Изобретение относится к машиностроенгео, а именно к отделочно-упроч- няющей совмещенной обработке резанием и поверхностным пластическим деформированием (ППД) комбинированньп И инструментами, и может быть использовано при обработке внутренних и наружных цилиндрических поверхностей
Цель изобретения - расширение технологических возможностей,
На фиг. 1 - 3 приведены схемы реализации способа при обработке наружных цилиндрических поверхностей.
Обработка согласно предлагаемому способу (на примере наружных цилиндрических поверхностей) осуществляется следующим образом.
Заготовку 1 устанавливают в кулачках. 2 станка , а комбинированный инструмент 3, содержащий черновой режущий 4, чистовой режущий 5 и деформирующий 6 элементы, - в резцедержателе станка. Элементы 4, 5 и 6 устанавливают в корпусе 3 комбинированного инструмента с одинаковым смещением в осевом направлении друг относительно друга (на фиг. 1 обозначено через 1), а верщину дополнительного режущего элемента 4 смещают в радиальном направлении ниже вершины режущего элемента на величину йУ не менее 0,1 мм (см. фиг. 1), До; начала обработки комбинированный инструмент 3 устанавливают таким образом, чтобы верщина режущего злемента 5 совпадала с началом обрабатываемой поверхности (см фиг. 1). После сообщения заготовке 1 движения вращения комбинированный инструмент 3 перемещают в радиальном направлении до врезания дополнительного режущего элемента 4 на глубину резания t, , определяемую из соотно- тения (см, фиг, 2)
)1/Х
Г
1л убина резания tj выбирается таким
образом, чтобы сила резания Рр
снятия t
АОП
была эквивалентна УСИЛИЮ
от
яеформиоования Р„
PtjAon PI
Выразим силу резания через эмпирическую зависимость.
Тогда условие равенства сил будет В виде
10- Г t S .
РцЛоп - Р , , Ь VI
К„ Р. (1)
Из выражения (1) величина глубины резания
Р
.. : (
10-Ср . V Кр
а
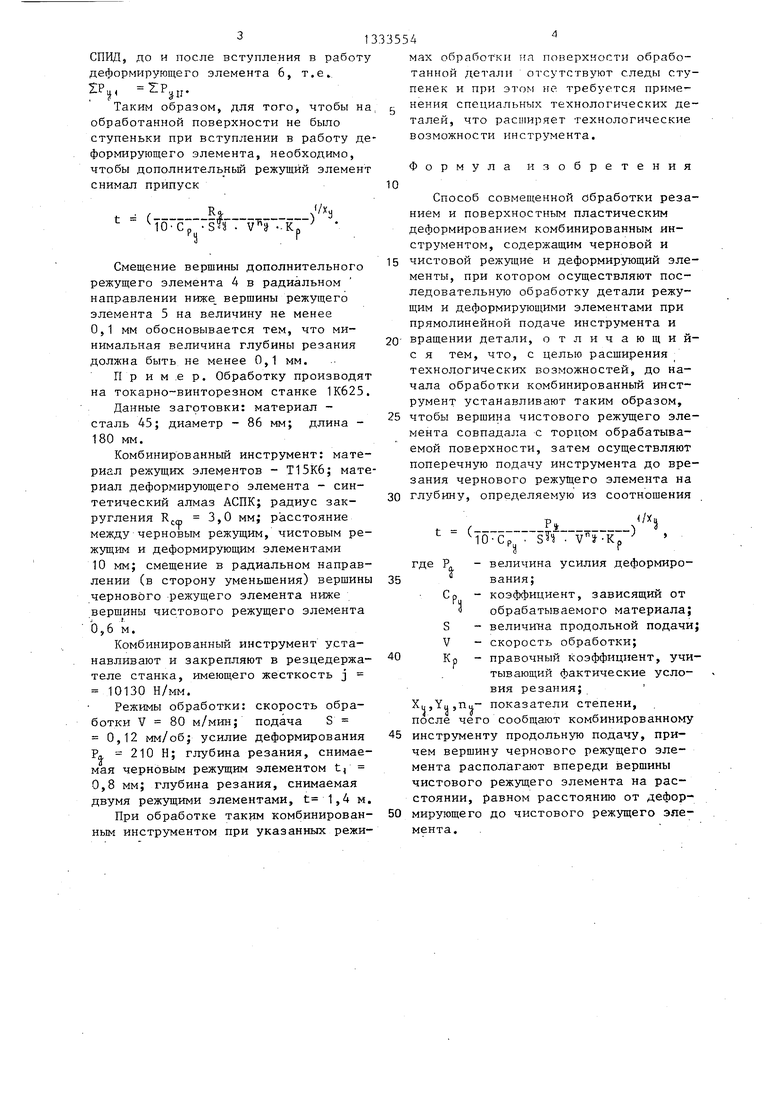
