Изобретение относится к способу центрирования полуфабрикатных деталей, подлежащих механической обработке. Также объектом настоящего изобретения является устройство для центрирования, действующее в соответствии с указанным способом.
В частности, но не исключительно, изобретение относится к методам центрирования полуфабрикатных деталей, подлежащих механической обработке, например, для токарной обработки или для других операций чистовой обработки поверхности; для центрирования детали относительно геометрической оси вращения зажимных приспособлений; для закрепления заготовок, обычно поступающих в многоцелевые станки известного уровня техники. Изобретение можно использовать в любом типе многоцелевых станков, для которых требуется центрирование полуфабрикатных деталей по существу симметричной относительно оси геометрии, хотя оно в основном предназначено для центрирования полуфабрикатов колес транспортных средств, выполненных из легкого сплава, в частности, из алюминиевого сплава, при этом термин «колесо» здесь используется для обозначения всей конструкции обода и колеса, которая обычно изготавливается в виде полуфабрикатной отливки и которая затем проходит последующие операции механической обработки: токарной обработки и чистовой обработки.
Для этого требуется операция центрирования полуфабрикатной детали, то есть операция, обычно выполняемая устройством трехточечного центрирования, в котором три центрирующих средства с кулачками, расположенными с интервалом в 120°, перемещаются по направляющим, радиальным по отношению к геометрической оси устройства, и фиксируют полуфабрикатную деталь в центрированном положении. Обычное известное устройство, такое как, например, раскрытое в DE 10209371 А1, предусматривает три кулачка для самоцентрирования, т.е. соединяемых друг с другом зубчатой передачей для синхронизации их перемещения (при этом кулачки осуществляют ход назад и вперед от оси устройства) по упомянутым направлениям, при этом деталь фиксируют в центрированном положении относительно геометрической оси центрирующего устройства.
Основной целью изобретения является создание способа и устройства для центрирования полуфабрикатных деталей, обеспечивающих повышенную степень универсальности для центрированного позиционирования полуфабрикатных деталей, например, обеспечивающих центрирование деталей разных габаритов и размеров, при этом не требующих смещения центрирующих компонентов, с одновременным обеспечением скорости и надежности, а также точности центрированного позиционирования данной детали.
Другой целью изобретения является создание способа и центрирующего устройства, обеспечивающих измерение характеристики округленности полуфабрикатной детали в точках центрирования, чтобы деталь можно было отбраковать, если измеряемое значение превышает заданное пороговое значение допуска.
Еще одной целью изобретения является создание способа и устройства центрирования, повышающих доступность к детали после ее установки в центрированном положении, чтобы облегчить и ускорить все операции, требуемые на последующих этапах механической обработки.
Согласно первому объекту настоящего изобретения создан способ центрирования полуфабрикатных деталей, подлежащих механической обработке, включающий использование центрирующего устройства, содержащего три центрирующих элемента, отстоящих на равные углы и выполненных с возможностью осуществления контакта с полуфабрикатной деталью для ее перемещения в центрированное положение, при этом каждый из центрирующих элементов выполнен с возможностью перемещения в заданном радиальном направлении, причем упомянутые радиальные направления пересекают друг друга на геометрической оси для центрирования данной детали, при этом осуществляют регулируемое перемещение каждого центрирующего элемента в соответствующем радиальном направлении автономно от других средств при помощи соответствующих средств привода, связанных с соответствующими средствами передачи движения, выполненными с возможностью преобразования вращательного движения каждого средства привода в поступательное движение соответствующего центрирующего элемента, и регулируют положение каждого центрирующего элемента в зависимости от развиваемого соответствующим средством привода крутящего момента до тех пор, пока не будет достигнуто состояние центрирования, в котором все развиваемые средствами привода соответствующих центрирующих элементов крутящие усилия не превысят или не будут равны заданному пороговому значению, указывающему на то, что достигнуто нужное центрирующее положение детали относительно геометрической оси центрирующего устройства.
