Область техники
Изобретение относится к способу изготовления полуфабриката для элемента в форме крыла и самого элемента в форме крыла. Элементы в форме крыла встречаются во многих различных конструкциях. В качестве примера можно привести так называемую лопасть, которая прикрепляется к закрылку крыла самолета.
Предшествующий уровень техники
Известны различные способы изготовления элементов в форме крыла. Первым можно указать прессование элемента в матрице. В этом случае элемент не изготавливается из отдельных компонентов, что является быстрым и относительно недорогим способом. Недостаток заключается в том, что размерные допуски являются небольшими. Это возникает, в частности, в случае относительно малой толщины. Согласно следующему известному способу элемент изготавливают из листового материала. После предварительного прессования листового материала, он растягивается на растяжной листоправильной машине для формирования секций, которые имеют нижний блок и верхний блок. Оправка включается в предварительно сформованный листовой материал. Все это зажимается с продольных концов, а затем растягивается. Недостаток этого способа заключается в том, что полученная поверхность имеет неровности.
Краткое изложение существа изобретения
Технической задачей настоящего изобретения является создание способа изготовления полуфабриката для элемента в форме крыла, который был бы лишен указанных недостатков. Поставленная задача решена путем создания способа изготовления полуфабриката для элемента в форме крыла, имеющего в поперечном сечении переднюю кромку, заднюю кромку, изогнутую нижнюю стенку и изогнутую верхнюю стенку, которые проходят на некотором расстоянии между передней кромкой и задней кромкой, включающего в себя следующие шаги.
использование металлического листа,
изгибание листа с образованием двух внешних частей крыла, а также изогнутого участка, к которому примыкают внешние части крыла,
использование шаблона, внешняя поверхность которого имеет форму внутренней поверхности конечной секции,
размещение шаблона в изогнутом листе, так что передняя кромка шаблона расположена на изогнутом участке,
использование кромкогибочного пресса, снабженного прижимной деталью и резиновой прокладкой, расположенной напротив,
фиксирование шаблона относительно прижимной детали,
прижимание прижимной детали к резиновой прокладке с изогнутым листом, заключенным между ними, и деформирование указанного листа между шаблоном и резиновой прокладкой,
удаление шаблона со сформированным листом из кромкогибочного пресса,
размещение шаблона и сформированного листа в резиновом прессе, снабженном нижним блоком, имеющим полость, которая имеет форму, по меньшей мере, приблизительно соответствующую внешней форме одной из стенок сформированного листа,
прессование сформированного листа с шаблоном между нижним блоком и резиновым покрытием,
удаление полученного полуфабриката из резинового пресса.
Согласно этому способу формируют полуфабрикат путем приложения к полуфабрикату сил прижатия через резиновые элементы. В комбинации с шаблоном, действующим как оправка, которая имеет правильный контур, получают чрезвычайно точную форму с использованием средства, которое имеет шероховатость поверхности, необходимую для аэродинамики самолета.
Две внешние части крыла предпочтительно изгибаются после или до, или во время изгибания листа. Изгибание можно сориентировать в том же направлении для того, чтобы получить относительно сильно изогнутый элемент. Однако изгибы могут также быть направлены в противоположные стороны.
Отгибание и в некоторых случаях изгибание внешних частей крыла можно осуществлять посредством формирующих роликов на роликовой листогибочной машине или посредством прокатки. Задняя кромка элемента может быть выполнена в виде секции, которая прикрепляется к верхней стенке и к нижней стенке. Кроме того, элемент в форме крыла может подвергаться термической обработке, например, свободно-напряженному отжигу или отжигу в растворе.
Настоящее изобретение относится также к элементу в форме крыла, изготовленному в соответствии с указанным способом, описанным выше, в котором элемент, например, может быть выполнен в виде лопасти.
