Область техники, к которой относится изобретение
Настоящее изобретение относится к способу механической обработки, в частности сверления и обточки колес из легкого сплава в соответствии с ограничительной частью независимого пункта формулы изобретения. Объектом настоящего изобретения является также установка для механической обработки, работающая согласно указанному способу.
Уровень техники
Настоящее изобретение, в частности, хотя не исключительно, относится к конкретной области техники операций механической обработки, осуществляемых при изготовлении колес из легкого сплава для транспортного средства, в частности алюминиевого сплава. Следует также понимать, что настоящее изобретение может применяться в равной степени к механической обработке других типов механических деталей, обычно характеризующихся, по существу, симметричной осевой геометрией (например, тормозные диски и т.д.).
В этой конкретной области предусмотрена отливка полуфабрикатного колеса, подвергаемого циклам механической обработки для удаления стружки, в основном, посредством сверления и обточки, причем полуфабрикатную деталь сначала соответствующим образом центрируют и зажимают в соответствующих зажимных приспособлениях.
Обычно, производственный участок механической обработки для производства колес из легкого сплава характеризуется высокими объемами производства с довольно короткими продолжительностями цикла механической обработки каждого отдельного колеса, размещая его на участке крупномасштабного производства, требующего высокой производительности.
В настоящее время, кроме того, ввиду роста и глобализации рынков требуется значительная гибкость производства, так что основные цели включают обеспечение производственных линий, на которых детали (колеса) могут подаваться в пункты механической обработки последовательно, которые являются почти случайными в отношении размеров, типа, геометрии и т.д., с устройствами, способными распознавать и применять к каждой отдельной детали, поданной в линию, наиболее соответствующий рабочий цикл, одновременно оптимизируя время и затраты на механическую обработку и наладку инструментов, а также реагирующими быстро и эффективно на требования и спросы, устанавливаемые рынком, со ссылкой, в частности, на отличия параметров детали и изменения объема производства.
Другое требование, которое возникает одновременно с этой целью большей гибкости и скоростью реакции, установленной рынком, состоит в способности также экономично и быстро, а также эффективно изменить производственные циклы даже в районах, где менее доступна квалифицированная рабочая сила, способная выполнять операции переналадки на производственных линиях на этом уровне.
Кроме того, в настоящее время существует требование в обеспечении неизменно более высоких уровней точности размера и формы при производстве колес из легких сплавов с целью уменьшения, если не устранения, необходимости последовательных корректирующих операций для балансировки колеса, все из которых также, преимущественно, обеспечивают значительное уменьшение использования материалов, обычно применяемых в операциях балансировки, таких как свинец, хорошо известных за их токсичность и сопутствующие трудности по их уничтожению.
Что касается точности размеров, также известно, что после операций отливки, полуфабрикатные колеса подвергаются деформации размеров, которая, в частности, влияет на плоскостность переднего фланца колеса. Этот эффект деформации возникает в основном вследствие давления, прикладываемого манипуляторами роботов литейного цеха, используемыми для манипулирования с отливками необработанных колес, которые сжимают деталь вдоль диаметральных линий, делая овальным передний фланец колеса и, таким образом, возможно влияя на его плоскостность. Там, где используются обычные устройства для установки и центрирования детали на многоцелевых станках, деформация указанного типа неблагоприятно влияет на позиционирование детали, которое должно корректироваться трудоемкими обрабатывающими операциями и часто означает то, что степень балансировки, выбранная заранее, для достижения исключительно при помощи только механической обработки, не может быть обеспечена, так что требуется последовательная корректирующая балансировка колеса.
Краткое описание изобретения
Следовательно, целью настоящего изобретения является создание способа и устройства для механической обработки, в частности сверления и обточки колес из легкого сплава, предназначенных для удовлетворения указанных требований, одновременно устраняя недостатки, с которыми сталкиваются в указанной известной технологии.
Эта цель, а также другие цели, которые станут понятными в дальнейшем, достигаются в настоящем изобретении при помощи способа и устройства для механической обработки, выполненных в соответствии с формулой изобретения, приведенной ниже.
