Изобретение относится к области обработки металлов давлением и касается получения различных профилированных изделий, в частности изготовления мелющих и подшипниковых шаров.
В настоящее время шары получают методами литья, штамповкой или прокаткой на специальных станах в клетях винтовой прокатки, включающих два рабочих валка, жестко установленных в станине, и направляющие проводки [1].
Недостатком этой конструкции клети является отсутствие возможности регулировки положения валков и тем самым компенсации износа реборд рабочих валков, что обусловливает частые перевалки и снижает производительность.
Наиболее близким по технической сущности к заявленному техническому решению является рабочая клеть, включающая два рабочих валка, каждый из которых опирается на две подушки, закрепленные в кассете, установленной в станине, механизмы перемещения валков, проводки с устройствами для регулировки их положения [1].
Целью изобретения является повышение жесткости конструкции клети и точности изготавливаемых шаров, повышение производительности за счет сокращения потерь времени при перевалке.
Поставленная цель достигается тем, что рабочая клеть, включающая два рабочих валка, каждый из которых опирается на две подушки, закрепленные в кассете, установленной в станине, механизмы перемещения валков, проводки с устройствами для регулировки их положения, отличается тем, что она снабжена рамой для установки на ней станины с возможностью поворота последней в вертикальной плоскости на угол 90o относительно оси, перпендикулярной оси прокатки, вмонтированными в каждую из кассет траверсами, жестко связывающими подушки в кассете, механизмами поворота траверс, размещенными на каждой из кассет и включающими ось вращения траверсы, закрепленную в кассете, стопор траверсы, фиксирующий ее положение в кассете, и винтовой механизм поворота, содержащий закрепленную в кассете нажимную гайку, установленный в ней полый нажимной винт с размещенной в нем тягой, закрепленной одним концом в траверсе, а другим на торце винта, станина выполнена в виде замкнутого коробчатого каркаса, состоящего из двух плит с окнами под кассеты, связанных поперечинами, в расточках которых размещены механизмы установки валков и проводок.
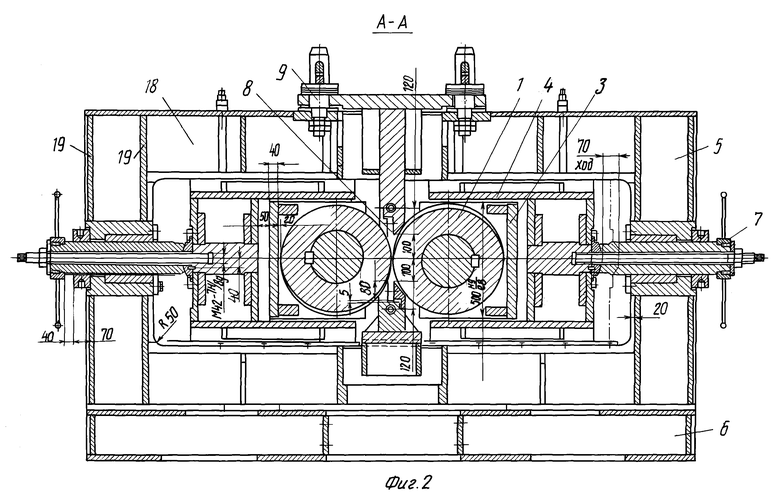
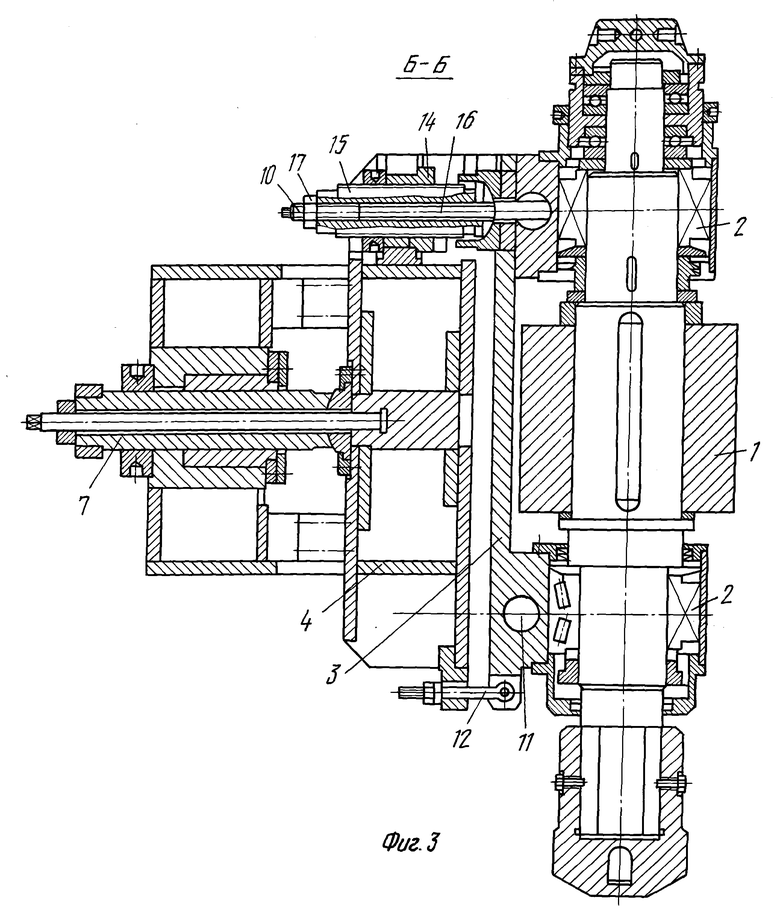
Изобретение иллюстрируется чертежом, где на фиг. 1 изображена рабочая клеть (вид сбоку); на фиг. 2 - вид клети в разрезе; на фиг. 3 - валковый узел.