Элемент в форме крыла раскрыт в патенте US 4531270. Этот элемент выполнен из относительно плоской детали, которая содержит две внешние части крыла, которые образуют одно целое и в которых изгибание отдаленных стенок было осуществлено заранее благодаря локально большей толщине материала. Этот элемент получен путем простого сгибания внешних частей крыла одна на другую, после чего элемент готов. Элемент, рассматриваемый в настоящем случае, представляет собой лопасть для турбин.
Краткое описание чертежей
В дальнейшем изобретение поясняется более подробно со ссылками на сопровождающие чертежи, на которых:
Фиг.1 изображает общий вид искривленного и изогнутого листа, который служит в качестве исходного материала для осуществления способа, согласно изобретению;
Фиг.2 - общий вид элемента, размещенного в кромкогибочном прессе, согласно изобретению;
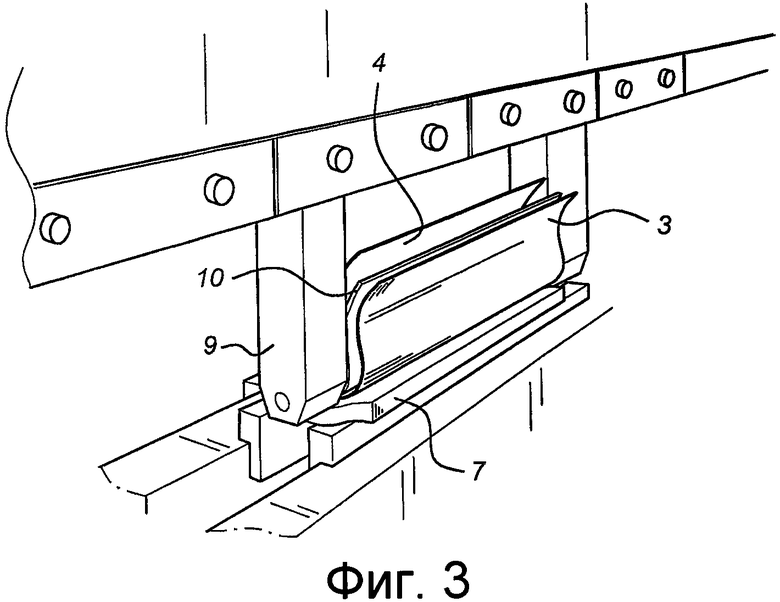
Фиг.3 - общий вид элемента после выполненной обработки в кромкогибочном прессе, согласно изобретению;
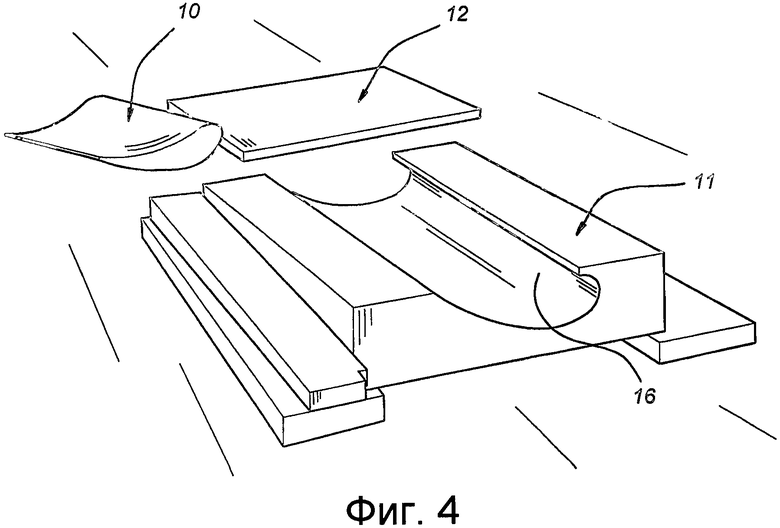
Фиг.4 - общий вид резинового прессового блока резинового пресса с оправкой, согласно изобретению;
