Изобретение относится к области металлургии, а именно к кристаллизаторам машин непрерывного литья заготовок.
От эксплуатационной стойкости рабочих стенок кристаллизатора, определяемой количеством разливок за одну кампанию, включающую несколько, как правило, три-четыре переточки рабочей поверхности медных плит стенок по причине их износа и деформации, зависит длительность его межремонтных периодов и, следовательно, производительность машины, а состояние его рабочей полости влияет на качество отливаемых заготовок.
Известен кристаллизатор с двухслойными плитами рабочих стенок (Франция, заявка №2440795, МКИ B22D 11/04, опубл. 11.06.80, РЖ №11-1980). Каждая рабочая стенка содержит плиту из меди, закрепленную при помощи резьбовых штанг на примыкающей к ней стальной плите рамы, полость которой образует охлаждающую рубашку. Резьбовые штанги крепятся посредством резьбовых отверстий, выполненных в медной плите.
Недостатком такой конструкции является неэффективное охлаждение медной стенки через отделяющую ее от полости охлаждения стальную плиту. При циклической тепловой работе стенок во время эксплуатации крепление медных плит на стальных плитах необходимо регулярно подтягивать. Кроме того, соединение медных и стальных плит требует уплотнения плоскости стыка как по всему периметру стенок, так и в местах крепления шпилек, а также подвода и отвода охлаждающей воды. В результате снижается эксплуатационная стойкость рабочих стенок.
Усовершенствования по повышению стойкости стенок, как правило, проводятся в сочетании с рациональным уменьшением общей толщины рабочих стенок, ведущим к экономии меди, особенно для слябовых машин непрерывного литья, путем пакетирования медной и стальной плит. Полезная толщина медной плиты, принятая равной расстоянию от рабочей поверхности до охлаждающих каналов, в этом случае определяется назначением (сляб, блюм, сорт) конструкции кристаллизатора и его температурными характеристиками.
Известно также (журнал «Сталь», 1985, №6, с.33-36), что тепловой поток от слитка при его формировании в кристаллизаторе поглощается охлаждающей жидкостью в основном передней частью каналов охлаждения медной стенки, т.е. от оси каналов до рабочей поверхности медной стенки, а через заднюю часть стенки (от оси каналов до задней части стенки) передача тепла практически не происходит, что дает возможность, не снижая общей теплопроводности, сместить каналы охлаждения путем выполнения их определенной части в стальной плите.
Для уплотнения плоскости стыка стальной и медной плит по плоскости медной плиты между каналами охлаждения расположены резьбовые отверстия для шпилек.
Так, известно устройство трехслойной рабочей стенки кристаллизатора для непрерывного литья металла, содержащее медную плиту со слоем износостойкого материала на рабочей поверхности, спакетированную под давлением (диффузионной сваркой) со стальной плитой (Япония, заявка №60 - 18252, заявл. 13.07.83, №52 - 126089, опубл. 30.01.85, МКИ В22D 11/04).
Особенностью устройства является облицовка рабочей поверхности медной плиты износостойким материалом, снижающим частично теплопроводность рабочей стенки, и выполнение открытых со стороны стальной стенки продольных шлицевых каналов охлаждения.
К недостаткам известного устройства следует отнести, во-первых, неконтролируемую герметичность диффузионного соединения плит по всей плоскости контакта медной и стальной плит, вызванную возможным раскрытием стыка в результате термоциклических нагрузок сопрягаемых элементов трехслойной стенки в период эксплуатации. Выполнение ремонта дефектов сварки в условиях эксплуатации при этом требует организации специального технологического производства. Во-вторых, открытые каналы охлаждения требуют дополнительного уплотнения при сборке рабочей стенки с опорным каркасом корпуса кристаллизатора, что снижает надежность и усложняет изготовление конструкции в целом.
Наиболее близким к предлагаемому техническому решению известен кристаллизатор машины непрерывного литья заготовок по патенту РФ №2173605 с приоритетом от 12.10.1999, МПК B22D 11/055, опубл. 20.09.2001. Кристаллизатор содержит корпус и рабочие медные стенки со щелевыми каналами для охлаждения, при этом между каждой медной стенкой и корпусом кристаллизатора установлен промежуточный элемент в виде плиты. В плоскости стыка по периметру в медной стенке и промежуточной плите в канавках размещено средство герметизации (устройство принято за прототип).