Предпочтительно, центрирующие элементы перемещают синхронно в соответствующих направлениях радиального перемещения от геометрической оси с обеспечением равного радиального перемещения одновременно в соответствующих направлениях.
Предпочтительно, измеряют крутящий момент, развиваемый в каждом средстве привода, связанном с соответствующим центрирующим элементом, во время рабочего хода этого элемента, а также сравнивают измеряемые значения крутящего момента с заданным пороговым значением, чтобы остановить перемещение центрирующих элементов по достижении состояния, в котором все три измеряемые значения крутящего момента равны заданному пороговому значению или превышают его.
Предпочтительно, центрирующие элементы перемещают в соответствующих радиальных направлениях от геометрической оси устройства к положению, в котором они упираются в полуфабрикатную деталь, и перемещают ее в соответствующем радиальном направлении, до достижения центрирующего положения.
Предпочтительно, центрирующие элементы перемещают синхронно в соответствующих направлениях радиального перемещения от геометрической оси с обеспечением равного радиального перемещения одновременно в соответствующих направлениях.
Предпочтительно, измеряют крутящий момент, развиваемый в каждом средстве привода, связанным с соответствующим центрирующим элементом, во время рабочего хода этого элемента и сравнивают измеряемые значения крутящего момента с заданным пороговым значением для остановки перемещения центрирующих элементов по достижении состояния, в котором все три измеряемые значения крутящего момента равны заданному пороговому значению или превышают его.
Предпочтительно, останавливают перемещение центрирующих элементов по достижении состояния, в котором заданное пороговое значение не достигнуто всеми тремя центрирующими элементами в течение заданного срока или в заданных пределах хода центрирующих элементов, а также повторяют последовательность перемещения центрирующих элементов после предварительного углового поворота детали вокруг ее главной оси на величину заданного угла.
Предпочтительно, до перемещения центрирующих элементов осуществляют установку детали на множество опорных элементов, расположенных с возможностью обеспечения независимого движения детали в плоскости, перпендикулярной геометрической оси устройства.
Предпочтительно, опорные элементы располагают отстоящими друг от друга в угловом направлении относительно углового положения центрирующих элементов.
Предпочтительно, осуществляют фиксирование детали после достижения нужного центрирующего положения в области контакта между каждым центрирующим элементом и деталью при помощи усилий фиксации, осуществляемых в противодействие усилию опорных элементов.
Предпочтительно, до перемещения центрирующих элементов осуществляют установку детали на множество опорных элементов, расположенных с возможностью обеспечения независимого движения детали в плоскости, перпендикулярной геометрической оси устройства.
Предпочтительно, опорные элементы располагают отстоящими друг от друга в угловом направлении относительно углового положения центрирующих элементов.
Предпочтительно, осуществляют фиксирование детали после достижения нужного центрирующего положения в области контакта между каждым центрирующим элементом и деталью при помощи усилий фиксации, осуществляемых в противодействие усилию опорных элементов.
Согласно второму объекту настоящего изобретения создано устройство для центрирования полуфабрикатных деталей, подлежащих механической обработке, содержащее три центрирующих элемента, при этом устройство предназначено для осуществления вышеуказанного способа.
Согласно третьему объекту настоящего изобретения создано устройство для центрирования полуфабрикатных деталей, подлежащих механической обработке, содержащее три центрирующих элемента, отстоящих на равные углы и выполненных с возможностью перемещения в соответствующих заданных радиальных направлениях, пересекающихся на геометрической оси центрирования детали, средства привода, связанные с каждым из центрирующих элементов, действующих автономно друг от друга, средства передачи движения, связанные с каждым средством привода, при этом средства передачи движения, связанные с каждым средством привода, выполнены с возможностью преобразования вращательного движения средств привода в поступательное движение центрирующих элементов, устройство снабжено средством измерения крутящего момента, развиваемого соответствующим средством привода после контакта соответствующего центрирующего элемента с деталью и средством сравнения измеряемых значений крутящего момента с заданными пороговыми значениями для регулирования перемещения центрирующего элемента в зависимости от измеряемых значений крутящего момента, и остановки средства при достижении нужного состояния центрирования.