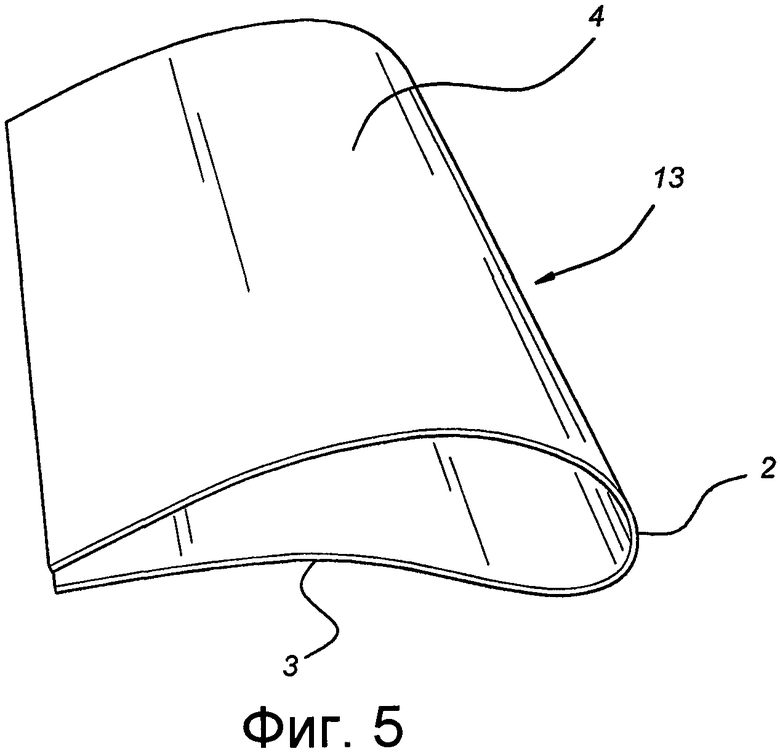
Фиг.5 - продукт, полученный после прессования в резиновом прессе, согласно изобретению;
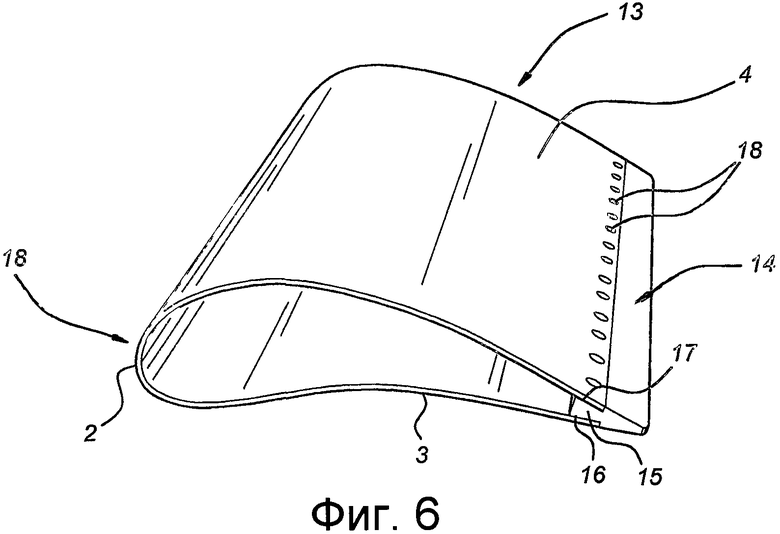
Фиг.6 - готовый элемент в форме крыла, согласно изобретению.
Описание предпочтительного варианта воплощения изобретения
При выполнении способа согласно изобретению, в качестве исходного материала используют изогнутый лист 1 (Фиг.1), который был изогнут с образованием изогнутой передней кромки 2, вогнутой внешней части 3 крыла и выпуклой внешней части 4 крыла. Изогнутый лист 1 помещают в кромкогибочный пресс 5 (Фиг.2), который имеет основание 6 с резиновой прокладкой 7, а также прижимную деталь 8, которая может перемещаться вверх и вниз и к которой прикреплен шаблон 10 посредством опорных стоек 9. Шаблон 10 или оправка 10 (Фиг.4) имеет форму внутренней поверхности готового элемента в форме крыла, т. е. имеет переднюю кромку, заднюю кромку, изогнутую верхнюю поверхность и нижнюю поверхность. Шаблон может иметь призматическую форму, а также скрученную форму.
