4
Од
о
Изобретение относится к переработке пластмасс в изделия, в частности к оборудованию для литья термопластов под давлением, и может быть использовано для получения изделий из термопластичных полимеров методом литья под давлением в металлические формы.
Известна вертикальная литьевая машина -для литья термопластов под давлением, содержащая верхний материальный цилиндр с гидроприводами, систему подвижных и неподвижных плит, смонтированных на колоннах, жестко установленных на станине, и установленную на подвижных плитах пресс-форму 1.
Однако наличие индивидуального гидропривода, включающего насосы низкого и высокого давления, бак для масла, контрольно-регулирующей гидроаппаратуры, электроавтоматики для синхронизации работы узлов мащины усложняет конструкцию машины.
Наиболее близким к изобретению по технической сущности и достигаемому результату является пресс, содержащий смонтированные на станине и установленные на колоннах верхнюю и нижнюк) плиты, привод, выполненный в виде установленных соосно в одном корпусе рабочего цилиндра и сило вого цилиндра, в штоке которого выполнено отверстие для подачи жидкости в поршневую полость рабочего цилиндра, размешенного в указанном отверстии клапана, разделяющего порщневую полость рабочего цилиндра и штоковую полость силового цилиндра, установленный на верхней плите дополнительный привод и контрольно-регулирующую аппаратуру.
Известный пресс позволяет изготавливать изделия из полимеров методом литьево го прессования, используя для создания высоких давлений прессования сжатого воздуха от магистральной сети с давлением до б ати путем использования в качестве силового цилиндра пневмогидравлического мультипликатора 2.
Однако на известном прессе невозможно изготавливать изделия методом литья под давлением, который является более производительным и позволяет изготавливать изделия с минимальными отходами сырья и обеспечить автоматическую загрузку исходного сырья.
Цель изобретения - обеспечение возможности изготовления изделий методом литья под давлением.
Поставленная цель достигается тем, что пресс, содержащий установленную на колоннах верхнюю и нижнюю плиты, привод, выполненный в виде установленных соосно в одном корпусе рабочего цилиндра и силового цилиндра, в щтоке которого выполнено отверстие для подачи жидкости в порщневую полость рабочего цилиндра, размещенного в указанном отверстии клапана, разделяющего поршневую полость рабочего цилиндра и щтоковую полость силового цилиндра, установленный на верхней плите
дополнительный привод и контрольно-регулирующую аппаратуру, снабжен установленным на верхней плите материальным цилиндром, щток которого жестко связан со щтоком дополнительного привода, промежуточными подвижными плитами для размещения пресс-формы, причем щтоковая полость силового цилиндра соединена через золотник магистралью с порщневой полостью дополнительного привода, корпус рабочего и силового цилиндров жестко соединен с нижней плитой, щток рабочего цилиндра жестко связан с подвижной промежуточной плитой, а верхняя и нижняя плиты установлень неподвижно.
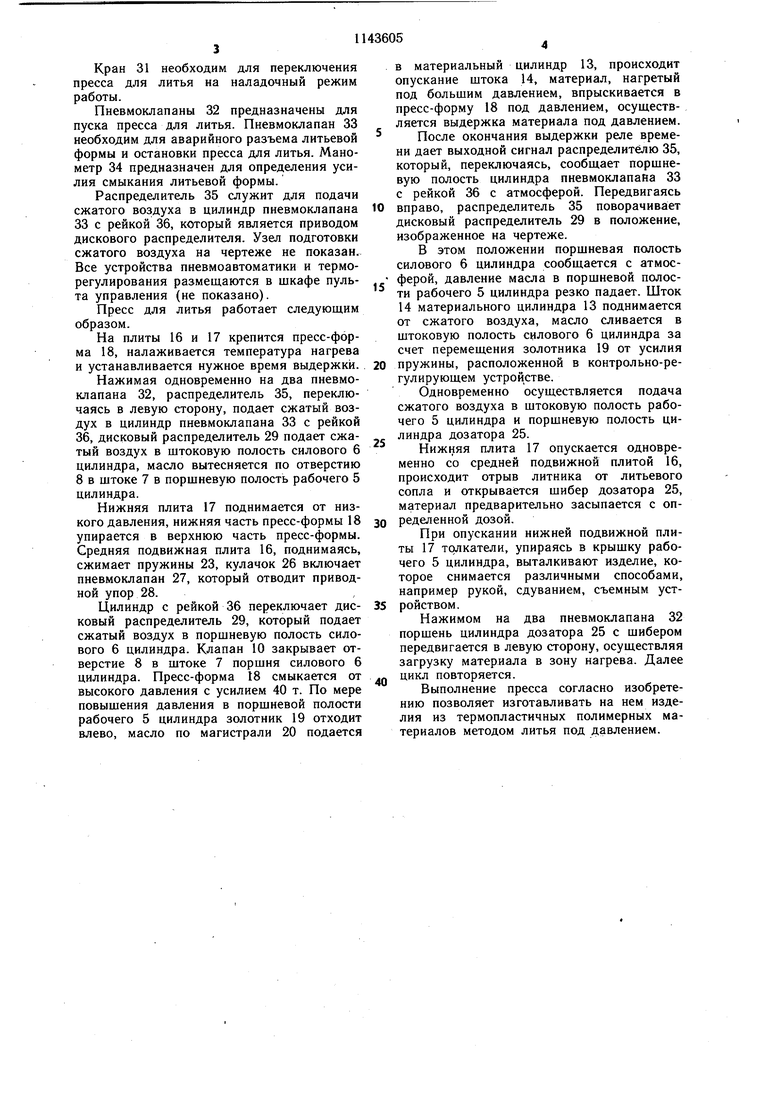
На чертеже схематически изображен пресс с системой гидромагистралей и контрольно-регулирующей аппаратурой.
