Изобретение относится к области машиностроения, а именно к устройствам для соединения деталей цилиндрической формы, преимущественно труб, и может быть использовано при решении задач герметичного соединения труб большого диаметра, используемых в нефтегазодобыче при прокладке трубопроводов как на суше, так и под водой.
Известны термомеханические втулки (муфты), применяемые в качестве средства для соединения труб, выполненные из материала с эффектом памяти формы (ЭПФ) - никелида титана (сплава никеля с титаном) (Тихонов А.С. и др. «Применение эффекта памяти формы в современном машиностроении. Москва: Машиностроение, 1981, с.56-62).
Известны термомеханические муфты соединения (ТМС) трубопроводов по РД5.УЕИА.2836-90 - «Соединение термомеханическое трубопроводов судовых систем», выпущенное Центральным научно-исследовательским институтом конструкционных материалов (ЦНИИ КМ «Прометей»).
Такое соединение труб недостаточно надежно из-за возможности возникновения коррозии от влияния титано-никелевого сплава муфт на стальные трубопроводы, особенно при нахождении их в морской воде. Кроме того, известные муфты применяются для соединения концов труб малого диаметра (в пределах 40 мм).
Применение таких втулок (ТМС) для крепления концов труб большого диаметра влечет за собой расход большого количества сплава никелида титана, трудоемко, требует проведения тщательной механической обработки как термомеханических втулок, так и концевых поверхностей соединяемых труб, что делает их экономически невыгодными при соединении концов труб большого диаметра и требует значительных затрат времени.
Известно термомеханическое соединение труб (патент №2350822 от 10.12.2007 г., опубликовано 27.03.2009 г. Бюллетень №9), в котором соединительный рабочий орган, охватывающий концы соединяемых труб, выполненный из материала с эффектом памяти формы, выполнен в виде сильфона с охладителем-нагревателем, сообщенным с источником энергоносителя и выполненным в виде труб-змеевиков, установленных снаружи сильфона между его гофрами. Сильфон с трубами-змеевиками заключен в герметичный разъемный цилиндрический кожух, образованный из двух половин, на внутренней поверхности которого закреплена теплозащитная оболочка. По торцам кожуха выполнены отбортовки с резиновой прокладкой, сопряженные с соединяемыми трубами. Трубы-змеевики закреплены на соответствующих половинах кожуха, на внутренних поверхностях гофр сильфона установлены уплотнительные эластичные кольца, имеющие двояковогнутую контактную рабочую поверхность. На стыке двух половин кожуха в районе торцов снаружи установлены быстроразъемные зажимы, шарнирно закрепленные на обушках, установленных на каждой половине кожуха и выполненных в виде эксцентрикового сухаря с вилкой и рукояткой. Трубы-змеевики охладителя-нагревателя имеют концевые патрубки со штуцерами подвода-отвода энергоносителя, а в кожухе выполнены уплотнительные отверстия для герметичного вывода патрубков. На кожухе, в средней части, снаружи выполнены обухи для транспортировки устройства. До момента эксплуатации устройства сильфон установлен на имитаторе соединяемых концов труб, защищающем сильфон от влияния окружающей среды. Данное устройство выбрано заявителем в качестве наиболее близкого заявляемому устройству аналога.
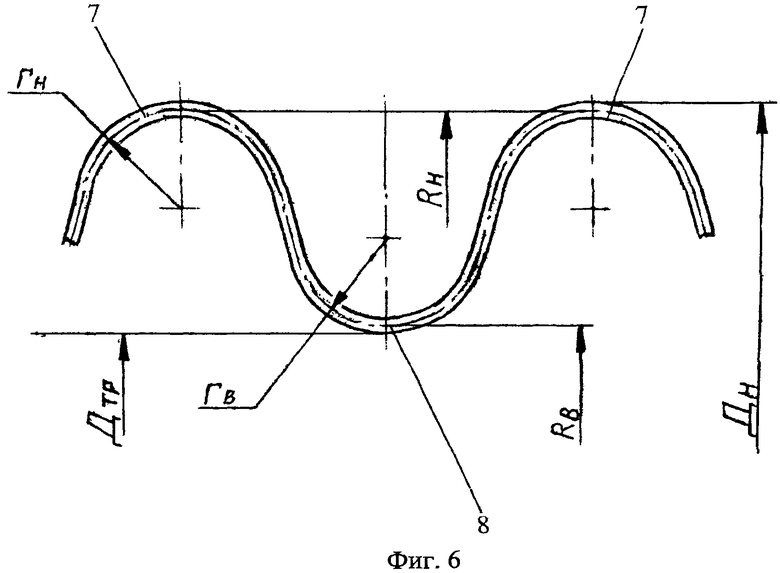
В представленном термомеханическом соединении труб рабочий орган выполнен в виде сильфона, необходимость которого для соединения концов труб нежелательна, так как при соединении концов труб нет необходимости в продольном перемещении под действием внутреннего давления (см. книгу «Сильфоны. Расчет и проектирование». Под редакцией Л.Е.Андреевой. М.: Машиностроение. 1975 г.). Сильфоны представляют собой осесимметричную трубчатую гофрированную металлическую оболочку, толщина стенок которой Но и Н колеблется в пределах 1 мм, а наружный диаметр сильфона находится в пределах Дн=200 мм (см. фиг.6). Следовательно, расчет гофрированной металлической оболочки, изложенный в книге «Сильфоны. Расчет и проектирование», Под редакцией Л.Е.Андреевой, для соединения труб большого диаметра (более 1 м), находящихся под большим внутренним давлением [до 12 МПа (120 кгс/см2)], не годится.
Кроме того, в наиболее близком аналоге рабочий орган выполнен из материала с эффектом памяти формы, сплава никеля и титана, стоимость которого (листового проката) за 1 кг на данный момент составляет 13600 руб., а стоимость нержавеющей стали, из которой выполнены трубы большого диаметра, например, марки 12Х18Н10Т, составляет всего 115 руб. за 1 кг.