Краткое описание чертежей
Отличительные особенности и преимущества настоящего изобретения станут понятными из нижеследующего подробного описания предпочтительного примера варианта осуществления, описанного исключительно в качестве неограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
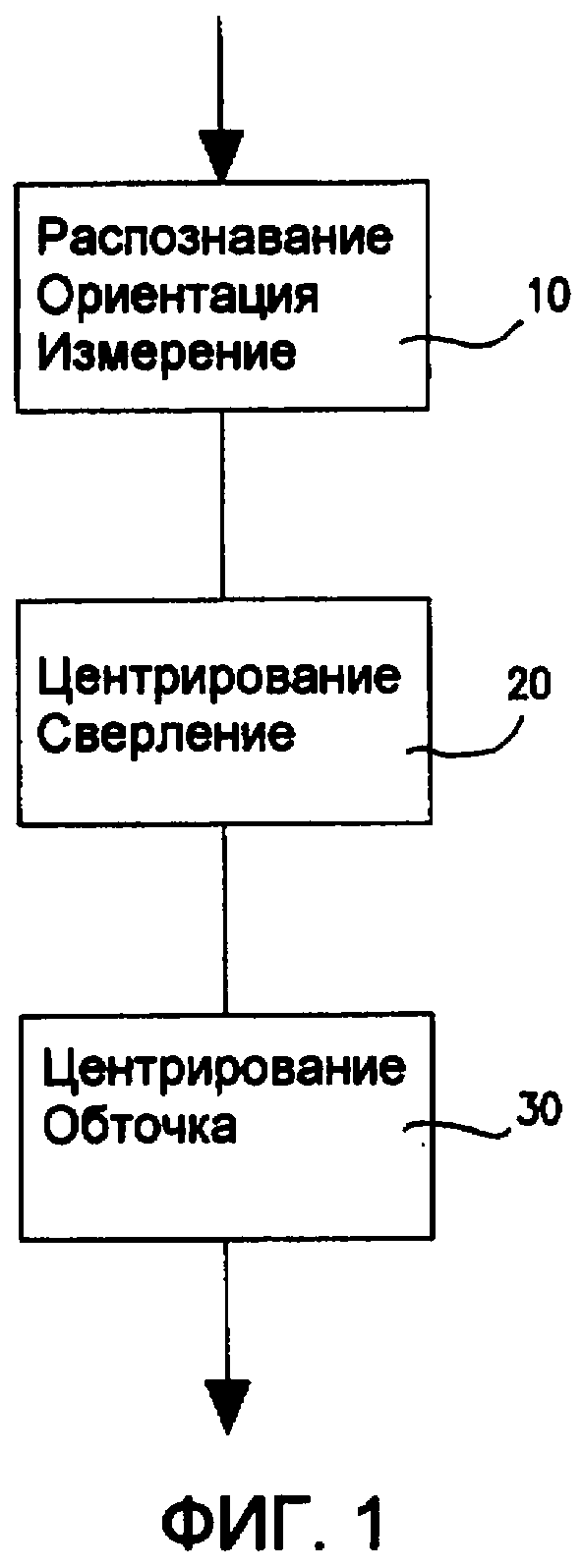
фиг.1 представляет собой блок-схему основных этапов способа механической обработки согласно настоящему изобретению;
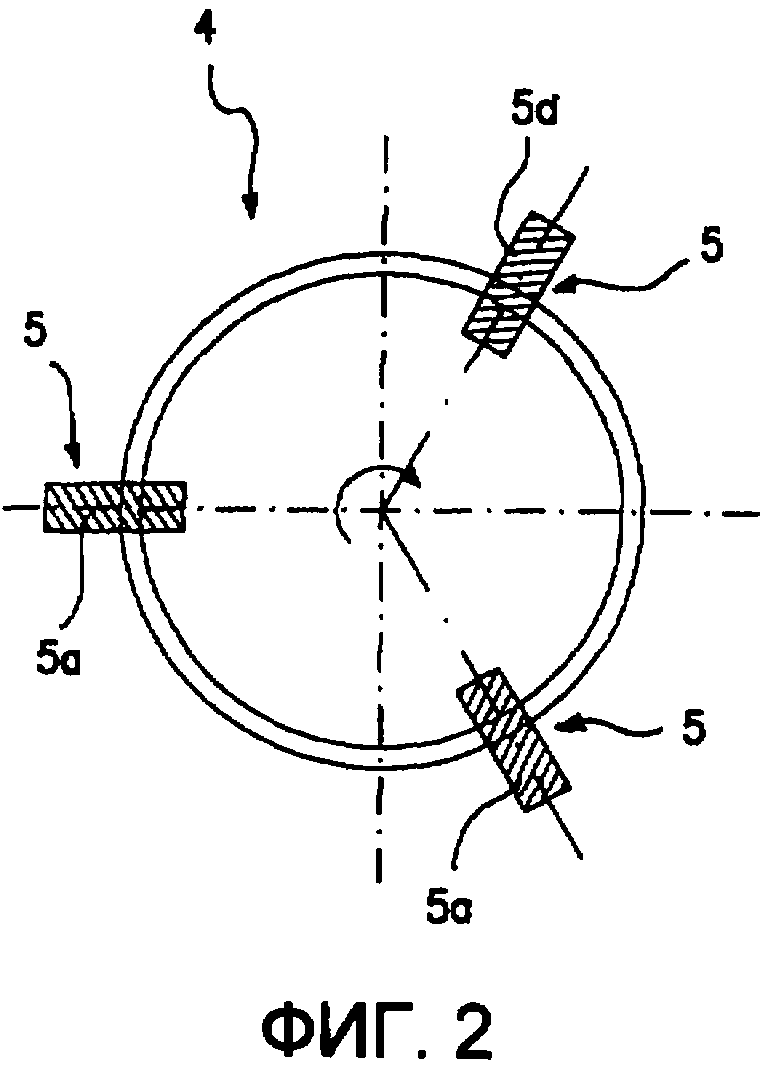
фиг.2 представляет собой схематичный вид сверху устройства, работающего согласно способу, раскрытому в настоящем изобретении;
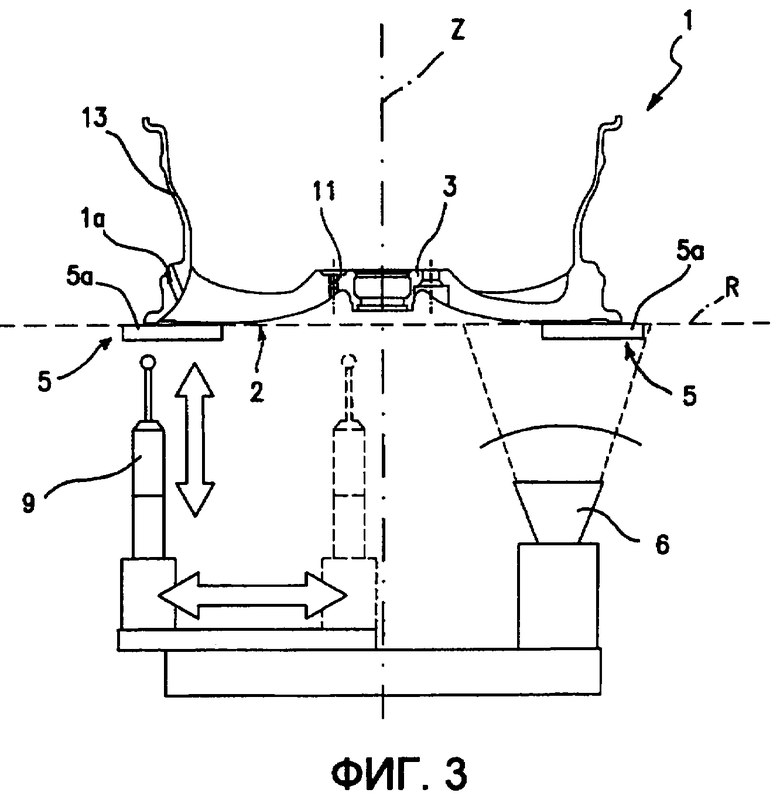
фиг.3 представляет собой схематичный вид сбоку устройства на фиг.2 во время этапа способа согласно настоящему изобретению;
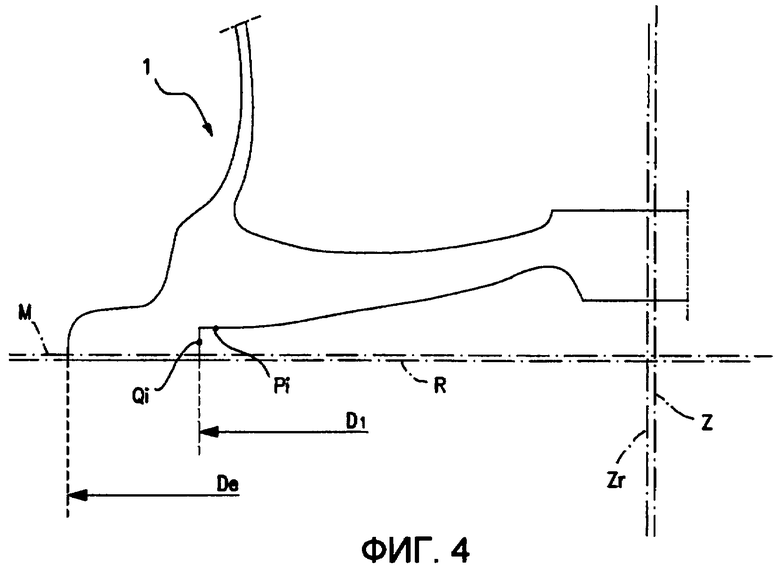