Особенность устройства состоит в том, что форма и наружные размеры промежуточной плиты соответствуют контуру примыкающей к ней медной стенки, а каналы охлаждения образуют сопряженные шлицевые пазы, выполненные в медной стенке и частично в промежуточной плите. Известное устройство направлено на улучшение охлаждения кристаллизатора и уменьшение расхода меди за счет выполнения промежуточной плиты.
К основным недостаткам устройства следует отнести ненадежность уплотнения стыка сопрягаемых плоскостей по контуру медной стенки с промежуточной плитой, обусловленную образованием люфтов резьбового крепления при термоциклических нагрузках во время работы кристаллизатора.
Указанные недостатки стимулировали поиск новых технических решений.
Предложенное техническое решение направлено на повышение надежности герметизации рабочих стенок и увеличение их механической жесткости без увеличения габаритов, упрощение обслуживания и эксплуатации кристаллизатора.
Для получения такого технического результата в кристаллизаторе машины непрерывного литья заготовок, содержащем корпус, медные рабочие стенки, между каждой рабочей стенкой и корпусом закрепленные на них резьбовыми шпильками промежуточные плиты, и щелевые каналы охлаждения, разделенные по сечению плоскостью стыка каждой медной стенки и промежуточной плиты, а также средство герметизации плоскости стыка по периметру кромок медных стенок и промежуточных плит, согласно изобретению средство герметизации плоскости стыка по периметру кромок медных стенок и промежуточных плит выполнено в виде замкнутого по периметру сварного шва, для чего в каждой медной рабочей стенке со стороны щелевых каналов по периметру кромки выполнен угловой уступ, в котором, например, методом наплавки выполнена и закреплена соединительная проставка в виде замкнутой по периметру рамки, соизмеримой по габаритам с промежуточной плитой, в каждой промежуточной плите по периметру кромки выполнены ответные фаски под сварной шов, при этом на каждой медной рабочей стенке, в шаге между каналами выполнены глуходонные расточки-гнезда, в которых выполнены и закреплены, например, методом наплавки «пятаки», равномерно распределенные по плоскости каждой медной стенки, к которым приварены резьбовые шпильки крепления медной рабочей стенки к промежуточной плите.
Для реализации технического решения наплавленные рамка соединительной проставки и «пятаки» медной плиты выполнены из материала по химическому составу одной группы свариваемости с материалом промежуточной плиты и резьбовыми шпильками крепления.
Сопоставительный анализ предложенного устройства с прототипом и с другими техническими решениями в данной области техники показывает, что сварной шов, наложенный на однородный материал промежуточной плиты и наплавленной в медной стенке рамки/соединительной проставки по периметру стыка медной и промежуточной плит, снимает проблему герметизации полости охлаждающих каналов, а крепление стальных шпилек сварным швом к «пятакам» медной плиты обеспечивает надежность крепления и исключение зазоров в плоскости стыка.
Это позволяет сделать вывод о нетрадиционном решении разработки устройства, его новизне, изобретательском уровне и не вызывает проблем реализации в современных условиях производства.