Предпочтительно, устройство дополнительно содержит средство измерения расстояния позиционирования, проходимого каждым центрирующим элементом во время хода в соответствующем радиальном направлении.
Предпочтительно, каждый из центрирующих элементов содержит соответствующий ползун, направляемый в соответствующем радиальном направлении, при этом каждый ползун имеет, по меньшей мере, один выступ, упирающийся в краевые части детали и выполненный с возможностью перемещения детали от геометрической оси устройства во время хода центрирующих элементов до тех пор, пока не будет достигнуто состояние центрирования детали.
Предпочтительно, средство передачи движения содержит соединение винт-гайка между шпинделем с резьбовым концом и втулочным средством, зацепляемым со шпинделем как винтовая пара, причем шпиндель и втулка выполнены за одно целое либо со средством привода, или с ползуном центрирующего элемента для преобразования вращательного движения двигателя.
Предпочтительно, средство передачи движения содержит соединение винт-гайка между шпинделем с резьбовым концом и втулочным средством, зацепляемым со шпинделем как винтовая пара, причем шпиндель и втулка выполнены за одно целое либо со средством привода, или с ползуном центрирующего элемента для преобразования вращательного движения двигателя в поступательное движение ползуна.
Предпочтительно, каждый ползун содержит средство фиксации детали, включающее в себя фиксирующий башмак, шарнирно установленный в соответствующем ползуне с возможностью качания для перемещения в положение фиксирования детали и из этого положения.
Предпочтительно, устройство содержит домкратное рабочее средство, которое действует на каждый фиксирующий башмак для его отвода из положения фиксации на детали и в положение фиксации.
Согласно четвертому объекту настоящего изобретения создан способ центрирования полуфабрикатных деталей, подлежащих механической обработке, включающий использование центрирующего устройства, содержащего три центрирующих элемента, отстоящих на равные углы и выполненных с возможностью осуществления контакта с полуфабрикатной деталью для ее перемещения в центрированное положение, при этом каждый из центрирующих элементов выполнен с возможностью перемещения в заданном радиальном направлении, причем упомянутые радиальные направления пересекают друг друга на геометрической оси для центрирования данной детали, при этом осуществляют регулируемое перемещение каждого центрирующего элемента в соответствующем радиальном направлении автономно от других средств при помощи соответствующих средств привода, связанных с соответствующими средствами передачи движения, выполненными с возможностью преобразования вращательного движения каждого средства привода в поступательное движение соответствующего центрирующего элемента, регулируют положение каждого центрирующего элемента в зависимости от развиваемого соответствующим средством привода крутящего момента до тех пор, пока не будет достигнуто состояние центрирования, в котором все развиваемые средствами привода соответствующих центрирующих элементов крутящие усилия не превысят или не будут равны заданному пороговому значению, указывающему на то, что достигнуто нужное центрирующее положение детали относительно геометрической оси центрирующего устройства, при этом крутящий момент, развиваемый в каждом средстве привода, связанном с соответствующим центрирующим элементом, и измеряемый во время рабочего хода этого элемента, а также измеряемые значения крутящего момента сравнивают с заданным пороговым значением, чтобы остановить перемещение центрирующих элементов по достижении состояния, в котором все три измеряемые значения крутящего момента равны заданному пороговому значению или превышают его, перемещают центрирующие элементы синхронно в соответствующих направлениях радиального перемещения от геометрической оси с обеспечением равного радиального перемещения одновременно в соответствующих направлениях, при этом используют средство измерения для измерения расстояний позиционирования, достигаемых при соответствующих перемещениях трех центрирующих элементов в соответствующих радиальных направлениях; и останавливают перемещение центрирующих элементов по достижении состояния, в котором заданное пороговое значение не достигнуто всеми тремя центрирующими элементами в течение заданного срока или в заданных пределах хода центрирующих элементов, а также повторяют последовательность перемещения центрирующих элементов после предварительного углового поворота детали вокруг ее главной оси на величину заданного угла.