фиг.4 представляет собой частичный схематичный вид в увеличенном масштабе колеса на фиг.3, подвергающегося способу механической обработки, раскрытому в настоящем изобретении;
фиг.5 представляет собой другой схематичный вид, соответствующий виду на фиг.2, в этапе способа;
фиг.6 представляет собой вид спереди колеса на предыдущих чертежах в другом этапа способа, раскрытом в настоящем изобретении;
фиг.7 представляет собой схематичный вид устройства для операций механической обработки в соответствии с этапами, показанными на фиг.1;
фиг.8 представляет собой вид сбоку колеса на фиг.6;
фиг.9 представляет собой увеличенный вид детали на фиг.6;
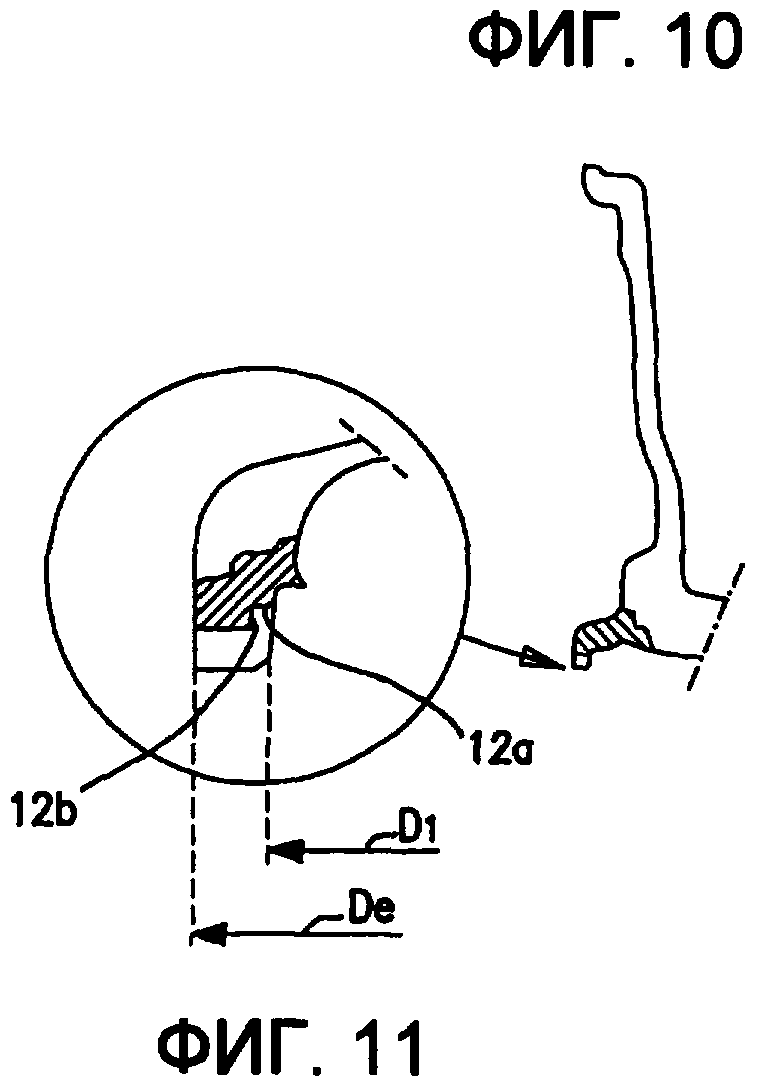
фиг.10 представляет собой частичный вид сбоку колеса на предыдущих чертежах;
фиг.11 представляет собой увеличенный вид детали на фиг.10.
