Изобретение относится к промышленности строительных материалов, а именно для изготовления кирпича методом полусухого прессования.
Наиболее близким к предлагаемому способу изготовления кирпича является способ, защищенный патентом РФ №2126371, МПК 6 С04В 33/00.
Способ заключается в приготовлении прессовочной массы, включающей измельчение глины с отделением механических включений, ее подсушивание, помол, перемешивание и увлажнение, прессование изделий из полученной массы и их последующей термической обработке. Карьерную глину после измельчения помещают в смеситель дезинтеграторного типа для одновременного помола, перемешивания, подсушивания или доувлажнения до прессовочной влажности. Отпрессованные изделия в течение 3,5-4 часов подвергают термической обработке, осуществляемой по замкнутому циклу, в результате которого изделия сушат при температуре 105-110°С направленным потоком тепловоздушной среды, выделяемым обожженными при температуре 400-700°С изделиями, и охлаждают водяными парами, образующимися при сушке, вместе с водяными парами, содержащими оксид углерода, образующимися при обжиге изделий.
Недостатками способа являются:
- невысокое качество изготовления кирпича и снижение надежности оборудования в связи с тем, что камера обжига, камера остывания и сам кирпич испытывают резкие тепловые удары при перестановке кирпича из камеры в камеру; кроме того температура 400-700°С является недостаточной для обжига, а время 3,5-4 часа является недостаточным для термообработки массы кирпичей, уложенных на тележку, так как происходит недогрев внутренних слоев укладки кирпича, что приводит к снижению качества его изготовления;
- сложность и громоздкость конструкции смесителя дезинтеграторного типа, преобразующего кинетическую энергию встречных потоков глины в тепловую энергию для удаления влаги из нее, что усложняет создание линии большой производительности;
- повышение энергозатрат из-за потерь тепла на испарение влаги из глины, которая в виде пара удаляется в атмосферу;
- повышение трудоемкости, связанной с дополнительными затратами на укладку сырца на тележки.
Наиболее близкой технологической линией к предлагаемой является линия для изготовления керамического кирпича (патент РФ №2131808, МПК 6 В28В 15/00), содержащая расположенные в технологической последовательности глиноприемник, оборудование измельчения и сушки глиняной массы, пресс, устройства для обжига кирпича, передаточные конвейеры, в которой оборудование измельчения и сушки выполнено в виде сушильной барабан-мельницы, перерабатывающей и измельчающей крупную фракцию глиняной массы в пресс-порошок с удельной поверхностью 1500-2500 см2/г и уменьшающей влажность массы в результате подсушки перегретой газовоздушной средой зон обжига кирпича, пресс выполнен с возможностью прессования под давлением 50,0-60,0 МПа, устройство обжига выполнено в виде вертикальных шахтных печей с подъемниками-снижателями для перемещения кирпича от места садки в нижнюю зону и для поблочного отбора готового кирпича в нижних зонах печей и перемещения на склад готовой продукции.
Недостатками этой технологической линии являются:
- потери тепла, затраченные на испарение влаги из глины в виде пара, который удаляется в атмосферу;
- большие габариты оборудования из-за комбинации высоких шахтных печей и сушильного барабана мельницы больших размеров;
- высокая трудоемкость садки кирпича в печь в связи с тем, что кирпич движется по шахтным печам в виде столба специальной укладки, что предъявляет повышенные требования к садке кирпича в печь;
- большое время термообработки изделий, так как они уложены в виде вертикального столба.
Наиболее близким техническим решением к предлагаемому прессу является вертикальный гидравлический трехпозиционный пресс револьверного типа К-150 (Надеин А.А. "Механическое оборудование для производства изделий строительной керамики", НГАСУ, 2002, стр.136-138). Пресс имеет периодически вращающийся стол, надетый на одну из трех колонн и опирающийся на шариковый подпятник. Колонны жестко связаны между собой верхней и нижней поперечинами. В столе смонтированы три "плавающие" пресс-формы. К верхней поперечине жестко крепится штамп, а в нижней смонтирован цилиндр с поршнем, имеющим пяту, упирающуюся при прессовании в нижний подвижный штамп. Штамп находится в "плавающей" пресс-форме, вращаясь вместе со столом и удерживаясь от выпадения на заплечиках. Привод вращения стола, обеспечивающий поворот на 120°, состоит из гидроцилиндра, храпового механизма, зубчатых колес и зубчатой рейки, смонтированных на кронштейне. Торможение и фиксация стола в конце поворота осуществляется с помощью пружинного тормоза и стопора.