Пресс содержит установленную на колоннах 1 верхнюю 2 и нижнюю 3 плиты, привод, выполненный в виде установленных соосно в одном корпусе 4 рабочего 5 и силового 6 цилиндров.
В штоке 7 силового цилиндра 6 выполнено отверстие 8 для подачи масла в порщневую полость 9 рабочего цилиндра 5. В отверстии 8 размещен клапан 10, разделяющий порщневую полость 9 рабочего 5 и щтоковую полость 11 силового 6 цилиндров, установленный дополнительный привод 12 и установленный на верхней 2 плите материальный цилиндр 13, щток 14 которого жестко связан со щтоком 15 дополнительного привода 12, промежуточные среднюю 16
и нижнюю 17 подвижные плиты для размещения пресс-формы 18, причем штоковая полость 11 силового 6 цилиндра соединена через золотник 19 магистралью 20 с порщневой полостью 21 дополнительного привода 12,
корпус рабочего 5 и силового 6 цилиндров жестко соединен с нижней 3 плитой, шток 22 рабочего 5 цилиндра жестко связан с нижней 17 подвижной промежуточной плитбй, а верхняя 2 и нижняя 3 плиты установлены неподвижно. На колоннах 1 между
средней 16 подвижной промежуточной плитой и верхней 2 неподвижной плитой установлены пружины 23 для обеспечения отрыва литника от сопла при раскрытии прессформы 18.
Пресс оснащен также бункером 24 для сырья, связанного с дозатором 25 и материальным цилиндром 13.
Контрольно-регулирующая ;. аппаратура содержит кулачок 26, пневмоклапан 27, приводной упор 28 и дисковый распределитель 25, предназначенные для подачи сжатого воздуха в регулятор 30 давления для обеспечения смыкания литьевой формы от высокого давления.
Кран 31 необходим для переключения пресса для литья на наладочный режим работы.
Пневмоклапаны 32 предназначены для пуска пресса для литья. Пневмоклапан 33 необходим для аварийного разъема литьевой формы и остановки пресса для литья. Манометр 34 предназначен для определения усилия смыкания литьевой формы.
Распределитель 35 служит для подачи сжатого воздуха в цилиндр пневмоклапана 33 с рейкой 36, который является приводом дискового распределителя. Узел подготовки сжатого воздуха на чертеже не показан. Все устройства пневмоавтоматики и терморегулирования размещаются в шкафе пульта управления (не показано).
Пресс для литья работает следующим образом.
На плиты 16 и 17 крепится пресс-форма 18, налаживается температура нагрева и устанавливается нужное время выдержки.
Нажимая одновременно на два пневмоклапана 32, распределитель 35, переключаясь в левую сторону, подает сжатый воздух в цилиндр пневмоклапана 33 с рейкой 36, дисковый распределитель 29 подает сжатый воздух в штоковую полость силового 6 цилиндра, масло вытесняется по отверстию 8 в штоке 7 в поршневую полость рабочего 5 цилиндра.
Нижняя плита 17 поднимается от низкого давления, нижняя часть пресс-формы 18 упирается в верхнюю часть пресс-формы. Средняя подвижная плита 16, поднимаясь, сжимает пружины 23, кулачок 26 включает Пневмоклапан 27, который отводит приводной упор 28.