Кроме того, в аналоге из-за контакта рабочего органа, выполненного из титано-никелевого сплава, с концами соединяемых труб, выполненных из нержавеющей стали, в условиях постановки трубопровода в морской воде возникает коррозия стальных трубопроводов (см. Люблинский Е.Я. Коррозия и защита судов. Справочник. Л.: Судостроение, 1987 г., с.32; см. ОСТ 5Р.9048-96 «Покрытия металлические и неметаллические неорганические». Технические требования, с.49). Для предотвращения возникновения коррозии в стальных трубах и повышения надежности соединения стыковочного узла в наиболее близком аналоге на внутренних поверхностях гофр сильфона, контактируемых с соединяемыми концами трубопроводов, установлены эластичные уплотнительные кольца.
В заявляемом устройстве соединительный рабочий орган выполнен из нержавеющей стали, из однородного материала, аналогичного материалу, из которого выполнены концы соединяемых труб, поэтому в новом соединительном узле не будут происходить химические реакции по переходу заряженных частиц от сплава к стали, не будет образование коррозии, и, следовательно, не возникнет надобность в установке эластичных уплотнительных колец.
Задача настоящего изобретения заключается в обеспечении экономичного и надежного герметичного соединения концов труб любого диаметра как на суше, так и в море при наименьших затратах энергоносителя, трудозатрат и времени, необходимого для проведения операции по соединению концов труб.
Поставленная задача решена тем, что в термомеханическом соединении концов труб соединительный рабочий орган выполнен из того же материала, что имеется в соединяемых концах труб, соединительный рабочий орган представляет собой тороидальную гофрированную муфту, гофры которой имеют непрерывное направление с параметрами закругления радиусов гофра m=rв/Rв=0,04, параметром глубины гофра k=Rн/Rв=1,09, параметром отношения радиусов торовых участков n=rн/rв=1,1, а процесс наведения «памяти формы» в гофрированной муфте происходит в состоянии сверхпластичности и многоразового термоциклирования при проведении одновременной деформации с напряжением, не превышающим 20%, и скорости деформации в пределах Vd=10-4…10-2 с-1.
Такое техническое решение при проведении операции по соединению концов труб большого диаметра (более 1 м) позволит снизить экономические затраты благодаря выполнению соединительного рабочего органа из того же материала, что имеют концы соединяемых труб.