Недостатками этого пресса являются:
- сложность конструкции, связанная со сложностью механизма вращающегося стола, состоящего из гидроцилиндра, храпового механизма, зубчатых колес и зубчатой рейки, а также со сложностью механизма загрузки пресс-порошка, состоящего из шиберного питателя и гидроотсекателя;
- недостаточно высокое качество прессования из-за наличия воздуха в прессуемом порошке.
Задачей изобретения является уменьшение энергозатрат и улучшение качества изготавливаемого кирпича.
Поставленная задача согласно первому аспекту изобретения достигается тем, что в способе изготовления кирпича полусухого прессования, включающем измельчение глины с отделением механических включений, помещение измельченной глины в смеситель дезинтеграторного типа, помол и перемешивание, прессование штучных изделий с термической обработкой по замкнутому циклу, согласно изобретению измельченную глину вводят в смеситель дезинтеграторного типа вместе с топливными добавками, после помола и перемешивания в смесителе дезинтеграторного типа глину направляют на подсушивание в камеру сушки с одновременным удалением влаги и воздуха, после подсушивания горячую глину помещают для вторичного измельчения в измельчитель-активатор без доступа воздуха с одновременной активацией и перемешиванием шихты для получения прессовочной массы, из полученной горячей пароглиняной массы прессуют штучные изделия в виде сырца, которые поступают на термообработку в горячем состоянии.
Поставленная задача согласно второму аспекту изобретения достигается тем, что в технологической линии для изготовления кирпича методом полусухого прессования, содержащей расположенные в технологической последовательности глиноприемник, оборудование для измельчения и сушки глиняной массы, пресс, устройство для обжига кирпича, передаточные устройства, согласно изобретению технологическая линия дополнительно содержит смеситель дезинтеграторного типа, расположенный после глиноприемника; оборудование для измельчения и сушки глиняной массы включает устройство рекуперативной и кондуктивной сушки, измельчитель-активатор и устройство для прогрева технологической линии, включающее вентилятор и нагреватель; устройство для обжига кирпича выполнено в виде рекуперативной печи с вертикально расположенными внутри нее транспортерами; передаточные устройства, расположенные между устройством сушки и измельчителем-активатором и между измельчителем-активатором и прессом выполнены герметичными и утепленными, а передаточное устройство, расположенное между прессом и печью - утепленным; вход вентилятора соединен с бункером пресса, выход нагревателя - с входом транспортера, расположенного между устройством сушки и измельчителем-активатором, а вход нагревателя соединен с выходом вентилятора и при помощи паропровода с устройством сушки.
Поставленная задача согласно третьему аспекту изобретения достигается тем, что в прессе для технологической линии для изготовления кирпича, содержащем несущие колонны, жестко соединенные верхней и нижней поперечинами, гидроцилиндр для перемещения пресс-формы, верхний и нижний пуансоны, согласно изобретению гидроцилиндр для перемещения пресс-формы связан с ней с возможностью ее возвратно-поступательного перемещения вместе с направляющими по роликам, расположенным на несущей балке, жестко связанной с несущими колоннами; пресс-форма и нижний пуансон связаны между собой через дополнительный гидроцилиндр с возможностью вхождения его в полость шабота до соприкосновения пресс-формы с торцевой плоскостью шабота; верхний пуансон связан с устройством вибрационного или ударного действия, жестко закрепленного на верхней поперечине с возможностью вертикального перемещения; на несущих колоннах закреплен загрузочный бункер для заполнения пресс-формы, с одной стороны которой закреплен шибер, а с другой стороны - пластина удаления изделия; нижняя поперечина каркаса установлена на звукоизолирующих брусьях, а между этой поперечиной и основанием шабота установлена звукоизолирующая прокладка.
Заявляемая технологическая линия позволяет осуществлять возврат тепла в теплоноситель при сушке глины, возвращение тепла при термообработке изделий, производить активацию прессовочной массы, осуществлять безвоздушное прессование, однорядную обработку изделий в печи, подачу на термообработку уже горячего сырца, создавать восстановительную, затем окислительную атмосферу в изделии в процессе его обжига. Все это значительно сокращает энергозатраты и повышает качество изготавливаемого кирпича.