Предпочтительно, центрирующие элементы перемещают в соответствующих радиальных направлениях от геометрической оси устройства к положению, в котором они упираются в полуфабрикатную деталь, и перемещают ее в соответствующем радиальном направлении, до достижения центрирующего положения.
Предпочтительно, до перемещения центрирующих элементов осуществляют установку детали на множество опорных элементов, расположенных с возможностью обеспечения независимого движения детали в плоскости, перпендикулярной геометрической оси устройства.
Предпочтительно, опорные элементы располагают отстоящими друг от друга в угловом направлении относительно углового положения центрирующих элементов.
Предпочтительно, осуществляют фиксирование детали после достижения нужного центрирующего положения в области контакта между каждым центрирующим элементом и деталью при помощи усилий фиксации, осуществляемых в противодействие усилию опорных элементов.
Отличительные признаки и преимущества изобретения станут очевидными после прочтения приведенного ниже подробного описания неограничивающего примера предпочтительного варианта осуществления изобретения, выполненного со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 - схематический вид спереди центрирующего устройства, действующего в соответствии со способом согласно изобретению;
Фиг.2 - схематический вид в проекции устройства с фиг.1;
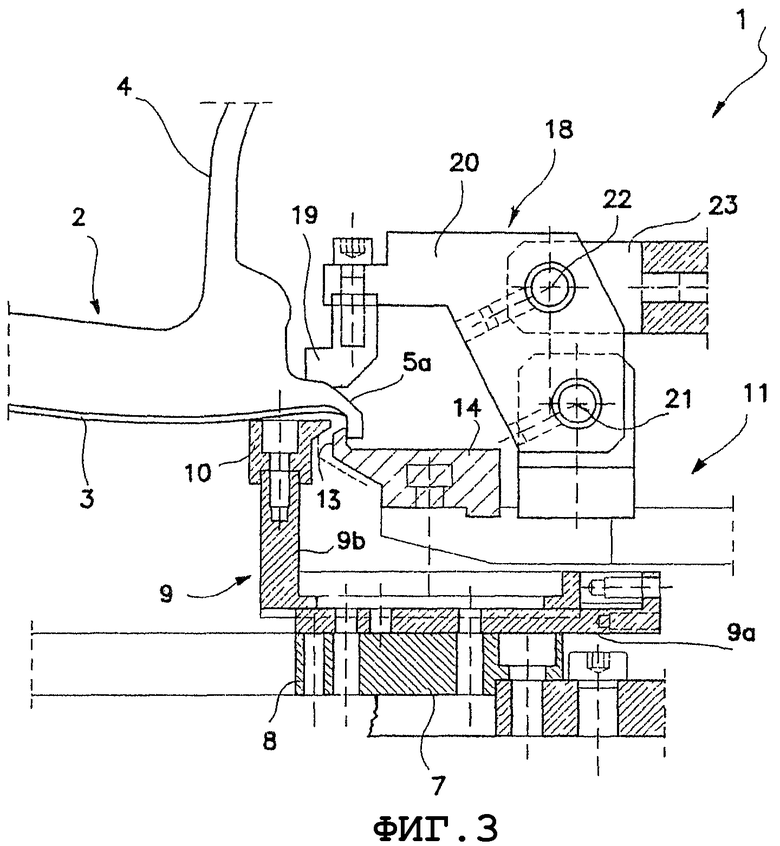
Фиг.3 - вид в увеличенном масштабе части предыдущих чертежей, указанной стрелкой А на фиг.1.