Благодаря выполнению соединительного рабочего органа в виде гофрированной муфты, а корпуса кожуха с двумя торцевыми герметично выполненными патрубками для подвода энергоносителя упрощается конструкция по подводу энергоносителя к поверхности рабочего органа.
Благодаря выполнению соединительного рабочего органа в виде гофрированной муфты в состоянии сверхпластичности удалось повысить жесткость рабочего органа и уменьшить его массу за счет уменьшения радиусов гофров внутренних торовых участков по сравнению с наружными радиусами гофров в соотношении n=rн/rв=1,1.
Выполнение соединительного рабочего органа не из титанового сплава, а из однородного материала, из которого выполнены концы соединяемых труб, позволит уменьшить экономические затраты в десятки раз.
Новое устройство не требует значительных затрат времени на проведение монтажных работ по соединению концов труб как на суше, так и в море, что исключительно важно для организации труда строителей-монтажников (водолазов), находящихся под водой, за счет выполнения соединительного рабочего органа из обычной нержавеющей стали с наведенной «памятью формы» заранее в заводских условиях, установки его в кожух с поддержанием в нем минусовой температуры, транспортировки в готовом состоянии к месту соединения труб.
Новое устройство создаст положительный эффект из-за ликвидации на внутренних поверхностях гофр рабочего органа установки уплотнительных эластичных колец.
В заявляемом устройстве упрощена конструкция по подводу-отводу энергоносителя за счет ликвидации охладителя-нагревателя в виде труб-змеевиков, в результате чего уменьшаются экономические затраты.
Сущность изобретения иллюстрируется чертежами, представленными на фигурах 1-9, на которых изображено:
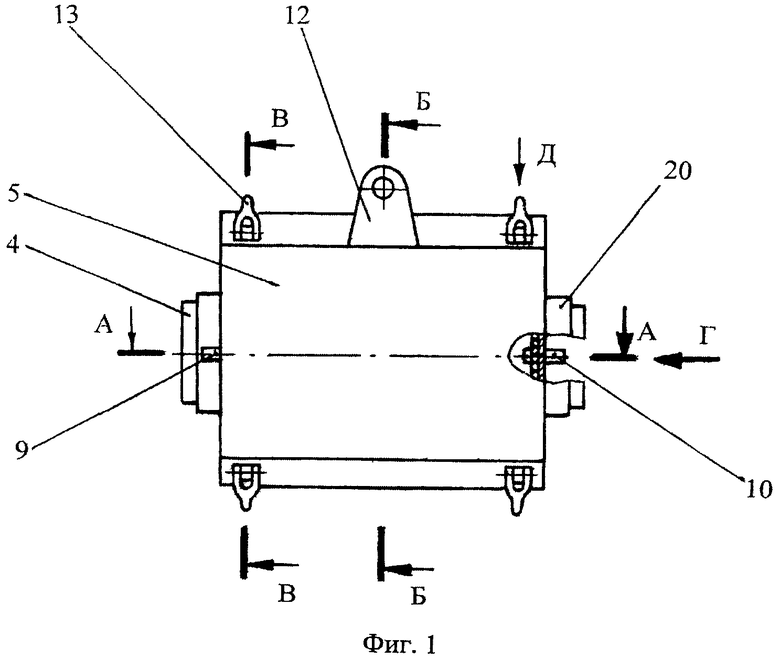
Фиг.1 - общий вид устройства,
Фиг.2 - сечение А-А с фиг.1,
Фиг.3 - поперечный разрез Б-Б по фиг.1,
Фиг.4 - разрез В-В по фиг.1 (подвод энергоносителя к рабочему органу),
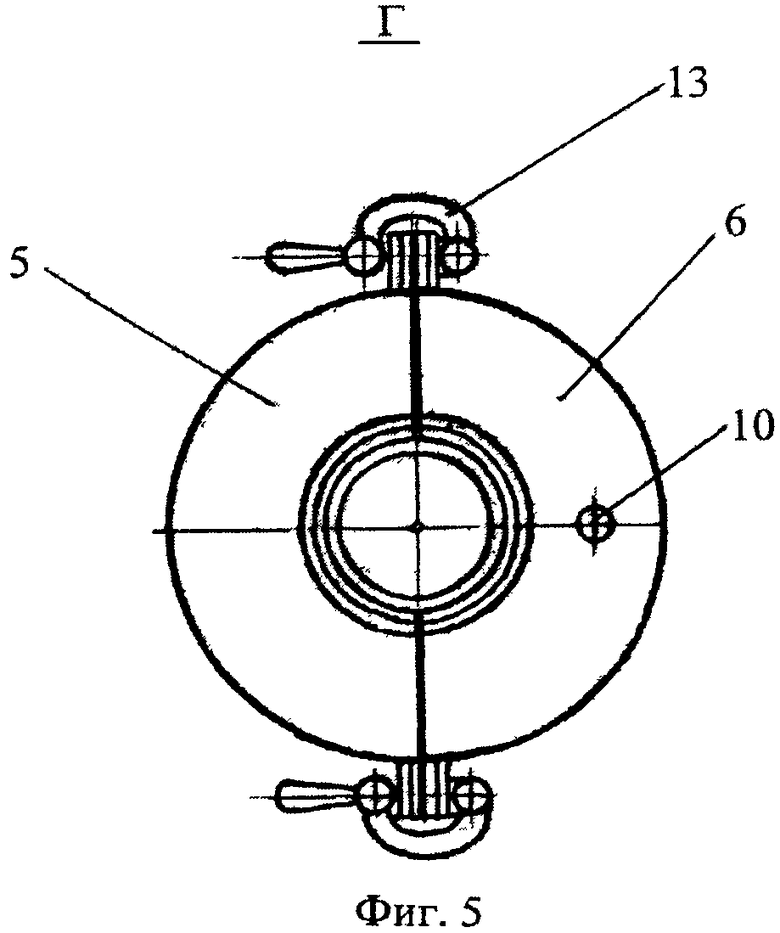
Фиг.5 - вид Г на фиг.1 (отвод энергоносителя),
Фиг.6 - продольный разрез тороидальной гофрированной муфты,
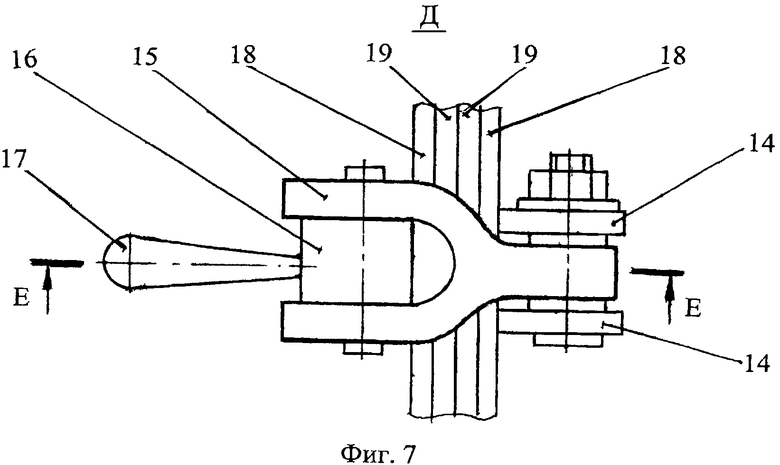
Фиг.7 - вид Д на фиг.1 (быстроразъемный зажим для соединения частей кожуха),
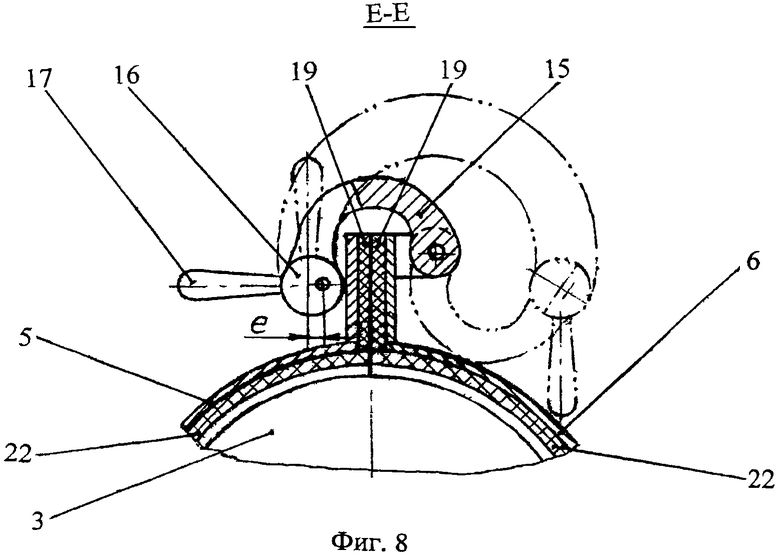
Фиг.8 - разрез Е-Е с фиг.7 (быстроразъемный зажим для соединения частей кожуха в разрезе),
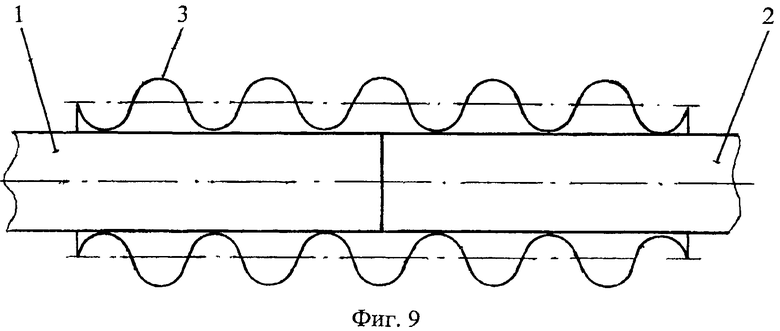
Фиг.9 - продольный разрез устройства с тороидальной гофрированной муфтой в эксплуатационном положении.
