Изобретение относится к обработк металлов давлением, а именно к кузнечному инструменту, и быть использовано при раскатке кольцевых заготовок на оправке.
Известен кузнечный боек для изготовления полых поковок с наружным кольцевым выступом, содержащий корпус, рабочая поверхносдь которого выполнена с пазом трапецеидального профиля, при этом большее основание профиля паза расположено на рабочей поверхности бойка tlJ
- Недостатком известного бойка является-то, что при изготовлении колцевых заготовок с выступом имеет место повышенный расход металла в зонах перехода В лступ - кольцо.
Целью изобретения является сокращение расхода металла и повьшзение точности получаемых поковок.
Поставленная цель достигается тем, что в кузнечном бойке для изготовления полых noKOfeOK с наружным кольцевым выступом, содержащем корпус, рабочая поверхность которого выполнена с пазе трапецеидального профиля, меньшее основание профиля паза расположено на рабочей поверхности бойка, а угол наклона стенок паза к плоскости большего оснований профиля составляет 85-88°.
На фиг. 1 изображена схема раскатки кольцевьлх пок:овок, исходное положение ; на Фиг. 2 - то же, промежуточное положение, на фиг. 3 то же, окончание процесса раскатки.
Блок 1 имеет паз трапецеидальног профиля. Значение угла наклона стенок профиля d 85-88° выбрано из условия исключения защемления заготовки при раскатке.
При угле наклона больше Se возможно защемление заготовки, при угле меньше 85 - большой объем механической обработки.
Боек работает следующим образом.
В кольцевую заготовку 2 вводят оправку 3 и производят раскатку заготоки бойком 1 (фиг. 1 ), Затем чередованием обжатий и кантовок последовательно выполняют раскатку и оформление кольцев.ого выступа на поковке.