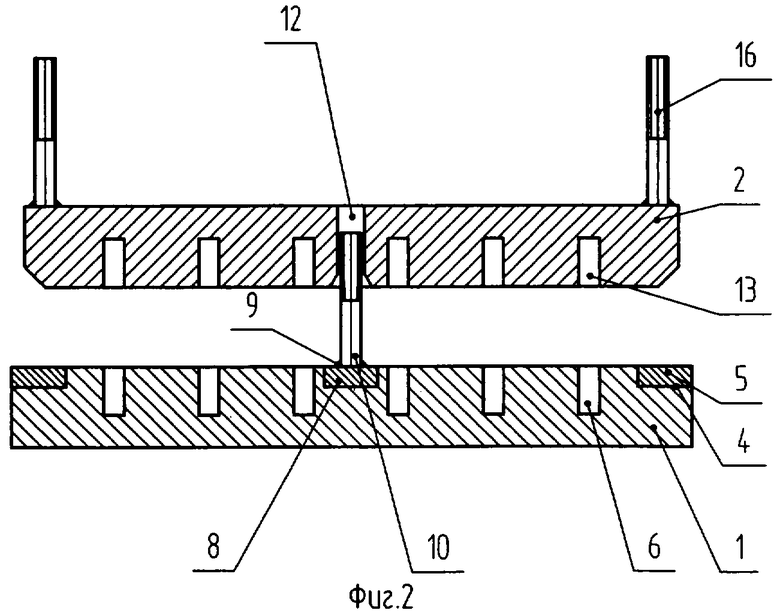
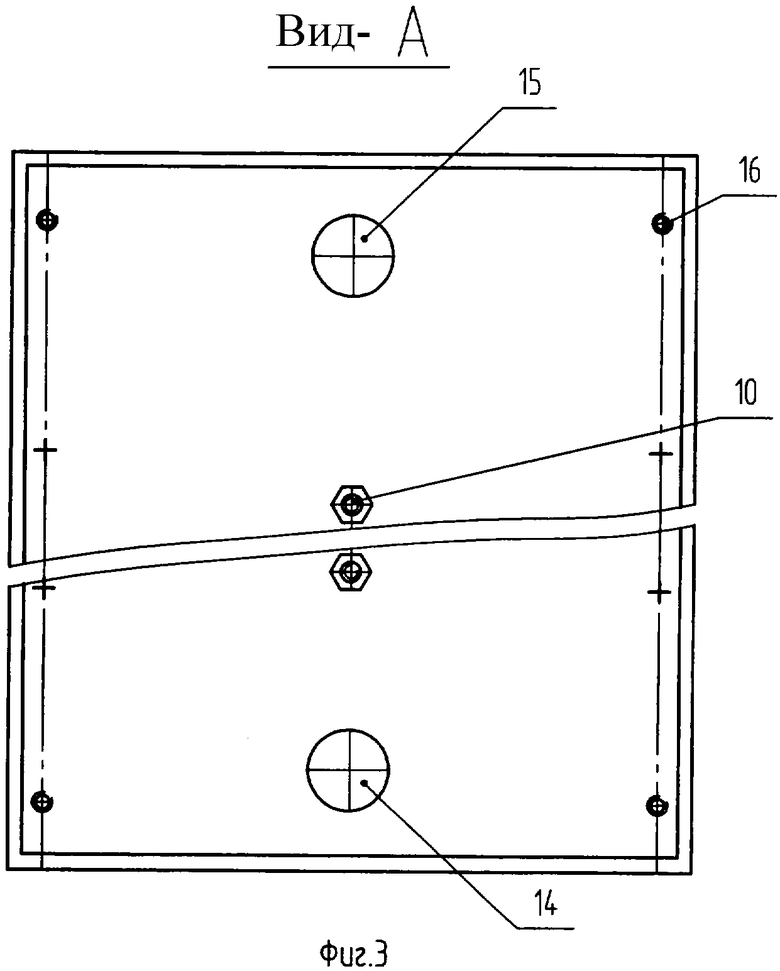
Сущность изобретения и пример конкретного выполнения поясняются чертежами, где на фиг.1 изображена рабочая стенка кристаллизатора в сборе, на фиг.2 - рабочая медная и стальная промежуточная плиты стенки перед сборкой в разрезе, на фиг.3 - вид А на фиг.1.
Рабочая стенка кристаллизатора состоит из рабочей медной стенки 1 и промежуточной стальной плиты 2. По периметру в кромках медной стенки 1 со стороны каналов охлаждения 3 в угловом уступе 4 методом наплавки (прямым нанесением металла или сверхзвуковым газопламенным напылением) выполнена стальная рамка - проставка 5, а между шлицевыми пазами 6 щелевых каналов охлаждения 3 в определенном порядке в расточках-гнездах 7 выполнены стальные «пятаки» 8, к которым сварным швом 9 приварены резьбовые шпильки 10. Медная стенка 1 соединена с промежуточной стальной плитой 2 резьбовыми шпильками 10 и замкнутым по периметру сварным швом 11. При этом материал наплавки по химическому составу применен одной группы свариваемости с материалом промежуточной плиты и резьбовых шпилек. В промежуточной плите 2 выполнены отверстия 12 для резьбовых шпилек 10, а также щелевые пазы 13 каналов охлаждения 3 и отверстия подвода 14 и отвода 15 охлаждающей жидкости. Промежуточная плита 2 снабжена шпильками 16 крепления стенки в сборе к корпусу кристаллизатора (не показан).