Цилиндр с рейкой 36 переключает дисковый распределитель 29, который подает сжатый воздух в поршневую полость силового 6 цилиндра. Клапан 10 закрывает отверстие 8 в штоке 7 поршня силового 6 цилиндра. Пресс-форма 18 смыкается от высокого давления с усилием 40 т. По мере повышения давления в поршневой полости рабочего 5 цилиндра золотник 19 отходит влево, масло по магистрали 20 подается
в материальный цилиндр 13, происходит опускание штока 14, материал, нагретый под большим давлением, впрыскивается в пресс-форму 18 под давлением, осуществляется выдержка материала под давлением.
После окончания выдержки реле времени дает выходной сигнал распределителю 35, который, переключаясь, сообщает поршневую полость цилиндра пневмоклапана 33 с рейкой 36 с атмосферой. Передвигаясь
вправо, распределитель 35 поворачивает дисковый распределитель 29 в положение, изображенное на чертеже.
В этом положении поршневая полость силового 6 цилиндра сообщается с атмосферой, давление масла в поршневой полости рабочего 5 цилиндра резко падает. Шток 14 материального цилиндра 13 поднимается от сжатого воздуха, масло сливается в штоковую полость силового 6 цилиндра за счет перемещения золотника 19 от усилия
0 пружины, расположенной в контрольно-регулирующем устройстве.
Одновременно осуществляется подача сжатого воздуха в штоковую полость рабочего 5 цилиндра и поршневую полость цилиндра дозатора 25.
Нижняя плита 17 опускается одновременно со средней подвижной плитой 16, происходит отрыв литника от литьевого сопла и открывается шибер дозатора 25, материал предварительно засыпается с оп0 ределенной дозой.
При опускании нижней подвижной плиты 17 толкатели, упираясь в крышку рабочего 5 цилиндра, выталкивают изделие, которое снимается различными способами, например рукой, сдуванием, съемным устройством.
Нажимом на два пневмоклапана 32 поршень цилиндра дозатора 25 с шибером передвигается в левую сторону, осуществляя загрузку материала в зону нагрева. Далее
л цикл повторяется.
Выполнение пресса согласно изобретению позволяет изготавливать на нем изделия из термопластичных полимерных материалов методом литья под давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU292822A1 |
| Пресс | 1980 |
|
SU903146A2 |
| Литьевая машина | 1976 |
|
SU648426A1 |
| Силовой цилиндр | 1982 |
|
SU1052745A1 |
| Ударный испытательный стенд | 1983 |
|
SU1155892A1 |
| Пресс | 1981 |
|
SU1119857A1 |
| Устройство для вакуумирования пресс-форм литья под давлением | 1983 |
|
SU1098659A1 |
| СПОСОБ ПРЕССОВАНИЯ И СИСТЕМА УПРАВЛЕНИЯ СИЛОВЫМ ПРИВОДОМ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2005 |
|
RU2346816C2 |
| Гидропривод литьевой машины | 1984 |
|
SU1265061A1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ ПРИВОД ВЫСОКОВОЛЬТНОГО | 1969 |
|
SU250247A1 |

ПРЕСС, содержащий установленные КЗ колоннах верхнюю и нижнюю плиты, привод, выполненный в виде установленных соосно в одном корпусе рабочего цилиндра и силового цилиндра, в штоке которого выполнено отверстие для подачи жидкости в поршневую полость рабочего цилиндра, размещенного в указанном отверстии клапана, разделяющего поршневую полость рабочего цилиндра и штоковую полость силового цилиндра, установленный на верхней плите дополнительный привод и контрольно-регулирующую аппаратуру, отличающийся тем, что, с целью обеспечения возможности изготовления изделий методом литья под давлением, пресс снабжен установленным на верхней плите материальным цилиндром, шток которого жестко связан со штоком дополнительного привода, промежуточными подвижными плитами для размещения прессформы, причем щтоковая полость силового цилиндра соединена через золотник магистралью с поршневой полостью дополнительного привода, корпус рабочего и силового цилиндров жестко соединен с нижней плитой, шток рабочего цилиндра жестко связан с подвижной промежуточной пли(Л той, а верхняя и нижняя плиты установлены неподвижно.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Паспорт вертикальной литьевой машины фирмы «Штюббе | |||
| ФРГ, 1975 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс | 1980 |
|
SU903146A2 |
| Солесос | 1922 |
|
SU29A1 |