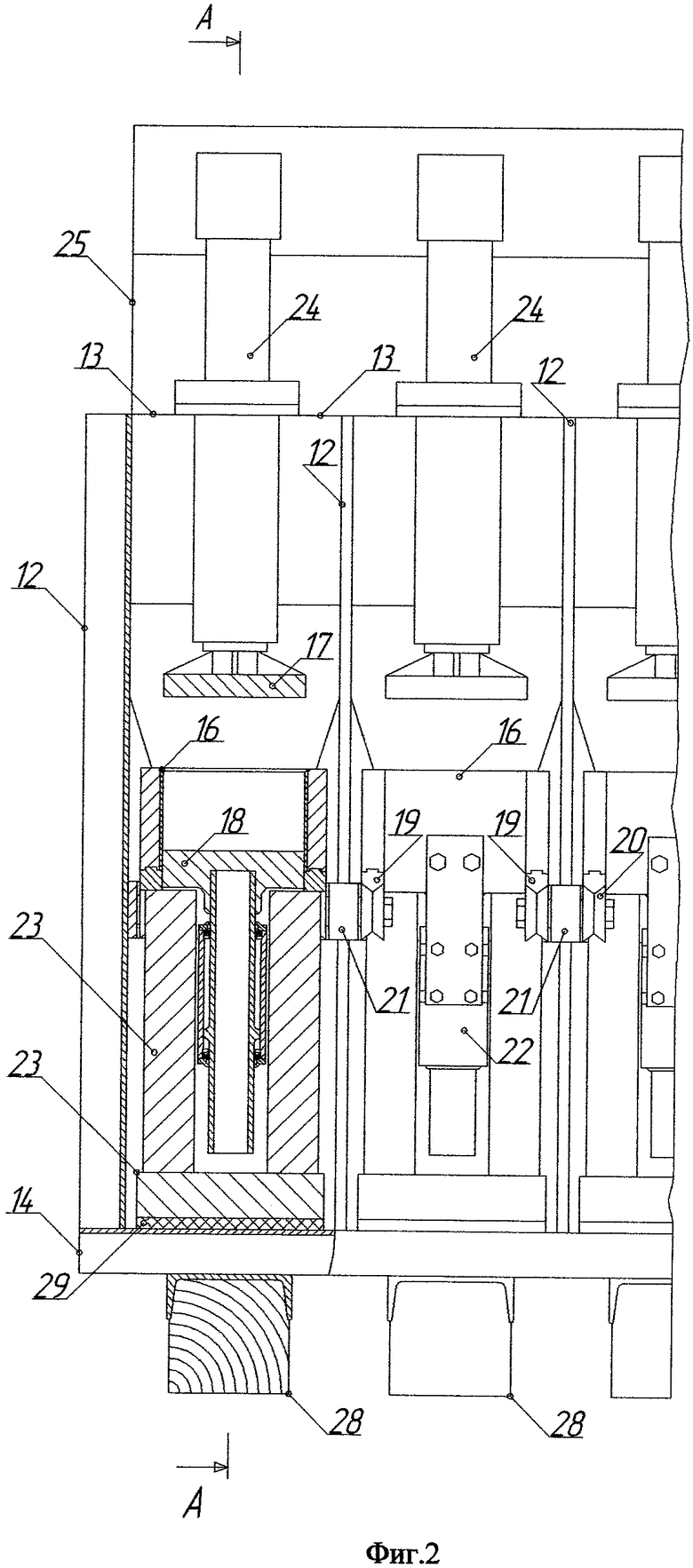
На фиг.1 представлена принципиальная схема технологической линии для изготовления кирпича методом полусухого прессования.
На фиг.2 показан вид спереди пресса для прессования кирпича-сырца.
На фиг.3 показан продольный разрез пресса для прессования кирпича-сырца.
На фиг.4 (а, б, в, г, д, е) представлен полный цикл работы пресса.
Способ изготовления кирпича осуществляют следующим образом.