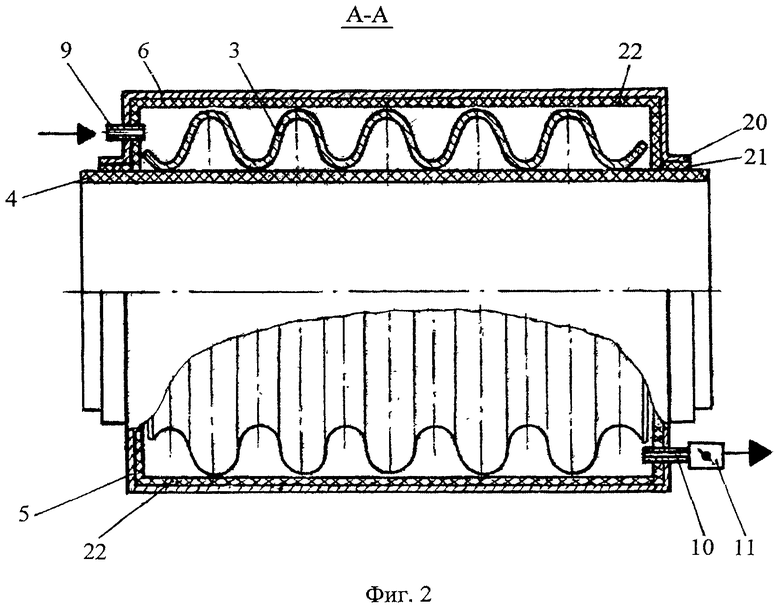
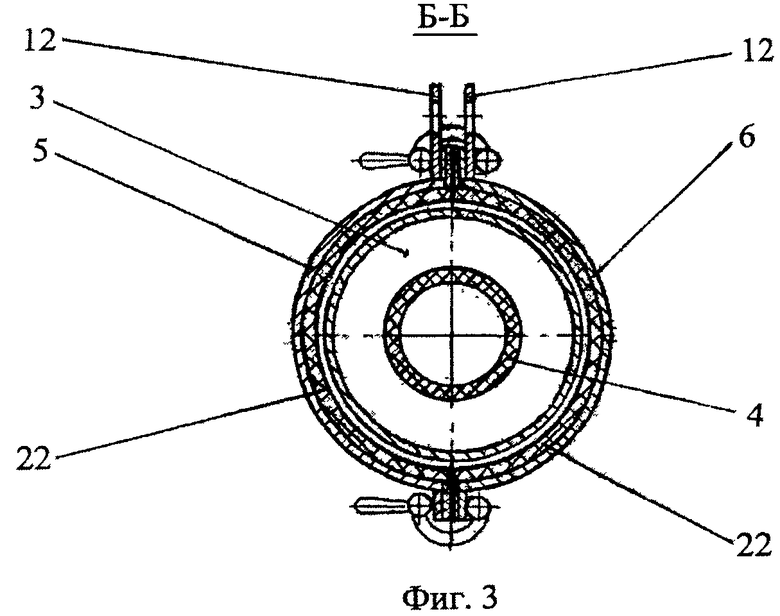
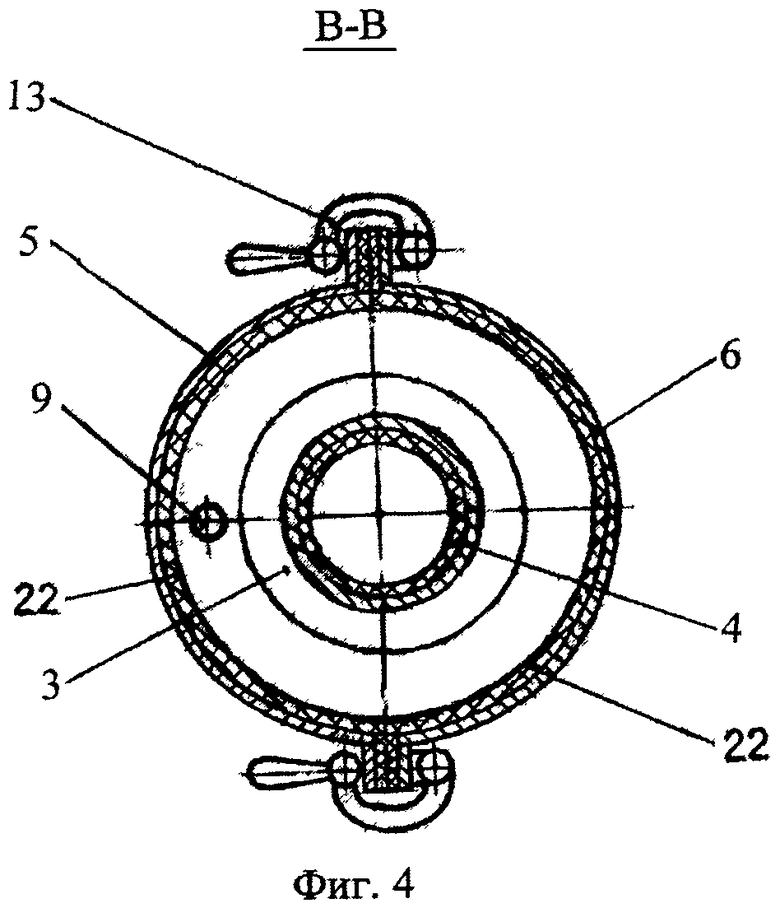
Термомеханическое соединение цилиндрических деталей, преимущественно труб большого диаметра 1 и 2, содержит соединительный рабочий орган 3 (см. фиг.2 и 9), выполненный из обычной нержавеющей стали, например, марки 12Х18Н10Т по ГОСТ 7350-77, с наведением в нем в заводских условиях «памяти формы» и деформации в состоянии сверхпластичности.