Во время раскатки диаметр заготовки увеличивается до требуемого радиуса при уменьшении ее толщины. Толщина наружного выступа также незначительно уменьшается. Поэтому тодщис на исходной заготовки берется несколько больше толщины требуемого выступа.
Использование предлагаемого изобретения rio сравнению с базовым объектом, в Ka iecTBe которого принят известный, позволяет снизить расход металла при изготовлении полых поковок на 15% и повысить точность ПОКОВКИ.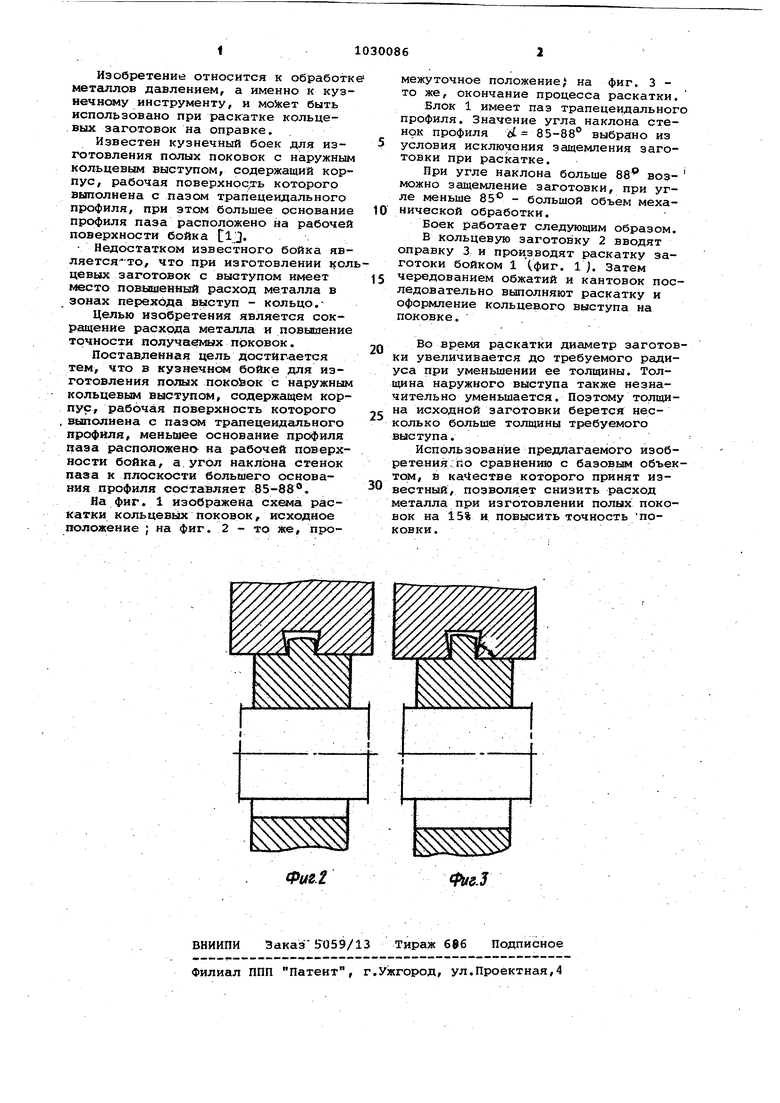
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ковки | 1989 |
|
SU1683853A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
| Устройство для раскатки кольцевых заготовок | 1981 |
|
SU1002076A1 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1994 |
|
RU2071861C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ ЗАМКА БУРИЛЬНОЙ КОЛОННЫ | 2011 |
|
RU2465980C1 |
| Способ изготовления кольцевых деталей | 1990 |
|
SU1722673A1 |
КУЗНЕЧНЫЙ БОЕК для изготовления полых поковок с наружннм кольцевьм выступом, содержащий кор- . пус, рабочая поверхность которого выполнена с пазом трапецеидального профиля, о т л и ч а ю «и и с я тем, что, с целью сокращения расхода метсшла и повыиения точности получаемых поковок, меньшее основание профиля паза расположено на рабочей поверхности бойка, а угол наклона стенок паза к плоскости большего основания профиля составляет 85-88. (/) С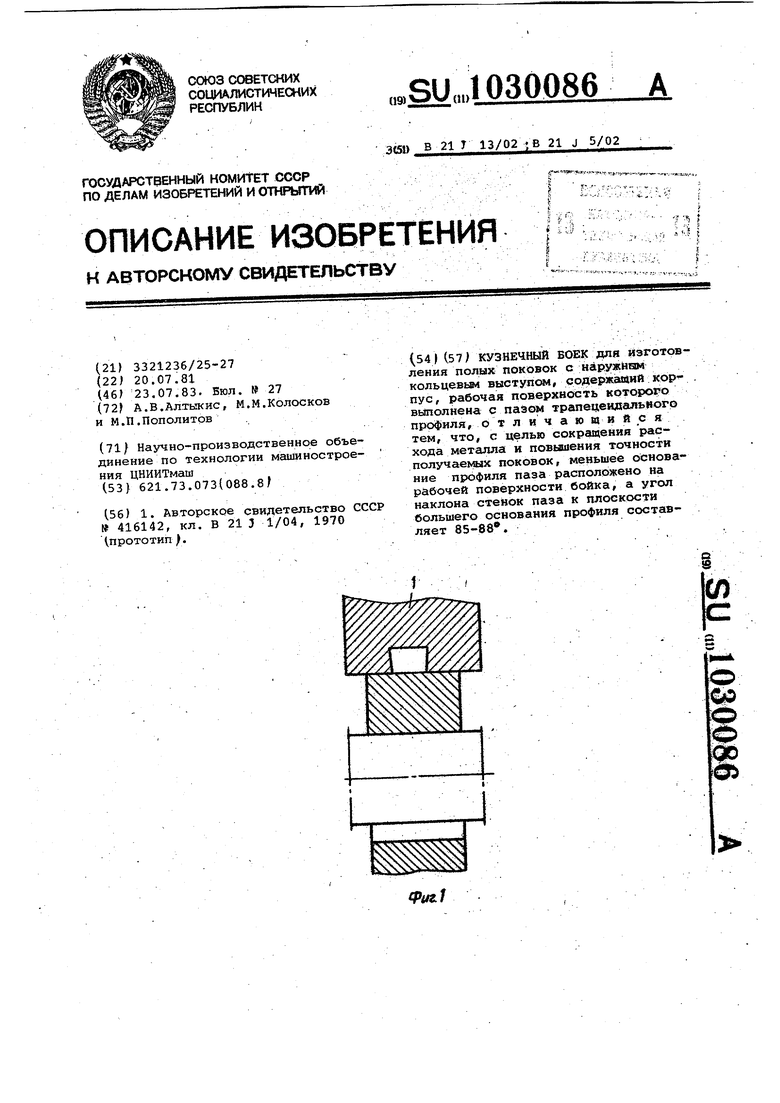
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1970 |
|
SU416142A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (SA) | |||