Карьерную глину предварительно измельчают, отделяя механические примеси, а затем помещают в смеситель дезинтеграторного типа, куда подаются топливные добавки. В смесителе дезинтеграторного типа происходит предварительное измельчение и перемешивание шихты. В качестве топливной добавки может служить каменный уголь в количестве 0,5-3% от массы глины. Полученную шихту направляют на подсушивание в камеру сушки с одновременным удалением влаги и воздуха. Удаление воздуха при сушке происходит до 0,5-1% от количества пара, а удаление влаги - до 8-9% от общей массы шихты. Из устройства сушки выходит полусухая шихта, пространство между частицами которой заполнено паром. После подсушивания горячую шихту помещают для вторичного измельчения в измельчитель-активатор без доступа воздуха с одновременной активацией и перемешиванием шихты для получения прессовочной массы. После вторичного измельчения размер частиц составляет менее 1 мм, а их измельчение и активация происходит встречными потоками, скорость которых достигает 150 м/сек. Активация позволяет уменьшить влияние карбонатов глины на качество изделий, улучшить прессуемость пресс-порошка, снизить температуру спекания при термообработке изделия в среднем на 50°С, повысить морозостойкость готовых изделий. Из полученной горячей пароглинянной массы прессуют штучные изделия в виде сырца. Отпрессованные изделия поступают в горячем состоянии на термическую обработку по замкнутому циклу. Досушку и обжиг изделий осуществляют в печи с вертикально расположенными транспортерами в благоприятной восстановительно-окислительной парогазовой атмосфере.
Способ реализуется в технологической линии (фиг.1). Технологическая линия содержит глиноприемник 1, смеситель дезинтеграторного типа 2, оборудование для измельчения и сушки глиняной массы, которое включает камеру рекуперативной и кондуктивной сушки 3, измельчитель-активатор 5, пресс 7, устройство для прогрева технологической линии, состоящее из вентилятора 10 и нагревателя 11, рекуперативную печь 9 для обжига кирпича с вертикально расположенными внутри нее транспортерами, передаточные устройства 4, 6, 8. Передаточные устройства 4 и 6, расположенные между устройством сушки и измельчителем-активатором и между измельчителем-активатором и прессом выполнены герметичными и утепленными, а передаточное устройство 8, расположенное между прессом 7 и печью 9 - утепленным. Вход вентилятора соединен с бункером пресса, выход нагревателя - с входом транспортера, расположенного между устройством сушки и измельчителем-активатором, а вход нагревателя соединен с выходом вентилятора и при помощи паропровода с устройством сушки.
Технологическая линия работает следующим образом.
Глиняное сырье подается в глиноприемник 1, где оно с помощью стандартного оборудования очищается от камней и металлических предметов. Далее глину подают в стандартный смеситель дезинтеграторного типа 2, куда подаются и топливные добавки. В смесителе дезинтеграторного типа происходит предварительное измельчение и перемешивание шихты. Затем шихту направляют на подсушивание в камеру сушки 3 с одновременным удалением влаги и воздуха. Для этих целей служит устройство, описанное в заявке на изобретение №2007118122 "Способ сушки сыпучих материалов и камера сушки для него". Устройство имеет герметичную камеру сушки, из которой в процессе сушки шихты вытесняется воздух и создается паровая атмосфера. Камера сушки позволяет в 2-2,5 раза уменьшить затраты тепла на сушку шихты по сравнению с обычными сушилками. При этом на выходе камеры получаются горячая вода и горячая шихта. После выхода из герметичной камеры 3 шихта попадает через герметичный транспортер 4 в измельчитель-активатор 5, в котором происходит тонкое измельчение, перемешивание, а также активация частиц шихты. После выхода из герметичного измельчителя-активатора пресс-порошок через герметичный утепленный транспортер 6 попадает в бункер пресса 7. Причем прохождение шихты происходит через транспортеры 4, 6, измельчитель-активатор и бункер пресса, предварительно прогретые с помощью вентилятора и нагревателя, а для вытеснения воздуха из данных устройств используется пар из камеры сушки 3. Так как заполнение пресс-формы пресса происходит без поступления воздуха в пресс-порошок, то перед прессованием в пресс-форме находится смесь горячего пресс-порошка и пара. В процессе прессования пар конденсируется на частицах пресс-порошка, несколько увеличивая температуру частиц. Таким образом из пресса выходит кирпич-сырец, в порах которого находятся конденсат и пар. Для того чтобы исключить интенсивное испарение влаги с поверхности горячего сырца, он перемещается к печи 9 по утепленным транспортерам 8. Это необходимо как для предотвращения образования трещин в сырце, так и для предотвращения повышения влажности в производственном помещении. Досушка и обжиг кирпича происходит в печи 9, описанной в заявке на изобретение №2007104881 "Печь для обжига керамических изделий". Так как влагопроводность горячего сырца в несколько раз выше, чем влагопроводность холодного сырца, и так как не тратится время на прогрев, сушка сырца в печи значительно ускоряется. Так как в состав шихты на первом этапе было введено топливо, то в процессе обжига в изделии создается восстановительная, затем окислительная атмосфера. Восстановительно-окислительная атмосфера положительно влияет на прочность, морозостойкость изделий из глин разных минеральных составов, а также на 100-150°С снижает температуру спекания изделия, что положительно сказывается на долговечности деталей печи, повышает ее производительность и экономичность.