Известен эффект Курдюмова (Металлофизика, 1981, том 3, №2, с.124. Киев. Наукова думка), в котором раскрывается «явление термоупругого равновесия в металлах и сплавах при фазовых превращениях мартенситного типа, заключающееся в образовании упругих кристаллов мартенсита, границы которых в интервале температур превращения при изменении температуры и (или) поля напряжений перемещаются в сторону мартенситной или исходной фазы с одновременным обратным изменением геометрической формы образующихся областей твердого тела». Наиболее эффективным сплавом в машиностроении считался сплав нитинол, стоимость которого в настоящее время составляет 13600 руб./кг (данные ЗАО Промышленный центр МАТЭКС, 121596, Москва, ул. Горбунова, д. 1), что намного больше стоимости нержавеющей стали, например, марки 12Х18Н10Т по ГОСТ 7350-77, стоимость которой в настоящее время составляет всего 115 руб./кг. Для выполнения соединительного рабочего органа из сплава нитинола для соединения концов труб большого диаметра (более 1 м) потребуется большое количество металла, а следовательно, потребуются большие экономические затраты.
Известен способ наведения эффекта памяти формы (ЭПФ) в металлических материалах (см. патент Японии №53-8524, 10А745, C21D 7/00, опубликован 29.03.78 г.). Известен «Эффект памяти формы в стали 1Х18Н10Т». Под редакцией Арбузовой И.А., Коваль Ю.Н., Мартынова В.В. Журнал «Физика металлов и металловедение», 1974, т.37, №5, с.1103-1105), а также «Эффект памяти формы после пластической деформации стали 1Х18Н10Т при низких температурах». Под редакцией И.А.Арбузовой, Ю.Н.Коваль, В.В.Мартынова в книге «Стали и сплавы криогенной техники», Киев: Наукова думка, 1977, с.203-206.
Применив известный способ наведения ЭПФ в нержавеющих сталях для нашего рабочего органа 3 (см. фиг.2 и 9), удалось снизить экономические затраты по сравнению с наиболее близким аналогом, а также повысить жесткость рабочего органа 3 за счет деформации его металла в состоянии сверхпластичности.
При эксплуатации устройства соединительный рабочий орган 3 устанавливают на концы соединяемых труб 1 и 2. До момента эксплуатации устройства рабочий орган 3 установлен на имитаторе 4 (см. фиг.2) концов соединяемых труб 1 и 2, который предназначен для защиты рабочего органа 3 изнутри от влияния внешней среды до момента эксплуатации устройства (при его транспортировке). Имитатор 4 имеет наружный диаметр, равный наружному диаметру соединяемых труб, и выполнен из неметаллического теплозащитного материала, например сферопластика марки ЭДС-5АС по ТУ 5.966-21114-85, имеющего пористую структуру, обладающего в морской воде положительной плавучестью, а также повышенной прочностью. Снаружи рабочий орган 3 заключен в кожух, состоящий из двух частей 5 и 6 (см. фиг.1 и 2), предназначенный для защиты рабочего органа 3 от влияния внешней среды. Рабочий орган 3 имеет (см. фиг.6) гофры с наружными выпуклостями 7 с радиусами rн и вогнутостями 8 с радиусами rв. Соответственно гофрированный рабочий орган имеет наружный радиус Rн и внутренний радиус Rв.
Соединительный рабочий орган 3 выполнен в виде тороидальной гофрироавнной муфты из нержавеющей стали, например, марки 12Х18Н10Т по ГОСТ 7350-77 с наведенным ЭПФ (см. патент Японии №53-8524, 10А745, C21D 7/00, опубликован 29.03.78 г., см. статью «Эффект памяти формы в стали 1Х18Н10Т». Под редакцией Арбузовой И.А., Коваль Ю.Н., Мартынова В.В. в журнале «Физика металлов и металловедение», 1974, т.37, №5, C.1103-1105, см. статью «Эффект памяти формы после пластической деформации стали 1Х18Н10Т при низких температурах». Под редакцией И.А.Арбузовой, Ю.Н.Коваль, В.В.Мартынова в книге «Стали и сплавы криогенной техники», Киев: Наукова думка, 1977, с.203-206).
В заводских условиях соединительному рабочему органу 3, выполненному в виде гофрированной муфты, придают «память формы», например, бесфильерным волочением движением нагревающего индуктора в состоянии сверхпластичности при скорости деформации порядка Vd=10-4…10-2 с-1, предварительно листы нержавеющей стали нагревают до температуры 1000°C и охлаждают (закаливают) в воде. При проведении многократного термоциклирования до 50 раз эффект восстановления формы увеличивается до 100%, при этом деформация на деталь не должна превышать напряжения в 20%. ЭПФ в стали 1Х18Н10Т опубликован учеными-металловедами И.А.Арбузовой, Ю.Н.Коваль, В.В.Мартыновым, Л.Г,Хандрос в труде «Академия Наук СССР. Физика металлов и металловедение», том 37, вып.5, с.1103-1105. Издательство Наука, 1974 г.В их труде (без приложения деформации в состоянии сверхпластичности) образцы из стали 1Х18Н10Т достигали восстановление формы до 70%. Наибольшего эффекта по восстановлению формы (см. книгу «Применение эффекта памяти формы в современном машиностроении». Под редакцией А.С.Тихонова, А.П.Герасимова, И.И.Прохоровой, с.75) является условие деформации по уничтожению формы в состоянии сверхпластичности (см. книгу «Эффект сверхпластичности металлов и сплавов». Под редакцией А.С.Тихонова, с.42-46). В состоянии сверхпластичности в деформируемых металлах или сплавов происходят:
1) резкое снижение сопротивления деформации и увеличение характеристик пластичности;
2) повышение диффузионной подвижности атомов в состоянии сверхпластичности;
3) повышается способность к деформационному упрочнению и весьма высокая чувствительность напряжений течения к изменению скорости деформации при проведении пластической деформации;
4) ускорение процессов релаксации напряжений;
5) повышение уровня экзоэлектронной эмиссии;
6) необычно высокий уровень внутреннего трения при температуре сверхпластичности;
7) высокая прочность сверхпластичных материалов при низких температурах пластической деформации.