Во-первых, как показано на фиг.1, изображенная блок-схема представляет последовательность основных этапов способа механической обработки, в частности сверления и обточки колес из легкого сплава, выполняемые в соответствии с настоящим изобретением.
В дальнейшем, в описании будет сделана конкретная ссылка на механическую обработку полуфабрикатного колеса, обозначенного, в целом, ссылочной позицией 1 и изображенного схематически на чертежах, которое, полученное в процессе отливки, подается на линию механической обработки, на которой выполняются основные операции механической обработки, т.е. обточки и чистовой обработки поверхности.
В первом этапе способа, обозначенном ссылочной позицией 10, предусматривается выполнение процесса распознавания колеса, в котором посредством использования средств обнаружения (например, средств наблюдения с телевизионной камерой или подобного средства) или с использованием чувствительного элемента распознаются некоторые основные параметры геометрии колеса, такие как, например, высота и/или существенные диаметры, и, в дополнение или в качестве альтернативы, некоторые параметры, относящиеся к виду или форме геометрии, полученной в процессе отливки. При выявлении этих параметров они сравниваются при помощи устройства обработки с параметрами, хранящимися в соответствующей базе данных, в которую была предварительно введена информация, относящаяся к соответствующим периодам времени обработки и наладки инструментов и циклам для каждого соответствующего и конкретного типа колеса. Результатом является то, что при помощи этапа автоматического распознавания партии полуфабрикатных колес или отдельные детали могут подаваться на линии механической обработки, по существу, в произвольных последовательностях вследствие того факта, что при получении всей информации центр механической обработки может быть автоматически подготовлен к механической обработке конкретного типа колеса, соответственно, при распознавании последнего. Это делает линию механической обработки особенно гибкой, обеспечивая общие высокие коэффициенты производительности.
Этот этап также предусматривает начальную ориентацию колеса 1 для последующего выполнения вентильного отверстия 1a, положение которого соотносится с геометрией колеса, в частности соотносится с формой фланца или передней частью 2 колеса, которая проходит радиально от центральной ступицы 3 (положение вентильного отверстия зависит от количества и размера спиц, проходящих радиально от ступицы).
В том же самом этапе для колеса также предусматривается выполнение первого измерения его фактического положения относительно базовой плоскости, обозначенной R на чертежах, операция которого, как будет понятно дальше из описания, обеспечивает соответствующую коррекцию, выполняемую при помощи последующей механической обработки для исключения погрешностей планарности, которые характеризуют передний фланец полуфабрикатного колеса 1. Эти погрешности, в основном, возникают вследствие деформации, вызванной при манипулировании колесом при высокой температуре в литейном цехе при помощи клещевых захватных устройств или подобных манипуляторов, которые вызывают потерю круглой формы.
В частности, предусматривается использование в этапе наблюдения и распознавания устройства 4 для установки колеса, содержащего три опорных участка 5 (имеющих ограниченную периферийную протяженность), расположенных на расстоянии под углом друг от друга при постоянном шаге, т.е. расположенных друг от друга под углом 120°, образующих соответствующие поверхности 5a, находящиеся в одной плоскости друг с другом и являющиеся частью базовой плоскости R.
Опорные поверхности 5a имеют радиальную протяженность такую, чтобы обеспечить установку колес 1 на них, имеющих разные диаметры, которые могут изменяться в заданном диапазоне, для того чтобы обеспечить определенную гибкость при подаче партий колес или отдельных деталей разных диаметров, по существу, в соответствии с произвольными последовательностями.
Кроме того, опорное устройство 4 установлено на столе (не показан), выполненном с возможностью вращения вокруг его основной оси Z (перпендикулярной к плоскости R) для обеспечения ориентации колеса 1 вокруг этой оси Z относительно базовой плоскости R.
Более конкретно, способ обеспечивает приведение колеса 1 в исходном положении в опорный контакт с его передним фланцем 2 на опорных поверхностях 5a устройства 4.
Ссылочная позиция 6 обозначает просмотровые средства, такие как средства наблюдения с телевизионной камерой, расположенные под опорными участками 5, при помощи которых после предварительного поворота поворотного стола распознается и определяется позиционирование вентильного отверстия 1a на переднем фланце 2 колеса. Это положение может измеряться под углом относительно (известного) положения опорных участков 5.