Рабочая клеть включает два рабочих валка 1, каждый из которых опирается на две подушки 2, размещенные в общей траверсе 3, закрепленной в кассете 4, установленной в станине 5, которая крепится на раме 6 с возможностью поворота в вертикальной плоскости на угол 90o, механизмы 7 перемещения валков, проводки 8 с устройствами 9 для регулировки их положения, механизм 10 поворота траверсы 3, размещенный на кассете 4, включающий ось 11 вращения траверсы, закрепленную в кассете, стопор 12 траверсы, фиксирующий ее положение в кассете, и винтовой механизм 13 поворота, содержащий закрепленную в кассете нажимную гайку 14, установленный в ней полый нажимной винт 15 с размещенной в нем тягой 16, закрепленной одним концом в траверсе, а другим на торце винта 15 гайкой 17. Станина состоит из двух плит 18, имеющих окна для размещения кассет, плиты соединены в общий каркас поперечинами 19 с расточками под механизмы установки валков и проводок.
Клеть работает следующим образом.
Нагретая заготовка подается в рабочие валки 1, захватывается ими и, перемещаясь по винтовой траектории в специальных калибрах, нарезанных на валках, формируется в шаровые элементы, разделенные тонкими перемычками. Усилие прокатки воспринимается подушками 2 и через траверсу 3 передается на кассету 4 и от нее на станину 5. Станина представляет собой замкнутую жесткую неразъемную конструкцию, воспринимающую и замыкающую усилия прокатки.
В процессе работы валки подвергаются интенсивному износу, для компенсации которого без замены валков обеспечивается подстройка клети путем поворота траверсы с закрепленными на ней подушками относительно оси прокатки с помощью механизма 10 поворота на заданный угол. Положение траверсы после разворота фиксируется с помощью стопора 12.
Для осуществления перевалки рабочих валков последние отсоединяются от привода, затем клеть поворачивается относительно плоскости рамы на 90o, и в этом положении валки вместе с подушками и траверсой извлекаются из клети, а на их место вставляется новый комплект рабочих валков в сборе.
Предлагаемая конструкция рабочей клети обладает высокой жесткостью и обеспечивает получение шаров высокой точности по геометрическим размерам и форме рабочей поверхности, наличие механизма регулировки положения валка относительно оси прокатки позволяет компенсировать износ валка и сократить число перевалок, установка клети на раме с возможностью поворота на 90o облегает осуществление перевалки и сокращает ее время.