На фиг.2, 3 изображен пресс 7, входящий в технологическую линию.
Пресс содержит несущие колонны 12, жестко соединенные верхней 13 и нижней 14 поперечинами, гидроцилиндр 15 для перемещения пресс-формы 16, верхний 17 и нижний 18 пуансоны. Гидроцилиндр 15 для перемещения пресс-формы связан с ней с возможностью ее возвратно-поступательного перемещения вместе с направляющими 19 по роликам 20, расположенным на несущей балке 21, жестко связанной с несущими колоннами. Пресс-форма 16 и нижний пуансон 18 связаны между собой через дополнительный гидроцилиндр 22 с возможностью вхождения его в полость шабота 23 до соприкосновения пресс-формы с торцевой плоскостью шабота. Верхний пуансон 17 связан с устройством вибрационного или ударного действия 24, жестко закрепленного на верхней поперечине 13 с возможностью вертикального перемещения. На несущих колоннах закреплен загрузочный бункер 25 для заполнения пресс-формы, с одной стороны которой закреплен шибер 26, а с другой стороны - пластина удаления изделия 27. Нижняя поперечина 14 каркаса установлена на звукоизолирующих брусьях 28. Между нижней поперечиной 14 и основанием шабота 23 установлена звукоизолирующая прокладка 29.
Пресс работает следующим образом.
Последовательность операций, составляющих цикл работы пресса, показана на фиг.4 (а, б, в, г, д, е). Исходное состояние пресса изображено на фиг.4а. В этом состоянии пресс-форма 16 находится под бункером 25, верхний 17 и нижний 18 пуансон находятся в крайнем верхнем положении. Цикл работы начинается с загрузки пресс-формы. При этом нижний пуансон 17 при помощи гидроцилиндра 15 перемещается вниз на глубину засыпки, и вслед за ним без образования пустот поступает пресс-порошок (фиг.4б). После окончания засыпки пресс-форма при помощи гидроцилиндра 22 перемещается на шабот 23 под верхний пуансон (фиг.4в). В процессе прессования (фиг.4г) нижний пуансон опускается на шабот, а верхний пуансон входит в пресс-форму и уплотняет пресс-порошок при помощи вибрационных или импульсных силовых воздействий. При этом в пресс-порошке пар конденсируется на поверхности частиц пресс-порошка. Паровоздушная смесь пресс-порошка содержит менее 1% воздуха, поэтому влияние воздуха на процесс прессования минимально. После окончания прессования верхний пуансон занимает крайнее верхнее положение. Нижний пуансон при помощи гидроцилиндра 15 выталкивает спрессованный кирпич-сырец на уровень пластины удаления 27 (фиг.4д). После этого пресс-форма вместе с нижним пуансоном и гидропилиндром 15 при помощи гидроцилиндра 22 перемещается в исходное состояние с готовым изделием на пластине удаления 27 (фиг.4е). При этом сырец задерживается специальным упором и смещается с нижнего пуансона на пластину удаления 27, которая перемещается вместе с пресс-формой. В следующем цикле сырец перемещается вместе с пластиной удаления и оказывается над транспортером приема сырца 30. Затем при движении пресс-формы в исходное состояние сырец сталкивается с пластины удаления на транспортер приема сырца при помощи специальной заслонки.