На чертежах ссылочной позицией 1 в целом обозначено устройство для центрирования полуфабрикатных деталей, подлежащих последующей механической обработке, действующее в соответствии со способом согласно настоящему изобретению. Этот способ далее описан на примере полуфабрикатных колес 2 транспортного средства, выполненных из легкого сплава, в частности, алюминиевого сплава, и подразумевается, что данный вариант осуществления изобретения представляет собой предпочтительный неограничивающий вариант, при этом данное изобретение также применимо во всех случаях, когда необходимо центрировать детали, имеющие симметричную относительно оси геометрическую форму.
Термин «колесо» в данном изобретении используется для обозначения всей конструкции обода и колеса транспортных средств, обычно имеющей просверливаемую переднюю часть 3 (если выполняются сквозные отверстия для прикрепления колеса к ступице транспортного средства), от которой отходит стенка 4 цилиндрической формы, имеющая противоположные края 5а, 5b, выполненные круговыми и выступающими в радиальном направлении и образующие поверхность для монтирования шины на колесе.
Устройство 1 содержит станину с опорной конструкцией 6, на которой установлена пластина 7, имеющая центральное сквозное отверстие 8. От пластины 7 отходят несколько опорных элементов 9, образующих опорные поверхности для колеса 2 и более подробно описанных ниже. Опорные элементы 9 отстоят по окружности на равных углах и выполнены с возможностью перемещения регулируемым образом в направлениях, радиальных относительно геометрической центральной оси устройства, как указано обозначением Х на чертежах. Таким образом, опорные точки для колеса 2 на опорах выполнены регулируемыми для ограниченного радиального хода. Регулируемость опор обеспечивает возможность размещения полуфабрикатных деталей разных диаметров в устройстве в заданном диапазоне значений. В частности, каждый опорный элемент 9 содержит первую часть 9а, направляемую на пластине 7 и выполненную с возможностью прикрепления к ней, например, винтами, и вторую часть 9b, отходящую под прямым углом от первой части 9а и имеющую на свободном конце головку 10 для опорного контакта с колесом 2, в частности, для обеспечения опорной поверхности для передней части 3 колеса на круговом участке вблизи края 5а.
Предпочтительный вариант осуществления изобретения предусматривает размещение шести опорных элементов 9, отстоящих на равные углы на пластине 7. Таким образом, головки 10 образуют опорные поверхности для колеса 2, в целом формируя воображаемую опорную плоскость, в которой колесо имеет ограниченную независимость движения.
Устройство 1 также имеет три центрирующих элемента 11, расположенных с интервалом в 120° друг от друга, причем каждый из них имеет соответствующий ползун, направляемый радиально относительно оси X. Радиальные направления центрирующих элементов 11, указанные осями Y на фиг.2, соответствующим образом смещены на величину некоторого угла относительно направлений радиального перемещения опорных элементов 9 во избежание столкновения при работе устройства.
Центрирующие элементы 11 имеют идентичную конструкцию, и поэтому ниже приводится подробное описание только одного из них.
Ползун на одном из своих концов имеет выступ 13, продолжение которого упирается в край 5а колеса в результате радиального перемещения ползуна, причем ползун выполнен с возможностью отталкивания колеса от оси X. Выступ 13 может образовывать конец небольшого блока 14, прикрепляемого с возможностью отсоединения к ползуну.
Для перемещения каждого ползуна имеется соответствующий двигатель 15 (двигатели работают автономно друг от друга), связанный с соответствующими средствами передачи, преобразующими вращательное движение двигателя 25 в поступательное перемещение ползуна. Каждый ползун также имеет средство измерения своего положения (не показано), например, средство кодового датчика, измеряющего пройденное расстояние в зависимости от вращения двигателя.