При прокладке трубопровода в морских условиях, где температура морской воды колеблется от -2°C до +32°C, критерием аустенитного превращения нержавеющей стали будут являться температуры от 40 до 50°C. Для целевого использования рабочего органа на море температура аустенитного превращения Ак в нем должна быть от 50 до 60°C, чтобы избежать спонтанного формоизменения его при температуре 32°C.
Для целевого использования рабочего органа на суше, где в условиях Крайнего Севера температура воздуха может опускаться до величины -40°C, рабочий орган должен иметь температуру мартенситного превращения Мк, равную -60°C, чтобы избежать спонтанного формоизменения при охлаждении до температуры выше -40°C. Перед доставкой устройства к месту эксплуатации рабочий орган 3 охлаждают до температуры -60°C в заводских условиях, деформируют для увеличения внутреннего диаметра на 4%, обеспечивающего свободную посадку рабочего органа на имитатор 4, то есть на 4% больше наружного диаметра стыкуемых концов труб 1 и 2, при этом в кристаллической решетке стали при сдвиге происходит «запоминание» этой формы, в результате чего при дальнейшем только охлаждении до мартенситного формоизменения при температуре -60°C рабочий орган 3 вспоминает свою форму (увеличенный диаметр).
При нагревании рабочего органа 3 в заводских условиях до температуры 50-60°C его корпус вновь деформируют до уменьшения его внутреннего диаметра на 4% меньше наружного диаметра соединяемых концов труб 1 и 2. При этом в кристаллической решетке стали при сдвиге происходит «запоминание» этой формы, в результате чего при дальнейшем только нагревании до аустенитного формоизменения при температуре +50°C рабочий орган 3 «вспоминает» свою форму (уменьшенный диаметр).
Части кожуха 5 и 6 имеют одинаковую конструкцию, но отличаются тем, что с торцевой стороны кожуха 5 (см. фиг.2 и 4) установлен герметично выполненный патрубок 9 подачи во внутреннюю полость кожухов 5 и 6 энергоносителя (хладагента или утилизированной горячей воды) для контакта с наружной поверхностью рабочего органа, причем патрубок 9 подвода энергоносителя установлен слева от оси соединяемых концов труб. На торцевой стороне кожуха 6 установлен герметично выполненный патрубок 10 (см. фиг.2 и 5) для отвода из внутренних полостей кожухов 5 и 6 энергоносителя (хладагента или утилизированной горячей воды). На патрубке 10 установлена задвижка 11, с помощью которой возможна регулировка потока энергоносителя (см. фиг.2), причем патрубок 10 отвода энергоносителя установлен справа от оси соединяемых концов труб.
В центральной верхней части кожухи 5 и 6 имеют обухи 12 (см. фиг.1 и 3) для транспортировки устройства к месту соединения деталей-концов труб 1 и 2. Ближе к торцам кожухи 5 и 6 имеют быстроразъемные зажимы 13 (см. фиг.1, 3, 4, 5, 7 и 8), причем на наружных стенках кожуха 6, сверху и снизу, неподвижно установлены обушки 14 (см. фиг.7) с шарнирным креплением к ним вилок 15 (см. фиг.7 и 8) с эксцентриковыми сухарями 16 и рукоятками 17. Сухари 16 выполнены с эксцентриситетом «е» (см. фиг.8), за счет которого возможен зажим кожухов 5 и 6 через рабочие поджимные поверхности кожуха 5.
Части кожуха 5 и 6 (см. фиг.8) имеют отбортовки 18, к внутренним поверхностям которых прикреплены резиновые прокладки 19 (см. фиг.2 и 8) для создания герметичности при зажиме кожухов. Такие же отбортовки, но дугообразные 20 (см. фиг.1 и 2), выполнены по торцам кожухов 5 и 6 вдоль их оси для контакта с концами трубопроводов 1 и 2 или со съемным цилиндрическим имитатором 4. К внутренним дугообразным отбортовкам 20 также прикреплены резиновые прокладки 21. Внутренние стенки частей 5 и 6 кожуха имеют теплозащитную оболочку 22, выполненную, например, из силикагеля.
В гофрированной тороидальной муфте 3 параметр закругления радиусов m=rв/Rв=0,04 (см. книгу «Сильфоны. Расчет и проектирование». Под редакцией Л.Е.Андреевой, М.: Машиностроение. 1975, с.24-60), или m=rн/Rн=0,05, что способствует уменьшению массы рабочего органа 3. Также в рабочем органе 3 параметр глубины гофра k=Rн/Rв=1,09, что также способствует уменьшению массы рабочего органа 3. Кроме того, внутренние радиусы гофров в соединительной муфте 3 выполнены с уплотнением, следовательно, параметр отношения радиусов торовых участков n=rн/rв=1,1, что увеличивает жесткость рабочего органа при обхвате наружной поверхности соединяемых концов цилиндрических деталей (труб).
Использование устройства на суше в условиях Крайнего Севера происходит следующим образом.
Устройство с рабочим органом 3, которому в заводских условиях предварительно задано увеличенное по диаметру состояние при низких температурах и который установлен на имитаторе 4, доставляют к месту проведения операции по соединению труб 1 и 2.