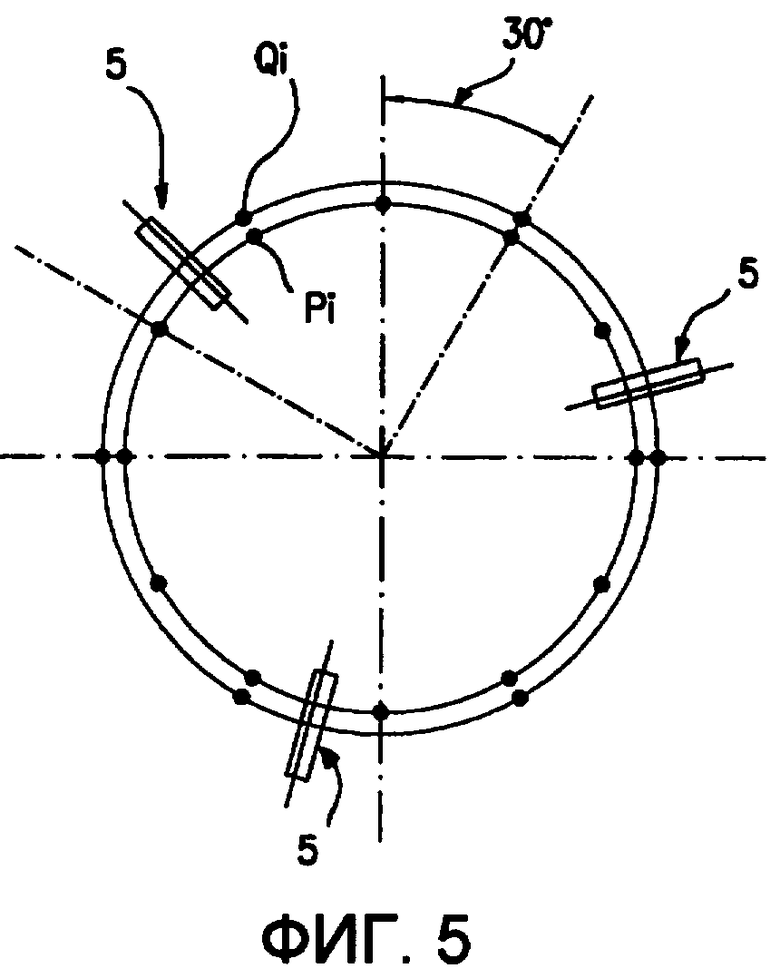
Затем, определяются основная ось колеса и его положение относительно системы базирования, образованной плоскостью R и осью Z. Они определяются во время процесса измерения посредством интерполяции, как описано более подробно ниже. Способ предусматривает использование первого множества из шести точек, обозначенных Qi (I=1,……6), находящихся на общей поверхности переднего фланца 2 колеса и расположенных по окружности при постоянном шаге (угловом шаге 60°) при заданном радиальном расстоянии от оси Z. Координаты этих точек определяются при помощи средств измерения расстояния, например контактного датчика 9, перемещение которого контролируется относительно указанной системы базирования (плоскости R/оси Z). Для каждой точки Qi контактный датчик 9 перемещается в соответствующем радиальном направлении, сохраняя заданное постоянное вертикальное расстояние, измеренное вдоль оси Z, до тех пор, пока не будет контакт с фланцем 2, и радиальное расстояние относительно оси Z измеряется в точке контакта. Данное измерение повторяется для каждой из шести точек Qi, и затем положение основной оси колеса, обозначенной Zr, проходящей параллельно оси Z, рассчитывается посредством интерполяции, когда ее положение находится относительно этой центральной контрольной оси Z. Например, для интерполяционного расчета может использоваться алгоритм, основанный на следующем критерии. Шесть точек Qi делятся на две отдельные группы, каждая из которых содержит по три точки, в которых точки одной группы должны чередоваться отдельно последовательно с точками из другой группы. Для трех точек Qi каждой группы соответствующая окружность, проходящая через эти точки, рассчитывается посредством получения их соответствующего центра окружности. На основании расчета среднего значения координат двух центров получают точку положения основной оси колеса. Следует также понимать, что могут использоваться разное количество точек и соответствующие другие интерполяционные критерии в методике измерения и последующей интерполяции, причем этот выбор зависит от степени точности и надежности расчета, который, подразумевается, должен быть достигнут. В качестве средств для измерения расстояния могут использоваться средства определения положения, использующие лазерную технологии, в качестве альтернативы для контактного датчика 9.
Когда положение основной оси Zr определено и известно на основании указанной методики расчета, определяется средняя плоскость M, полученная посредством интерполяции второго множества из двенадцати точек Pi (i=1,…12), причем ее положение определяется при помощи контактного датчика 9, как описано ниже. В этом случае, также может выбираться разное количество точек. Указанные точки Pi, предпочтительно, выбираются находящимися на общей поверхности переднего фланца и располагаются по окружности при постоянном шаге (угловом шаге 30°) при заданном радиальном расстоянии от оси Zr. Точки Pi и точки Qi, предпочтительно, могут быть выбраны, чтобы располагаться таким образом, что каждая точка Qi совмещается радиально (в одном и том же радиальном направлении) с соответствующей точкой Pi, как показано на фиг.5.
Как показано на фиг.3, вдоль каждого радиального направления контактный датчик 9 перемещается на первое радиальное расстояние заданной длины, начиная от основной оси Zr, для того, чтобы затем перемещаться вертикально параллельно оси Z на второе расстояние до тех пор, пока он не коснется переднего фланца 2, определяя при контакте соответствующую точку Pi, для которой пространственные координаты, в частности координата Z, сохраняются. Данное измерение повторяется для каждой из двенадцати точек Pi, и затем рассчитывается средняя плоскость M между точками Pi посредством интерполяции (посредством интерполирования координат Z, измеренных в точках Pi). Затем, относительное положение этой плоскости M относительно базовой плоскости R сохраняется. Для интерполяционного расчета могут быть использованы в качестве критерия метод наименьших квадратов или другие соответствующие интерполяционные алгоритмы.
Данные, относящиеся к положению оси Zr и плоскости M, полученному на основании интерполяционной методики, таким образом, сохраняются для передачи в центрирующие и обрабатывающие устройства (с числовым программным управлением), предусмотренные в последующих этапах сверления и обточки колеса.