Затем включают продольную подачу, В этом случае режущий элемент 5 .бу- дет снимать припуск t, а дополнительный режущий 4 - t, t -д1 (где ut - смещение в радиальном направлении дополнительного режущего элемента 4 относительно режущего элемента 5), как показано на фиг. 2. Технологическая система СПВД нагружается суммарным усилием
у р Р + р
У. РЙ
где Рр - радиальная составляющая силы резания на режущем
элементе 5, образующая при снятии припуска t; - радиальная составляющая си- силы резания на дополнительном режущем элементе 4, образующая при снятии припуска t,;
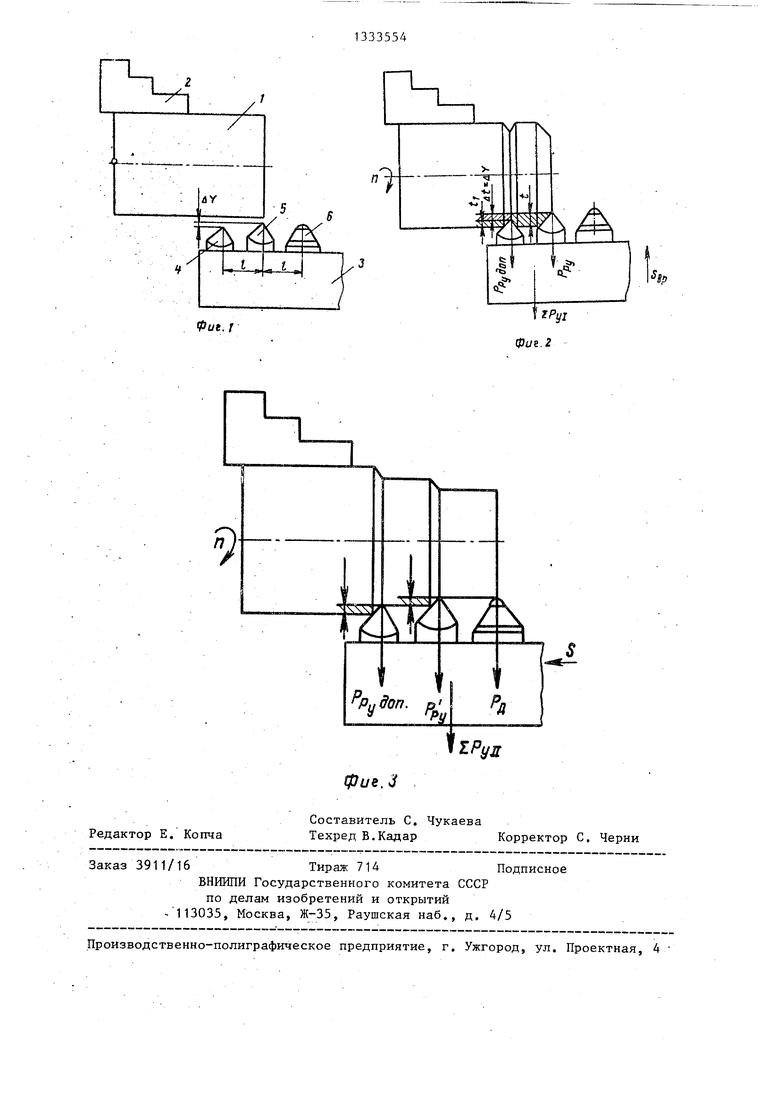
После входа в работу деформирующего элемента 6 режупщй элемент 5 из-за равенства расстояний между дополнительным режущим 4, режутцим 5 и деформирующим 6 элементами начинает обрабатывать поверхность, проточенную уже дополнительным режущим эле/ментом 4.
В этом случае режущий элемент 5 будет снимать припуск it t - t, (фиг. 3)j так как часть от основного припуска t, а именно t , уже снял дополнительный режутО йй элемент 4. На технологическую систему СПИД будет воздействовать суммарное усилие
50 й Ру АОП. р
+ РА
55
где Рр , - радиальная составляющая силы резания на режущем элементе 5, образующая при снятии припуска At. Условием отсутствия на обработанной поверхности ступенек .является равенство суммарных усилий, действующих на технологическую систему.
СПИД, до и после вступления в работу деформирующего элемента 6, т.е..
, .
Таким образом, для того, чтобы на, обработанной поверхности не было ступеньки при вступлении в работу деформирующего элемента, необходимо, чтобы дополнительный режущий элемент снимал припуск
(
10 С,
.к
-)Ч
р
Смещение вершины дополнительного режущего элемента 4 в радиальном направлении ниже вершины режущего элемента 5 на величину не менее 0,1 мм обосновывается тем, что минимальная величина глубины резания должна быть не менее 0,1 мм.
П р и м .е р. Обработку производят на токарно-винторезном станке 1К625.