В частности, каждый двигатель 15 вращает шпиндель 16 с резьбовым концом, зацепляемый соответствующей муфтой во внутренней резьбе, выполненной внутри втулочного средства 17, выполненного за одно целое с ползуном. Таким образом, для заданного углового вращения двигателя 15 (и, таким образом, шпинделя 16) соответствующее поступательное перемещение втулки 17 (и, таким образом, ползуна) осуществляется в соответствующем радиальном направлении Y.
Также на каждом ползуне предусмотрены средства 18 для фиксирования центрируемой части, которые содержат фиксирующий башмак 19, прикрепленный к штанге 20, шарнирно в точке 21 смонтированной на ползуне. К штанге 20 также шарнирно в точке 22 прикреплен конец рабочего шпинделя 23 домкрата 24, смонтированного на ползуне. При помощи рычажной штанги, сформированной между шарнирными точками 21 и 22 поворота, фиксирующий башмак 19 перемещается от и в рабочее положение, в котором он прижимается к колесу 2 на крае 5а для обеспечения его относительного фиксирования.
Согласно способу центрирования в соответствии с изобретением полуфабрикатное колесо 2 сначала устанавливают на опорные элементы 9, при этом головки 10 и передняя часть 3 колеса контактируют друг с другом. На этом этапе центрирующие элементы 11 перемещают назад к оси Х с одинаковым радиальным позиционированием относительно этой оси, но таким образом, что выступы 13 располагаются между осью Х и периферийным краем 5 колеса.
Следует отметить, что на этом этапе полуфабрикатное колесо 2 позиционируют на опорах 9 простой посадкой, возможно с некоторым смещением между осью Х и геометрической осью симметрии колеса, причем центрирование обеспечивают в соответствии с приводимым ниже описанием.
На следующем этапе три центрирующих элемента 11 синхронно перемещаются в соответствующих радиальных направлениях Y от оси Х за счет действия соответствующих двигателей 15. Предпочтительно, используют регулируемые двигатели, чтобы вращением двигателя 15 и, следовательно, поступательным ходом его соответствующего ползуна можно было точно управлять и регулировать его.
Способ согласно изобретению также предусматривает измерение крутящего момента, развиваемого каждым двигателем 15 в радиальном ходе каждого центрирующего элемента 11 между первоначальным нерабочим состоянием и состоянием, в котором выступ 13 упирается в край 5а колеса, пока колесо не достигнет центрированного положения.
Предположив, что данная деталь находится в центрированном состоянии по причине осевой симметрии и взаимного положения центрирующих средств, развиваемый тремя двигателями крутящий момент должен быть по существу одинаковым из-за общей симметрии системы, и достигаемое положение является положением, в котором колесо сцентрировано относительно геометрической оси X.
Согласно изобретению значение крутящего момента задают таким, чтобы по достижении (или превышении) его всеми тремя двигателями 15 соответствующих центрирующих элементов 11 это значение указывало достижение центрирующего состояния. Задаваемое пороговое значение должно обязательно учитывать и превышать те значения крутящего момента (или диапазоны значений), определенные для преодоления трения и инерции, воздействующих на центрирующие элементы 11 при перемещении колеса, пока не будет достигнуто центрированное положение.
При выполнении этого этапа один или два центрирующих элемента 11 могут дойти до колеса раньше другого(их), упереться в него и сдвинуть его относительно других элементов. В этом случае развиваемый этими центрирующими элементами 11 противодействующий крутящий момент в любом случае меньше заданного порогового значения, и поэтому перемещение центрирующих элементов 11 продолжается далее до достижения состояния, в котором все три центрирующих элемента упрутся в колесо в соответствующих центрирующих точках, и развиваемый двигателями 15 противодействующий крутящий момент увеличится до заданного порогового значения (и, возможно, превысит его). По достижении этого состояния перемещение центрирующих элементов 11 останавливается, и приводятся в действие фиксирующие средства 18, при этом каждый башмак 19 опускается на колесо 2 и упирается в него с заданным давлением (развиваемым домкратом 24), противодействуя усилию, создаваемому опорными элементами 9.