Предлагаемые медные стенки 1 и промежуточные плиты 2 монтируются в кристаллизатор в следующем порядке. Каждая медная стенка 1 с предварительно выполненной проставкой 5 и закрепленными резьбовыми шпильками 10 соединяется с промежуточной стальной плитой 2 сварным швом 11 и резьбовыми шпильками 10 и в сборе монтируется в корпус кристаллизатора (не показан) с помощью шпилек 16.
В результате, наплавленная проставка на медной стенке позволяет выполнить средство герметизации полости каналов охлаждения на стыке медной и стальной плит в виде сварного шва, что в сочетании с креплением сваркой резьбовых шпилек на наплавленных «пятаках» обеспечивает надежное уплотнение и повышение механической жесткости рабочей стенки. При этом упрощаются условия сборки и эксплуатации кристаллизатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНКА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2003 |
|
RU2239517C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2106928C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1996 |
|
RU2111082C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2006338C1 |
| Кристаллизатор для электрошлакового переплава | 2019 |
|
RU2709307C1 |
| Кристаллизатор для непрерывной отливки слитков | 1972 |
|
SU704714A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЗАТОРОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2005 |
|
RU2308349C2 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1999 |
|
RU2173605C2 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1997 |
|
RU2120347C1 |
| Кристаллизатор для установок непрерывной разливки металлов с криволинейной технологической осью | 1977 |
|
SU749552A1 |
Изобретение относится к области металлургического производства. Кристаллизатор содержит рабочие медные стенки, каждая из которых закреплена резьбовыми шпильками с промежуточной плитой. В каждой медной стенке и промежуточной плите выполнены щелевые каналы охлаждения. В угловом уступе, выполненном по периметру медной стенки, методом наплавки выполнена соединительная проставка в виде рамки. В промежуточной плите по периметру кромки выполнены фаски под замкнутый сварной шов, герметично соединяющий медную рабочую стенку и промежуточную плиту. Резьбовые шпильки приварены между каналами охлаждения и равномерно распределены по плоскости медной рабочей стенки. Достигается повышение надежности герметизации стенок, увеличение их механической жесткости. 1 з.п. ф-лы, 3 ил.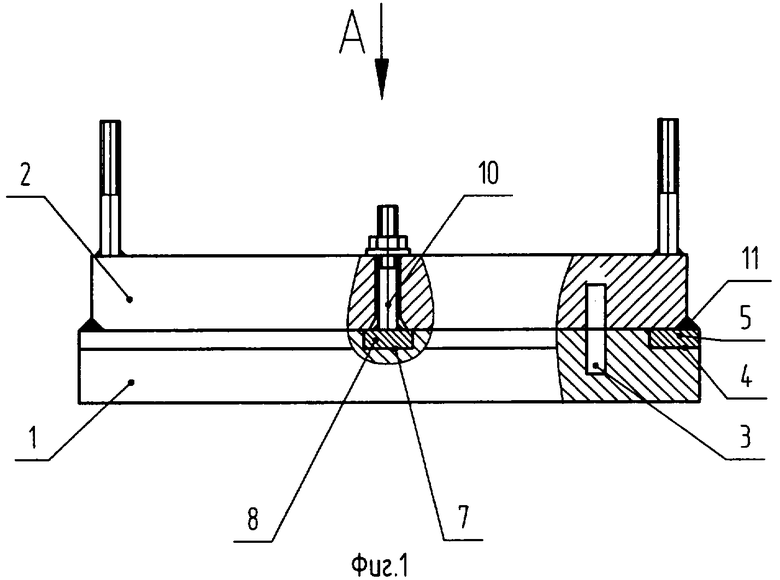
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1999 |
|
RU2173605C2 |
| US 6419004 В1, 16.04.2002 | |||
| Установка для определения амплитудно-частотной характеристики акселерометра | 1983 |
|
SU1191833A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 0 |
|
SU202484A1 |