Следует отметить, что посредством измерения колеса, выполненного в коде этапа 10 распознавания, можно обеспечить ориентированное повторное позиционирование колеса в последующих этапах обработки, в которых это позиционирование эффективно для выполнения механической обработки, поскольку оно обеспечивает соответствующую коррекцию для получения колеса с высокой степенью балансировки.
В следующем этапе 20 способа для колеса 1 предусматривается выполнение операции механической обработки посредством сверления, в которой получают отверстия 11 для прикрепления колеса к транспортному средству. Колесо 1 размещается в центре обточки, используя положение оси Zr и плоскости M, рассчитанное заранее, в частности посредством расположения колеса с плоскостью M, параллельной базовой плоскости пункта обточки, и также центруется относительно оси Zr.
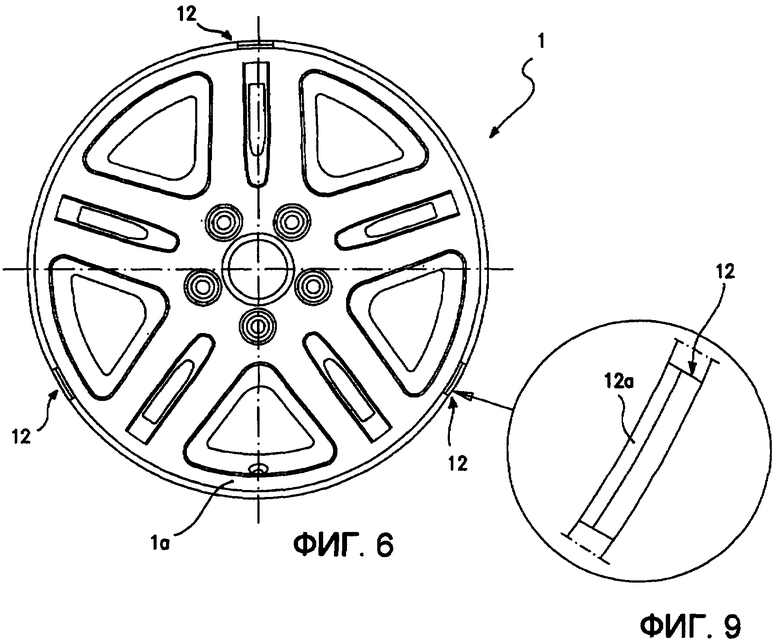
В этом этапе также предусматривается механическая обработка, предпочтительно, посредством фрезерования трех установочных контактных поверхностей 12, расположенных на диаметре D1 колеса рядом с максимальным наружным диаметром De колеса (и расположенных под углом 120° друг от друга). В частности, каждая из трех поверхностей 12 имеет часть 12a поверхности для установки колеса 1 в оправки для последующих операций механической обработки, и часть 12b поверхности, предназначенную для контакта с центрирующими устройствами. Предпочтительно, части 12a, 12b проходят под прямыми углами относительно друг друга. Механическая обработка осуществляется таким образом, что части 12a поверхности на колесе получаются посредством удаления материала до тех пор, пока вертикальная координата Z не получится параллельной средней плоскости M, определенной заранее.
Поскольку эти поверхности 12 обрабатываются на станке одновременно при сверлении, то они характеризуются высокой точностью размеров, соотносящейся с точностью центрирования, достигаемой при сверлении. Кроме того, вследствие центрирования, выполняемого с использованием ориентации колеса 1, измеренного в этапе 10, обработанные на станке поверхности 12 проходят параллельно средней плоскости M колеса, и их последующее использование в качестве опорных участков колеса в оправках на последующих этапах механической обработки, а также в качестве радиальных установочных точек контакта для центрирующих устройств (части 12b, центрированные относительно оси Zr) обеспечивает выполнение обточки параллельно необработанному фланцу, получая более точную балансировку колеса. Фрезерование указанных поверхностей 12 выполняется в трех указанных точках, расположенных под углом 120° друг от друга, причем одна из этих точек, предпочтительно, находится на угловом расстоянии от положения отверстия клапана, как показано на фиг.6.
В другом этапе 30 способа предусматривается выполнение обточки колеса 1, в частности обточки цилиндрической стенки 13, предназначенной для соединения колеса с шиной. В этом этапе предусматривается приведение в контакт центрирующего устройства центра механической обработки с установочными контактными поверхностями 12 для обеспечения более высокой точности центрирования и, следовательно, заметно меньшего дисбаланса колеса. Следует понимать, что этапы 20 и 30 механической обработки, соответственно сверление и обточка, могут осуществляться в обратном порядке относительно описанного выше.
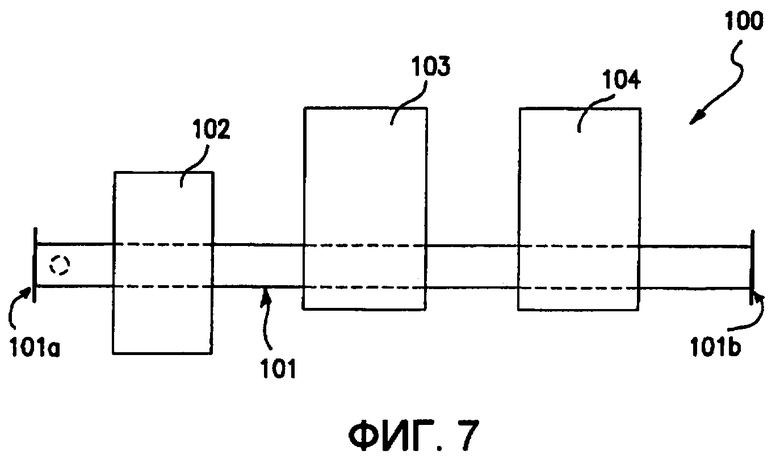
Как показано на фиг.7, ссылочная позиция 100 обозначает в целом установку, показанную схематически только для выполнения механической обработки в соответствии со способом, раскрытом в настоящем изобретении, описанном ранее. Установка 100 содержит линию 101 для транспортировки и подачи полуфабрикатных колес 1, которые проходят между входным пунктом 101a и выходным пунктом 101b.