Данные заготовки: материал - сталь 45; диаметр - 86 мм; длина - 180 мм.
Комбинированный инструмент: материал режущих элементов - Т15К6; материал деформирующего элемента - синтетический алмаз АСПК; радиус закругления R(. 3,0 мм; расстояние между черновым режущим, чистовым режущим и деформирующим элементами 10 мм; смещение в радиальном направлении (в сторону уменьшения) вершины чернового режущего элемента ниже вершины чистового режущего элемента 0,6м.
Комбинированный инструмент устанавливают и закрепляют в резцедержателе станка, имеющего жесткость j 10130 Н/мм.
Режимы обработки: скорость обработки V 80 м/мин; подача S 0,12 мм/об; усилие деформирования Рд, - 210 Н; глубина резания, снимаемая черновым режущим элементом t, 0,8 мм; глубина резания, снимаемая двумя режущими элементами, t 1,4 м.
При обработке таким комбинированным инструментом при указанных режимах обработки на поверхности обработанной детали отсутствуют следы ступенек и при этом не требуется применения специальных технологических деталей, что расширяет технологические возможности инструмента.
Формула изобретения
Способ совмещенной обработки резанием и поверхностным пластическим деформированием комбинированным инструментом, содержащим черновой и чистовой режутцие и деформирующий элементы, при котором осуществляют последовательную обработку детали режущим и деформирующими элементами при прямолинейной подаче инструмента и вращении детали, отличающий- с я тем, что, с целью расширения технологических возможностей, до начала обработки комбинированный инструмент устанавливают таким образом, чтобы вершина чистового режущего элемента совпадала с торцом обрабатываемой поверхности, затем осуществляют поперечную подачу инструмента до врезания чернового режущего элемента на глубину, определяемую из соотношения
(
10-С,
р
/Xu
Кр
-)
0
0
где Р,
5
I
S V Kt
5
величина усилия деформирования;
коэффициент, зависящий от обрабатываемого материала; величина продольной подачи; скорость обработки; правочный коэффициент, учитывающий фактические условия резания;
Х|,,У|,,Пи- показатели степени, после чего сообщают комбинированному инструменту продольную подачу, причем вершину чернового режущего элемента располагают впереди вершины чистового режущего элемента на расстоянии, равном расстоянию от деформирующего до чистового режущего элемента.
/
/
ЛУ
жЖж
I
1-ь
I
с
v
SSP
. г
грух qDje.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения жесткости металлорежущих станков | 1986 |
|
SU1400857A1 |
| Способ комбинированной обработки | 1986 |
|
SU1386432A1 |
| Способ обработки комбинированным инструментом | 1981 |
|
SU986755A1 |
| Способ обработки плоских поверхностей комбинированным инструментом | 1979 |
|
SU944895A1 |
| Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием | 1984 |
|
SU1194658A1 |
| Устройство для комбинированной обработки плоских поверхностей | 1979 |
|
SU870096A1 |
| Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием | 1985 |
|
SU1286396A1 |
| Способ комбинированной обработки резанием и поверхностно-пластическим деформированием | 1991 |
|
SU1773701A1 |
| Комбинированный инструмент для совмещенной обработки резанием и поверхностным пластическим деформированием | 1984 |
|
SU1237398A1 |
| Комбинированный инструмент для совмещенной обработки отверстий резанием и поверхностным пластическим деформированием к станку с системой автоматического регулирования | 1980 |
|
SU946075A1 |
Изобретение относится к машиностроению, а именно К отделочно-упроч- няющей совмещенной обработке резанием и поверхностным пластическим деформированием комбинированными инструментами. Целью изобретения является расширение технологических возможностей. Для этого инструмент устанавливают таким образом, чтобы вершина чистового режущего элемента (РЭ) совпадала с началом обрабатываемой поверхности. Затем перемещают его в радиальном направлении до врезания чернового РЭ на глубину резания, после чего сообщают комбинированному инструменту движение р абочей подачи. При этом верщину чернового РЭ располагают впереди вершин чистового РЭ на расстоянии, равном расстоянию от деформирующего до чистового РЭ.После входа в работу деформирующего элемента чистовой РЭ из-за равенства расстояний между черновым и чистовым режущими, а также деформирующим элементами, начинает обрабатывать поверхность, проточенную уже черновым . РЭ, При этом глубина врезания чернового РЭ вычисляется по приведенной зависимости. 3 ил.
tSE
Фие.
Редактор Е. Копча
Составитель С. Чукаева
Техред В.Кадар Корректор С, Черни
Заказ 3911/16Тираж: 71ДПодписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий - 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Pit dan.
p
Д
| Чистосердов П.С, Комбинированные инструменты для совмещения-про цессов резания и поверхностного пластического деформирования | |||
| М.: НЮФШП, 1975, с | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