Предлагаемое изобретение по сравнению с известными имеет следующие преимущества:
- снижение энергозатрат за счет сушки глины с возможностью возвращения тепла из пара за счет термообработки в компактной печи с встречным движением рядов кирпича, при котором тепло от нагретого кирпича возвращается к нагреваемому, благодаря полному использованию тепла отводимых газов за счет исключения потерь тепла при переходе на другие операции, благодаря использованию герметичных и утепленных транспортеров;
- повышение качества изготавливаемого кирпича за счет качественного измельчения, перемешивания и активации пресс-порошка, а также безвоздушного прессования сырца и однорядной термообработки изделий в печи, которая обеспечивает равномерный прогрев изделий;
- уменьшение габаритов оборудования технологической линии;
- улучшение условий труда, благодаря отсутствию пыли и газов;
- увеличение производительности труда за счет автоматизации линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 1997 |
|
RU2131808C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ИХ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2126371C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ МЕТОДОМ КОМПРЕССИОННОГО ФОРМОВАНИЯ | 2009 |
|
RU2397068C1 |
| Технологическая линия для производства керамических изделий на основе камнеподобного сырья | 2016 |
|
RU2616041C1 |
| Технологическая линия для производства керамических стеновых материалов | 1982 |
|
SU1060479A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ КРЕМНЕЗЕМИСТОЙ КЕРАМИКИ | 2011 |
|
RU2478471C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2009 |
|
RU2443660C2 |
| ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2347167C2 |
| СПОСОБ ПРОИЗВОДСТВА КИРПИЧА | 2000 |
|
RU2204475C2 |


Изобретение относится к области изготовления строительных материалов. Способ изготовления кирпича полусухого прессования включает измельчение глины с отделением механических включений, помещение измельченной глины в смеситель дезинтеграторного типа, помол и перемешивание, прессование штучных изделий с термической обработкой по замкнутому циклу. При этом измельченную глину вводят в смеситель дезинтеграторного типа вместе с топливными добавками. После помола и перемешивания в смесителе дезинтеграторного типа полученную шихту направляют на подсушивание в камеру сушки с одновременным удалением влаги и воздуха. После подсушивания горячую шихту помещают для вторичного измельчения в измельчитель-активатор без доступа воздуха. Технологическая линия для изготовления кирпича методом полусухого прессования содержит расположенные в технологической последовательности глиноприемник, оборудование для измельчения и сушки глиняной массы, пресс, устройство для обжига кирпича, передаточные устройства. Технологическая линия дополнительно содержит смеситель дезинтеграторного типа. Пресс для технологической линии для изготовления кирпича содержит несущие колонны, жестко соединенные верхней и нижней поперечинами, гидроцилиндр для перемещения пресс-формы, верхний и нижний пуансоны. Технический результат заключается в уменьшении энергозатрат и улучшении качества изготавливаемого кирпича. 3 н.п. ф-лы, 9 ил.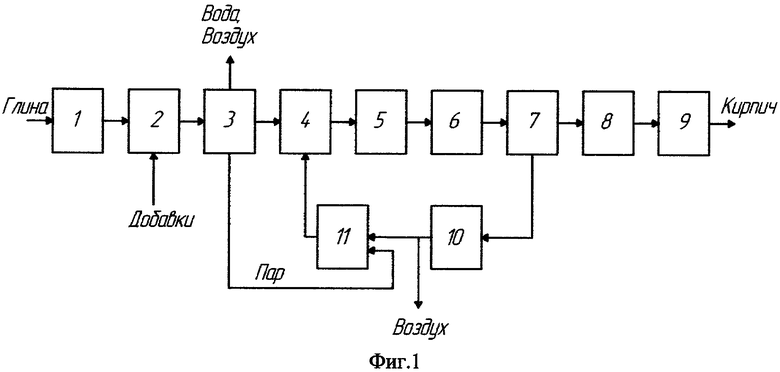
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ИХ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2126371C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 1997 |
|
RU2131808C1 |
| Способ подготовки глинистого сырья и устройство для его осуществления | 2001 |
|
RU2223854C2 |
| Устройство автоматического управления диапроекторами | 1987 |
|
SU1453361A1 |