Литература
1. А. И. Целиков и др. Специальные прокатные станы. М.: Металлургия, 1971, с. 109...121.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| Двухвалковая клеть стана винтовой прокатки | 2017 |
|
RU2707206C2 |
| Прокатная клеть с многовалковымКАлибРОМ | 1979 |
|
SU804018A1 |
| СПОСОБ ПЕРЕВАЛКИ ДВУХВАЛКОВОЙ КЛЕТИ ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2006 |
|
RU2352411C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2004 |
|
RU2288793C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2006 |
|
RU2357816C2 |
| Прокатная клеть | 1981 |
|
SU1003947A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
Изобретение относится к области обработки металлов давлением и касается конструкции рабочих клетей для получения профилированных изделий, например шаров. Технический результат изобретения - повышение жесткости конструкции клети, тем самым улучшение качества продукции, сокращение количества и времени перевалок. Рабочая клеть включает два рабочих валка, каждый из которых опирается на две подушки, закрепленные в кассете, установленной в станине, механизмы перемещения валков, проводки с устройствами для регулировки их положения, клеть снабжена рамой для установки на ней станины с возможностью поворота последней в вертикальной плоскости на угол 90o относительно оси, перпендикулярной оси прокатки, вмонтированными в каждую из кассет траверсами, жестко связывающими подушки в кассете, механизмами поворота траверс, размещенными на каждой из кассет и включающими ось вращения траверсы, закрепленную в кассете, стопор траверсы, фиксирующий ее положение в кассете, и винтовой механизм поворота, содержащий закрепленную в кассете нажимную гайку, установленный в ней полый нажимной винт с размещенной в нем тягой, закрепленной одним концом в траверсе, а другим на торце винта, станина выполнена в виде замкнутого коробчатого каркаса, состоящего из двух плит с окнами под кассеты, связанных поперечинами, в расточках которых размещены механизмы установки валков и проводок. 3 ил.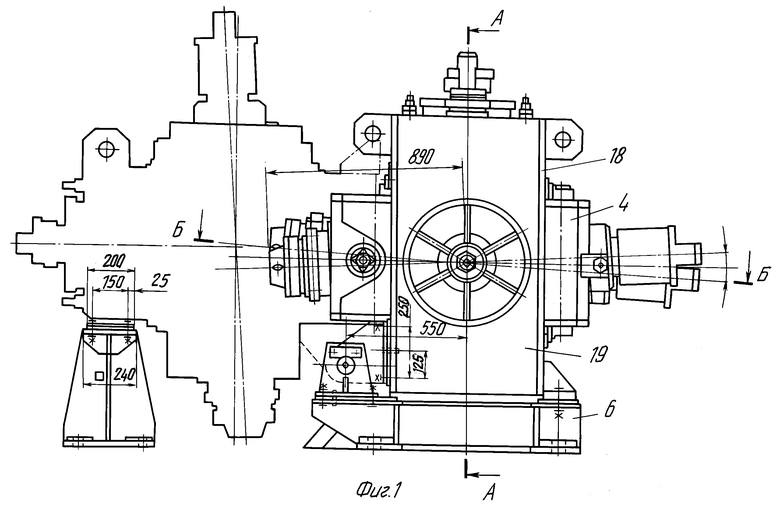
Рабочая клеть, включающая два рабочих валка, каждый из которых опирается на две подушки, закрепленные в кассете, установленной в станине, механизмы перемещения валков, проводки с устройствами для регулировки их положения, отличающаяся тем, что она снабжена рамой для установки на ней станины с возможностью поворота последней в вертикальной плоскости на угол 90o относительно оси, перпендикулярной оси прокатки, вмонтированными в каждую из кассет траверсами, жестко связывающими подушки в кассете, механизмами поворота траверс, размещенными на каждой из кассет и включающими ось вращения траверсы, закрепленную в кассете, стопор траверсы, фиксирующий ее положение в кассете, и винтовой механизм поворота, содержащий закрепленную в кассете нажимную гайку, установленный в ней полый нажимной винт с размещенной в нем тягой, закрепленной одним концом в траверсе, а другим на торце винта, станина выполнена в виде замкнутого коробчатого каркаса, состоящего из двух плит с окнами под кассеты, связанных поперечинами, в расточках которых размещены механизмы установки валков и проводок.
| Целиков А.И | |||
| и др | |||
| Специальные прокатные станы | |||
| - М.: Металлургия, 1971, с.109-121 | |||
| Станина клети стана винтовой прокатки | 1976 |
|
SU556853A1 |
| Двухвалковая клеть стана винтовой прокатки | 1986 |
|
SU1319946A1 |
| ФИЛЬТР-ТЕПЛООБМЕННИК | 1986 |
|
SU1354824A1 |
| РЕГУЛИРУЕМЫЙ ФАЗОВРАЩАТЕЛЬ | 1986 |
|
SU1433358A1 |
| US 5295379, 22.03.94. | |||