Согласно изобретению также обеспечивается измерение расстояний позиционирования, проходимых соответствующими величинами хода трех центрирующих элементов (при помощи упомянутых измеряющих средств), проверки соответствия вычисленных разностей заданному пределу допусков. Если это соответствие есть, то цикл механической обработки может продолжаться как обычно или он может повториться с другой ориентацией колеса согласно приводимому ниже описанию, или же колесо можно отбраковать.
Можно также предусмотреть измерение значений, развиваемых двигателями 15 крутящих моментов через определенные промежутки времени или после определенных отрезков хода, пока не будет достигнуто центрирующее состояние, при котором все измеряемые значения крутящего момента будут равными заданному пороговому значению или больше него. Для этого целесообразно обеспечить электронный блок, который будет принимать в качестве входных сигналов те сигналы, которые соответствуют значениям крутящего момента, измеряемого на трех двигателях, сравнивать эти сигналы с заданным пороговым значением и формировать, при необходимости, сигналы остановки центрирующего средства в зависимости от результата этого сравнения.
Следующий этап способа, если он целесообразен в дополнение к упоминаемым выше основным этапам, может предусматривать остановку центрирующих элементов, возвращение их в исходное нерабочее состояние (близко к оси X) и повторение этапов центрирования после того, как колесу 2 будет придана другая ориентация по его геометрической оси путем поворота колеса на заданный угол. Этот способ целесообразно использовать, когда из-за значительного искажения полуфабрикатной детали центрирующее положение не достигнуто в пределах допустимого радиального хода центрирующих средств. Причина этого заключается в том, что два центрирующих элемента могут дойти до колеса и упереться в него, а третье, если имеется явное искажение колеса, не сможет упереться в колесо перед тем, как два упомянутых центрирующих элемента достигнут положения, являющегося пределом допустимого радиального хода. В этом случае можно предусмотреть возможность прохождения третьим центрирующим элементом дополнительного заданного расстояния (в зависимости от допуска), и по достижении этого предела соответствующий ему противодействующий крутящий момент измеряется снова. В зависимости от измеренного значения крутящего момента получаемое при этом центрирование может быть приемлемым; или, если оно не будет приемлемым, колесу придается новая ориентация или оно отбраковывается из-за неприемлемого искажения или дефектной округленности.
В итоге эта новая угловая ориентация колеса (за счет заданного поворота вокруг оси колеса) может обеспечить другое более точно центрированное положение для данной полуфабрикатной детали. Можно проверить и другие изменения ориентации колеса с повтором этапов центрирования, если центрирования трудно достичь одним пробным позиционированием из-за искажения (появившегося в процессе отливки) на данной полуфабрикатной детали.
Следует отметить, что центрирующее устройство, действующее в соответствии со способом согласно изобретению, можно выполнить с определенными размерами для обеспечения простого доступа к полуфабрикатной детали, в частности, к передней части 3 колеса, через центральное отверстие 8 в опорной станине 6. Как показано на чертежах, этот доступ целесообразен, если отверстия нужно сверлить на крае колеса 5а для сборки передней части 3 с цилиндрическим корпусом колеса (стенка 4 и края 5а, 5b), где эти детали начинаются как конструкционно независимые, а затем собираются.
Этот более простой доступ обеспечивает выполнение последовательных этапов механической обработки детали с определенной скоростью, без необходимости в последующем позиционировании полуфабрикатной детали.
Таким образом, изобретение достигает заявляемые цели, предлагая многочисленные преимущества по сравнению с известными техническими решениями.
Основное преимущество заключается в том, что способ и устройство центрирования согласно настоящему изобретению обеспечивают повышенную гибкость и универсальность операций центрирования полуфабрикатных деталей, в частности, обеспечивая скорость и точность размещения деталей в центрированном положении, даже если имеются относительные различия габаритов и размеров между деталями (например, колесами с разными диаметрами).