После пункта 101a установка содержит рабочий участок 102, предназначенный для распознавания колеса, а также для измерения ориентации колеса в соответствии с этапом 10 способа механической обработки, указанным выше.
Ссылочной позицией 103 обозначен центр механической обработки посредством сверления, в котором колеса 1 подвергают этапу 20 сверления с фрезерованием установочных контактных поверхностей 12. После центра 103 сверления расположен центр 104 механической обработки посредством обточки, на который колеса 1 передаются для выполнения соответствующего этапа 30 обточки, и в конце которого их извлекают в выходном пункте 101b.
Таким образом, настоящее изобретение достигает поставленные цели, обеспечивающие указанные преимущества по сравнению с известными решениями.
Основное преимущество заключается в обеспечении отдельно от операций механической обработки этапа измерения фактического положения детали на станке с целью учета фактической деформации детали, так что соответствующая коррекция может применяться посредством оптимизации удаления материала и достижения улучшенной балансировки колеса.
Другое преимущество заключается в исключительной гибкости, которая может быть обеспечена при помощи способа в соответствии с настоящим изобретением, вследствие того, что полуфабрикатные колеса могут подаваться на линию механической обработки в случайных последовательностях, независимо от типа колеса и размера поданной партии деталей.
Другое преимущество заключается в том, что благодаря повышенной точности центрирования, полученной при помощи способа, раскрытого в настоящем изобретении, очень незначительный дисбаланс получается в колесе после операций механической обработки с последовательным заметным уменьшением потребности в последующих операциях балансировки колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, В ЧАСТНОСТИ, ДЛЯ СВЕРЛЕНИЯ И ОБТОЧКИ КОЛЕС ИЗ ЛЕГКИХ СПЛАВОВ И УСТАНОВКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, РАБОТАЮЩАЯ СОГЛАСНО СПОСОБУ | 2005 |
|
RU2379168C2 |
| СПОСОБ (ВАРИАНТЫ) И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЦЕНТРИРОВАНИЯ ПОЛУФАБРИКАТНЫХ ДЕТАЛЕЙ, ПОДЛЕЖАЩИХ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2004 |
|
RU2349440C2 |
| СИСТЕМА ДЛЯ ВЫПОЛНЕНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2262433C2 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ КОВКОЙ | 2012 |
|
RU2598412C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ОБЪЕКТОВ ПО ИХ ЦИФРОВЫМ ИЗОБРАЖЕНИЯМ | 2018 |
|
RU2697822C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ МНОГОКООРДИНАТНОГО ЭЛЕКТРОПРИВОДА СВАРОЧНОГО АВТОМАТА | 2002 |
|
RU2233465C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАДНЕЙ КРОМКИ ЛОПАТКИ ТУРБОМАШИНЫ | 2013 |
|
RU2628453C2 |
| СПОСОБ НЕИНВАЗИВНОГО ОПРЕДЕЛЕНИЯ ЭЛЕКТРОФИЗИОЛОГИЧЕСКИХ ХАРАКТЕРИСТИК СЕРДЦА | 2017 |
|
RU2651068C1 |
| СПОСОБ МОДЕЛИРОВАНИЯ НЕОСЕСИММЕТРИЧНОЙ ПОВЕРХНОСТИ | 2014 |
|
RU2670380C2 |
Изобретение относится к машиностроению, в частности к механической обработке колес из легкого сплава. Способ перед этапом механической обработки включает этап (10) ориентирования и измерения колеса (1). Указанный этап включает размещение устройства (4) для установки колеса, по меньшей мере, с тремя опорными участками (5), расположенными под углом друг к другу с постоянным угловым шагом и образующими соответствующие опорные поверхности, находящиеся в одной плоскости друг с другом и являющиеся частью общей базовой плоскости (R). Колесо (1) располагают приблизительно коаксиально с центральной осью (Z) базовой поверхности устройства, перпендикулярной к базовой плоскости (R), и приводят в опорный контакт на поверхностях с частью его переднего фланца (2). При помощи средства (9) измерения определяют расстояния радиальных координат первого множества точек (Qi) на общей поверхности фланца (2). Точки множества определяют посредством радиального относительно центральной оси (Z) базовой поверхности перемещения измерительного средства (9) измерения расстояния вдоль соответствующих радиальных направлений при постоянном расстоянии, измеренном параллельно оси до пересечения с фланцем, и расчета посредством интерполяции радиальных координат первого множества точек (Qi) положения основной оси (Zr) колеса, проходящей параллельно оси (Z) базовой поверхности. При помощи средства (9) измерения расстояния координат определяют второе множество точек (Pi), находящихся на общей поверхности фланца, обращенного к опорному участку (5) относительно базовой плоскости (R), и расчета посредством интерполяции средней плоскости (М) между точками второго множества (Pi). Каждую из точек второго множества определяют при помощи средства (9) измерения расстояния посредством перемещения последнего вдоль первого радиального направления, начиная от основной оси (Zr) колеса, на заданное радиальное расстояние и при дополнительном продолжении расстояния вдоль второго направления, перпендикулярного к радиальному направлению, до пересечения с общей поверхностью фланца. Координаты положения второго множества точек (Pi) относительно базовой плоскости (R) и средней плоскости (М) сохраняют для корректировки погрешностей плоскостности на фланце (1) колеса. Обеспечивается высокий уровень точности размера и формы при производстве колес из легких сплавов. 2 н. и 11 з.п. ф-лы, 11 ил.
