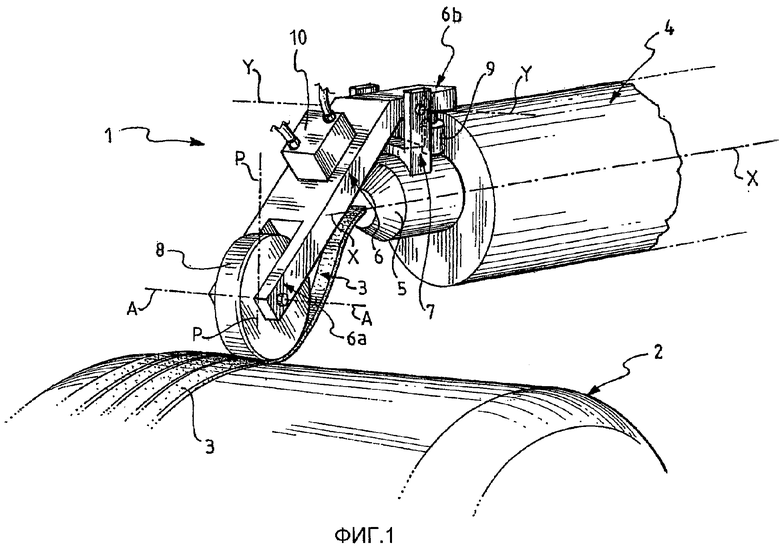
определяют с заданной частотой значение характеристической величины (100), показывающее смещение, по меньшей мере, одного нажимного элемента (8) в направлении (Р) нажатия;
сравнивают определенное значение характеристической величины (100) с пороговым значением (403); и
создают предупредительный сигнал (401) в тех случаях, когда определенное значение характеристической величины (100) превышает пороговое значение (403).
а) образуют аналоговый электрический сигнал (201), показывающий смещение во времени, по меньшей мере, одного нажимного элемента (8) в направлении (Р) нажатия;
б) обрабатывают аналоговый электрический сигнал (201) для определения численного значения, характеризующего параметр колебания аналогового электрического сигнала.
в) сравнивают численное значение с пороговым значением (403);
г) создают предупредительный сигнал (401) в тех случаях, когда численное значение превышает пороговое значение (403);
д) запоминают предупредительный сигнал (401);
е) устанавливают на нуль численное значение; и
ж) итерационно повторяют этапы (а)-(е).
S1) задания порогового значения (403) в качестве начального значения;
S2) определения заданного числа значений характеристической величины (100) и определения разности между указанными значениями и пороговым значением (403);
S3) вычисления средней величины разностей, полученных на этапе (S2);
S4) корректируют пороговое значение (403) с учетом значения средней величины; и
S5) итерационно повторяют этапы (S2)-(S4).
выдачной элемент (4, 5), расположенный вблизи формующей опоры (2) и выполненный с возможностью подачи, по меньшей мере, одного удлиненного элемента (3) на формующую опору (2);
по меньшей мере, один несущий элемент (6), связанный с выдачным элементом (4, 5);
по меньшей мере, одно устройство (9), выполненное с возможностью толкания, по меньшей мере, одного несущего элемента (6) к формующей опоре (2) в направлении (Р) нажатия;
по меньшей мере, один нажимной элемент (8), выполненный за одно целое с, по меньшей мере, одним несущим элементом (6) на его свободном конце (6а) и выполненный с возможностью распределения, по меньшей мере, одного удлиненного элемента (3) на формующую опору (2); и
устройство (10) определения для определения характеристической величины (100), показывающей смещение, по меньшей мере, одного нажимного элемента (8) в направлении (Р) нажатия при нанесении, по меньшей мере, одного удлиненного элемента (3) на формующую опору (2).
| Компенсатор остаточного тока | 1982 |
|
SU1120232A1 |
| Микропрограммное устройство управления | 1981 |
|
SU968814A1 |
| JP 11077849 А, 23.03.1999 | |||
| JP 2002090136 А, 27.03.2002 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ КОРРЕКЦИИ ХАРАКТЕРИСТИКИ ОДНОРОДНОЙ ТОЛЩИНЫ ШИНЫ | 1993 |
|
RU2112653C1 |