Наружная температура воздуха в месте соединения концов труб 1 и 2 может опускаться до величины -40°C, а в летнее время нагреваться до температуры +40°C, поэтому необходимо подать хладагент, например жидкий азот (с температурой -196°C) к патрубку 9 (см. фиг.1, 2 и 4) для создания внутри кожуха температуры до -60°C, при которой рабочий орган 3 «вспоминает» свой увеличенный внутренний диаметр, который на 4% больше наружного диаметра имитатора 4 или соединяемых концов труб 1 и 2. Понижение минусовой температуры окружающей среды от -40°C до -60°C способствует гарантийному превышению внутреннего диаметра рабочего органа 3 на 4% больше наружного диаметра соединяемых труб 1 и 2 или имитатора 4, что дает возможность снять устройство с имитатора 4.
Затем удаляют имитатор 4 из рабочего органа 3, находящегося внутри кожуха. На место имитатора 4 внутрь рабочего органа 3 (см. фиг.3) заводят концы соединяемых труб 1 и 2, после чего прекращают подачу энергоносителя (хладагента) внутрь кожуха. Рабочий орган 3, находясь в контакте с окружающей средой, начинает нагреваться от температуры окружающей среды до величины +32°C…+40°C.
Далее через патрубки 9 (см. фиг.2 и 4) внутрь кожуха подают горячую воду или пар с температурой около 100°C для нагрева рабочего органа 3 до температуры 50-60°C, при которой рабочий орган 3 «вспоминает» свой уменьшенный внутренний диаметр, который на 4% меньше наружного.
В результате фазового превращения структуры стали рабочего органа 3 совершается работа на уменьшение его внутреннего диаметра, при этом в соединении возникает напряжение до величины порядка 500 МПа (5000 кгс/см2). При этом происходит сжатие рабочим органом 3 соединяемых концов труб 1 и 2 с большой силой, сопровождающееся большим натягом между контактируемыми поверхностями гофр 8 рабочего органа 3 и соединяемыми концами труб 1 и 2 по типу контактной холодной сварки (см. «Справочник для изобретателя и рационализатора». М.: Машиностроение, 1962, Свердловск, с.540). При сжатии рабочего органа 3 происходит герметичное, тороидальное соединение по наружным поверхностям концов труб 1 и 2.
По завершении операции герметичного соединения (см. фиг.9) на суше прекращают подачу к патрубку 9 энергоносителя (горячей воды), раскрывают быстроразъемные зажимы 13, отводят части 5 и 6 кожуха от места соединения концов труб 1 и 2, оставляя рабочий орган 3 как соединительный узел на стыке концов двух труб 1 и 2.
При необходимости расстыковки данного соединения на суше, например при ремонте трубопровода, вокруг него устанавливают вновь части кожуха 5 и 6, быстроразъемными зажимами 13 соединяют в единый кожух, к патрубку 9 подают хладагент для охлаждения рабочего органа 3 до температуры -60°C, при которой он «вспоминает» свой внутренний увеличенный диаметр, превышающий на 4% диаметр соединенных труб 1 и 2, что позволяет совершить демонтаж рабочего органа 3 с места соединения. Далее внутрь рабочего органа 3 устанавливают имитатор 4, который предотвращает нагрев рабочего органа 3 от воздействия внешней среды, что способствует уменьшению расхода хладагента.
Использование устройства под водой в морской акватории в условиях Крайнего Севера происходит следующим образом.
Поскольку температура морской воды у поверхности колеблется от -2°C до +32°C, например в условиях Балтийского моря, то достаточно мартенситную точку фазового перехода в сплаве нержавеющей стали рабочего органа 3 поднять до температуры -24°C. Но в условиях Крайнего Севера при транспортировке устройства к месту установки на него будет влиять окружающая среда, следовательно, температура воздуха будет -40°C и мартенситную точку фазового превращения нужно иметь при -60°C. Температура аустенитного фазового перехода в материале рабочего органа 3 должна быть выше +32°C, т.е. порядка +50°C (например, в условиях Балтийского моря). При наличии в сплаве рабочего органа 3 мартенситной точки превращения Мк=(-60°C) и аустенитной точки превращения Ак=+50°C не произойдет спонтанного разъединения рабочего органа 3 после его установки на стыкуемые концы трубопроводов 1 и 2.
Далее устройство с рабочим органом 3, которому в заводских условиях предварительно задано состояние деформации при заданных температурах мартенситного [(Мк=(-60°C)] и аустенитного (АК=+50°C) превращений и который установлен на имитаторе 4, доставляют к месту проведения операции по соединению концов труб 1 и 2.
Далее процесс соединения труб под водой осуществляют при помощи оператора либо водолаза аналогично процессу соединения труб на суше, описанному выше.
Предложенное ТМС трубопроводов надежно, герметично, экономично, универсально благодаря выполнению соединительного рабочего органа в виде гофрированной втулки из однородного с трубами материала, что значительно снижает экономические затраты и позволяет соединять трубопроводы любых диаметров без дополнительной обработки их соединяемых концов, особенно используемых в нефтегазодобыче при прокладке трубопроводов как на суше, так и под водой в условиях Крайнего Севера и Балтийского моря.
В заявляемом устройстве расход энергии при проведении процесса герметичного соединения трубопроводов незначителен за счет применения кожуха с теплозащитной оболочкой, исключающей влияние на соединительный рабочий орган окружающей среды, холодного воздуха или морской воды, а также установка внутри рабочего органа технологического имитатора наружного диаметра соединяемых концов трубопроводов до момента эксплуатации устройства.
Новое устройство в сравнении с наиболее близким аналогом создаст экономический эффект за счет ликвидации уплотнительных эластичных колец между внутренними поверхностями гофров рабочего органа и наружными поверхностями соединяемых концов труб.
Новое устройство создаст экономический эффект за счет упрощения конструкции его, ликвидации охладителя-нагревателя в виде труб-змеевиков и создания рабочего органа с гофрами, имеющими тороидальную форму, которое способствует энергоносителю наиболее объемно контактировать с наружной поверхностью рабочего органа 3, что способствует сокращению времени на нагрев или охлаждение его.