1. Способ механической обработки, в частности сверления и обточки, колес (1) из легкого сплава, отличающийся тем, что перед этапом механической обработки он включает этап (10) ориентирования и измерения колеса (1), включающий этап размещения устройства (4) для установки колеса, по меньшей мере, с тремя опорными участками (5), расположенными под углом друг к другу с постоянным угловым шагом и образующими соответствующие опорные поверхности, находящиеся в одной плоскости друг с другом и являющиеся частью общей базовой плоскости (R), причем колесо (1) приводят в опорный контакт с опорными поверхностями частью его переднего фланца (2), при этом колесо приблизительно коаксиально центральной оси (Z) базовой поверхности устройства, перпендикулярной базовой плоскости (R), этап определения при помощи средства (9) измерения расстояния радиальных координат первого множества точек (Qi) на общей поверхности фланца (2), причем упомянутые точки определяют путем радиального относительно центральной оси (Z) базовой поверхности перемещения измерительного средства (9) измерения расстояния вдоль соответствующих радиальных направлений при постоянном расстоянии, измеренном параллельно оси до пересечения с фланцем колеса, и расчета посредством интерполяции радиальных координат первого множества точек (Qi) положения основной оси (Zr) колеса, проходящей параллельно оси (Z) базовой поверхности, этап определения при помощи средства (9) измерения расстояния координат второго множества точек (Pi), находящихся на общей поверхности фланца колеса, обращенного к опорному участку (5) относительно базовой плоскости (R), и расчета посредством интерполяции средней плоскости (М) между точками второго множества (Pi), причем каждую из точек второго множества определяют при помощи средства (9) измерения расстояния путем перемещения последнего вдоль первого радиального направления, начиная от основной оси (Zr) колеса, на заданное радиальное расстояние и при дополнительном продолжении расстояния вдоль второго направления, перпендикулярного к радиальному направлению, до пересечения с общей поверхностью фланца, сохранения координат положения второго множества точек (Pi) относительно базовой плоскости (R) и средней плоскости (М) для обеспечения ориентированного повторного позиционирования колеса (1) на последующих этапах механической обработки для получения по меньшей мере при втором множестве точек (Pi) обработанных на станке участков поверхности фланца, находящихся на средней плоскости (М) или расположенных параллельно средней плоскости (М) для корректировки погрешностей плоскостности на фланце (1) колеса.
2. Способ по п.1, в котором точки первого множества (Qi) выбирают при постоянном угловом шаге друг от друга вдоль соответствующих радиальных направлений, проходящих через них.
3. Способ по п.1, в котором первое множество содержит, по меньшей мере, шесть точек (Qi) измерения, которые определяют при помощи указанного средства (9) измерения расстояния.
4. Способ по п.1, в котором точки второго множества (Pi) располагают на передней поверхности (2) фланца колеса под углом друг к другу с постоянным шагом.
5. Способ по п.4, в котором второе множество точек содержит по меньшей мере двенадцать точек (Pi) измерения, которые определяют при помощи средства (9) измерения расстояния.
6. Способ по п.1, в котором каждая точка первого множества (Qi) находится на соответствующей плоскости, радиальной основной оси (Z) и проходящей через соответствующую точку второго множества точек (Pi).
7. Способ по п.1, в котором по меньшей мере три опорных участка (5) в устройстве (4) имеют радиальную протяженность, обеспечивающую опорный контакт фланцев (2) колес с разными наружными диаметрами, изменяющимися в пределах заданного диапазона значений.
8. Способ по п.1, в котором используют устройство (4) для установки, выполненное с возможностью поворота вокруг центральной оси (Z) базовой поверхности для обеспечения заданной угловой ориентации колеса, поддерживаемого на опорных участках (5).
9. Способ по п.1, в котором этап ориентирования и измерения (10) колеса осуществляют перед этапом сверления (20) для получения отверстий в колесе (1) для прикрепления колеса к транспортному средству, причем поверхности (12), расположенные на наружном диаметре колеса, получают посредством фрезерования на этапе (20) сверления, при этом каждая из поверхностей содержит первую часть (12а) поверхности, проходящую параллельно средней плоскости (М), и вторую часть (12b), центрированную радиально относительно основной оси (Zr) колеса, полученные на основании операций измерения и расчета посредством интерполяции этапа (10) ориентации и измерения.
10. Способ по п.9, в котором получают три установочных контактных поверхности (12) разнесенными под углом 120° друг от друга, причем первая и вторая части (12а, 12b) каждой из поверхностей (12) проходят под прямым углом относительно друг друга и образуют соответствующие установочные контактные точки для контакта центрирующего средства, выполненного с возможностью центрирования колеса (1) на этапе (30) обточки, выполняемом после этапа (20) сверления.
11. Способ по п.10, в котором указанные поверхности (12) выполняют на колесе (1) на угловом расстоянии от вентильного отверстия, выполненного в колесе.
12. Способ по п.2, в котором первое множество содержит по меньшей мере шесть точек (Qi) измерения, которые определяют при помощи средства (9) измерения расстояния.
13. Установка для механической обработки, в частности для сверления и обточки, колес из легких сплавов способом механической обработки по п.1.
| US 4782567, 08.11.1988 | |||
| ТЕХНОЛОГИЧЕСКИЙ МОДУЛЬ | 2000 |
|
RU2234403C2 |
| Способ компенсации погрешностей формы изделий с некруглым поперечным сечением при токарной обработке | 1984 |
|
SU1219256A1 |