При прессовании изогнутого листа 1 в кромкогибочном прессе передняя кромка шаблона 10 проталкивается в изогнутую часть 2 листа 1. При помощи этого средства изогнутая часть изгибается более сильно вокруг передней кромки шаблона 10 под действием равномерного внутреннего давления резиновой прокладки 7. При этом изогнутые внешние части крыла 3 и 4 сближаются друг с другом (Фиг.3).
Лист 1, сформированный таким образом, затем помещают в резиновый пресс, резиновый прессовый блок которого показан на Фиг.4 и внутренняя форма которого соответствует передней кромке и изогнутой поверхности элемента в форме крыла. Вместе с оправкой 10 лист 1, который после прессования имеет форму, показанную на Фиг.3, помещают в блок резинового пресса 11. Затем сверху помещают резиновое покрытие 12, после чего лист 1 с оправкой 10 в нем сжимают между блоком резинового пресса 11 и резиновым покрытием 12 с помощью пресса (не показан).
После прессования в резиновом прессе получают полуфабрикат 13 (Фиг.5), который имеет изогнутую переднюю кромку 2, выпуклую изогнутую верхнюю поверхность 4 и вогнутую изогнутую нижнюю поверхность 3. Секцию 14 прикрепляют к задним свободным концам стенок 2, 3. Для этого секция 14 имеет тело 15 со сторонами 16, 17, которые сужаются к одному концу в соответствии с положением верхней стенки 4 и нижней стенки 3. Секцию 14 прикрепляют к полуфабрикату 13 посредством заклепок 18, проходящих через верхнюю стенку 4, тело 15 и нижнюю стенку 3, после чего элемент в форме крыла считается готовым. В качестве альтернативы стенки 3, 4 могут также прикрепляться непосредственно друг к другу, например, соединением, клепкой и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2057603C1 |
| Способ формования объемных частей деталей одежды и устройство для его осуществления | 1989 |
|
SU1738881A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА С КОРЫТООБРАЗНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2014 |
|
RU2644490C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ И ПРЕССУЮЩИЙ ШТАМП, ИСПОЛЬЗУЕМЫЙ ПРИ ДАННОМ СПОСОБЕ | 2015 |
|
RU2663674C1 |
| Способ изготовления полуфабриката консоли крыла | 2023 |
|
RU2830314C1 |
| Способ изготовления полуфабриката консоли крыла с гибкой перемычкой | 2024 |
|
RU2840547C1 |
| КРЫЛО ЛЕТАТЕЛЬНОГО АППАРАТА | 2018 |
|
RU2697367C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТОЙ БАЛКИ С ОДНОЙ ЦЕНТРАЛЬНОЙ СЕКЦИЕЙ | 2011 |
|
RU2595706C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ КОНСТРУКЦИЙ С ВНУТРЕННИМИ СТЕНКАМИ | 2012 |
|
RU2522725C1 |


Изобретение относится к обработке металлов давлением, в частности к способу изготовления полуфабриката для элемента в форме крыла. Лист деформируют на кромкогибочном прессе с образованием двух внешних частей крыла и изогнутого участка с помощью шаблона. Далее изогнутый лист с шаблоном помещают в резиновом прессе с нижним блоком, имеющим полость в форме, по меньшей мере, приблизительно соответствующей внешней форме одной из стенок сформированного листа. Прессуют сформированный лист совместно с шаблоном между нижним блоком и резиновым покрытием с получением полуфабриката для элемента в форме крыла. Повышается качество. 2 н. и 13 з.п. ф-лы, 6 ил.
| US 3057393 А, 09.10.1962 | |||
| Станок для изготовления профильных изделий из листового металла | 1935 |
|
SU48090A1 |
| Способ формообразования деталей двойной кривизны | 1974 |
|
SU534279A1 |
| US 3861009 А, 21.01.1975. | |||