Еще одно преимущество заключается в предлагаемой данным изобретением повышенной доступности к полуфабрикатной детали, и это обстоятельство, помимо прочего, обеспечивает возможность сверления в периферийной области борта обода (край, ближний к передней части) для выполнения отверстий для прикрепления, если колеса изготавливаются из двух деталей.
Еще одно преимущество заключается в повышенной точности центрирования детали благодаря возможности быстрого повтора этапов центрирования детали, начиная с изменения ориентации детали, в результате чего обеспечивается повышенная общая точность.

Заявленная группа изобретений относится к машиностроению и может быть применена при механической обработке деталей. Способ центрирования полуфабрикатных деталей, подлежащих механической обработке, осуществляют в центрирующем устройстве, содержащем три центрирующих элемента, отстоящих на равные углы и выполненных с возможностью осуществления контакта с полуфабрикатной деталью для ее перемещения в центрированное положение. Каждый из центрирующих элементов выполнен с возможностью перемещения в заданном радиальном направлении, причем упомянутые радиальные направления пересекают друг друга на геометрической оси для центрирования данной детали. Каждый центрирующий элемент перемещают в соответствующем радиальном направлении. Перемещение каждого центрирующего средства регулируют и совершают автономно от других средств при помощи соответствующих средств привода, связанных с соответствующими средствами передачи движения, преобразующими вращательное движение каждого средства привода в поступательное движение соответствующего центрирующего элемента. Положение каждого центрирующего устройства регулируют в зависимости от развиваемого соответствующим средством привода крутящего момента до тех пор, пока не будет достигнуто состояние центрирования, в котором все развиваемые средствами привода соответствующих центрирующих элементов крутящие усилия не превысят или не будут равны заданному пороговому значению, указывающему на то, что достигнуто нужное центрирующее положение детали относительно геометрической оси центрирующего устройства. Также предложено центрирующее устройство, действующее в соответствии с упомянутым выше способом. Обеспечивается высокая степень универсальности точности центрирования. 4 н. и 22 з.п. ф-лы, 3 ил.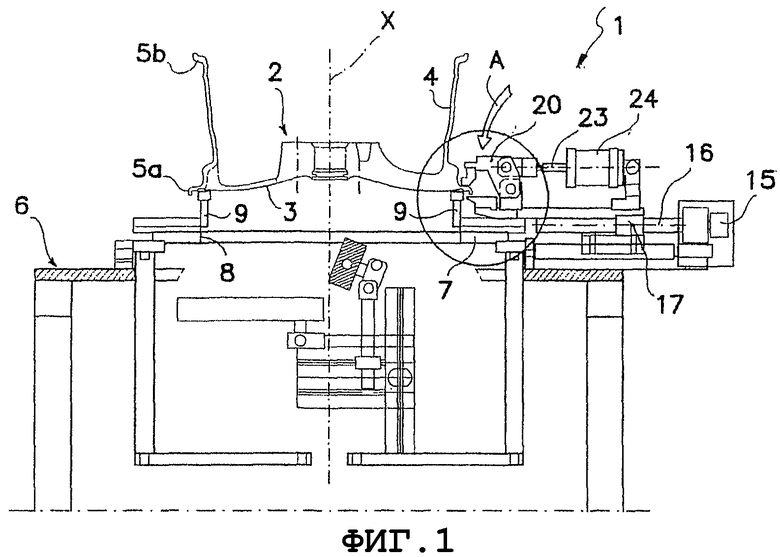
| DE 10209371, 18.06.2003 | |||
| WO 03076130, 18.09.2003 | |||
| Приспособление в воздухораспределителе тормоза Вестингауза для автоматического питания запасного резервуара при всех рабочих положениях поршня распределительного золотника | 1931 |
|
SU30298A1 |