Предлагаемое устройство удобно в эксплуатации за счет выполнения кожуха разъемным с быстроразъемными зажимами и с обухами для транспортировки устройства к месту стыковки соединяемых деталей-труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОМЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ ТРУБ | 2007 |
|
RU2350822C1 |
| Гофрированная труба для кабелепровода (варианты), муфта для соединения гофрированных труб и способ монтажа кабелепровода | 2019 |
|
RU2700570C1 |
| СИСТЕМА ЛОКАЛЬНОГО ХРАНЕНИЯ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА С ИЗМЕНЯЮЩИМСЯ ОБЪЕМОМ | 2020 |
|
RU2777177C2 |
| СИЛЬФОННЫЙ КОМПЕНСАТОР ДЕФОРМАЦИЙ ТРУБОПРОВОДОВ | 1998 |
|
RU2122148C1 |
| НАСОСНО-КОМПРЕССОРНАЯ ТРУБА С ТЕПЛОИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ | 2018 |
|
RU2704405C1 |
| АМОРТИЗАТОР БУРИЛЬНОЙ КОЛОННЫ | 1998 |
|
RU2149253C1 |
| НАСОСНО-КОМПРЕССОРНАЯ ТРУБА С ТЕПЛОИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ | 2024 |
|
RU2832747C1 |
| КОМПЕНСАТОР ДЛЯ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ | 1998 |
|
RU2208194C2 |
| РЕГУЛЯТОР ТЕМПЕРАТУРЫ СИСТЕМЫ ОТОПЛЕНИЯ ЗДАНИЙ | 2009 |
|
RU2390816C1 |
| Сильфонное компенсационное устройство для бесканальной прокладки трубопровода | 2016 |
|
RU2640136C2 |
Изобретение относится к области машиностроения и предназначено для соединения цилиндрических деталей, преимущественно труб большого диаметра, выполненных из нержавеющей стали. Устройство содержит соединительный рабочий орган, охватывающий концы соединяемых деталей. Рабочий орган заключен в герметичный разъемный цилиндрический кожух из двух половин с теплозащитной оболочкой. По торцам кожуха выполнены отбортовки с уплотнительными прокладками. На стыке двух половин кожуха выполнены быстроразъемные зажимы. Снаружи кожуха имеются обухи для транспортировки устройства и патрубки подвода-отвода энергоносителя. Соединительный рабочий орган выполнен из нержавеющей стали. Рабочий орган представляет собой тороидальную гофрированную муфту. Описан способ термомеханического соединения труб. Изобретение упрощает процесс монтажа соединения труб и повышает его надежность. 2 н. и 8 з.п. ф-лы., 9 ил.
1. Термомеханическое соединение труб, преимущественно труб большого диаметра, выполненных из нержавеющей стали, содержащее соединительный рабочий орган, выполненный из металла с последующим наведением в нем эффекта памяти формы, охватывающий концы соединяемых труб, рабочий орган заключен в герметичный разъемный цилиндрический кожух из двух половин с теплозащитной оболочкой внутри него, с отбортовками и уплотнительными прокладками, на стыке двух половин кожуха имеются быстроразъемные зажимы, снаружи кожуха выполнены обухи для транспортировки устройства и патрубки подвода-отвода энергоносителя, до момента эксплуатации устройства рабочий орган установлен на имитаторе соединяемых концов труб, отличающееся тем, что соединительный рабочий орган выполнен из нержавеющей стали и представляет собой тороидальную гофрированную муфту.
2. Термомеханическое соединение труб по п.1, отличающееся тем, что тороидальная гофрированная муфта имеет параметр закругления радиусов гофра m=rв/Rв=0,04.
3. Термомеханическое соединение труб по п.1, отличающееся тем, что тороидальная гофрированная муфта имеет параметр глубины гофра k=Rн/Rв=1,09.
4. Термомеханическое соединение труб по п.1, отличающееся тем, что тороидальная гофрированная муфта имеет параметр отношения радиусов торовых участков n=rн/rв=1,1.
5. Термомеханическое соединение труб по п.1, отличающееся тем, что патрубки подвода-отвода энергоносителя выполнены на торцевых сторонах кожухов с обеих сторон.
6. Термомеханическое соединение труб по п.5, отличающееся тем, что на патрубке отвода энергоносителя установлена задвижка для регулировки потока энергоносителя к соединительному рабочему органу.
7. Способ термомеханического соединения труб в соединительном рабочем органе заключается в наведении в нем эффекта памяти формы, отличающийся тем, что соединительный рабочий орган выполняют в виде тороидальной гофрированной муфты из нержавеющей стали, а наведение в нем эффекта памяти формы производят в состоянии сверхпластичности при многоразовом термоциклировании с осуществлением одновременной деформации.
8. Способ по п.7, отличающийся тем, что перед деформацией листы-заготовки для соединительного рабочего органа нагревают до температуры 1000°C и охлаждают в воде.
9. Способ по п.7, отличающийся тем, что при проведении операции деформации соединительного рабочего органа скорость деформации осуществляют в пределах Vd=10-4÷10-2 с-1.
10. Способ по п.7, отличающийся тем, что при проведении операции деформации соединительного рабочего органа давление на его корпус осуществляют при напряжении не более 20%.
| ТЕРМОМЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ ТРУБ | 2007 |
|
RU2350822C1 |
| ТЕРМОУСАЖИВАЮЩАЯСЯ МУФТА | 2004 |
|
RU2267687C1 |
| СПОСОБ СЕЛЕКЦИИ ФРАГМЕНТА ИЗОБРАЖЕНИЯ ДЛЯ ТЕЛЕВИЗИОННЫХ КООРДИНАТОРОВ | 2006 |
|
RU2319316C1 |
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОИЗОЛЯЦИИ СТЫКОВОГО СОЕДИНЕНИЯ | 2002 |
|
RU2210658C1 |
| US 4287696 A, 08.09.1981. | |||

