Область техники, к которой относится изобретение
Настоящее изобретение относится к изготовлению из трудно обрабатываемых материалов компонентов газовых турбин, главным образом турбин газотурбинных авиационных двигателей, путем выполнения в соответствующей заготовке вырезов с одной или несколькими боковыми стенками и, в частности, к изготовлению цельных облопаченных роторов газовых турбин, в которых вырезы образуют межлопаточные каналы для прохода газа, а их боковые стенки образуют поверхности лопаток.
Предпосылки создания изобретения
Цельный облопаченный ротор газовой турбины в зависимости от формы его поперечного сечения часто называют облопаченным диском или лопаточным венцом. Облопаченный диск представляет собой выполненный за одно целое с лопатками ротор, который имеет форму диска, а лопаточный венец представляет собой выполненный за одно целое с лопатками ротор, который имеет форму кольца.
В настоящее время известно несколько способов изготовления цельных облопаченных роторов. Цельные облопаченные роторы изготавливают, в частности, фрезерованием, а также методами химической и электрохимической обработки, удаляя из заготовки ротора материал между боковыми стенками межлопаточных каналов. Изготовление цельных облопаченных роторов фрезерованием описано, например, в патенте US 6077002. Все известные в настоящее время методы изготовления цельных облопаченных роторов связаны с высокими затратами времени и существенно повышают стоимость изготовления роторов.
В основу настоящего изобретения была положена задача разработать способ изготовления цельных облопаченных роторов, который позволял бы существенно уменьшить время, затрачиваемое на удаление в местах расположения в роторе межлопаточных каналов из заготовки ротора необходимого количества материала.
Краткое изложение сущности изобретения
В настоящем изобретении предлагается способ изготовления из трудно обрабатываемых материалов компонентов газовых турбин, главным образом турбин газотурбинных авиационных двигателей, путем выполнения в соответствующей заготовке вырезов с одной или несколькими боковыми стенками и, в частности, способ изготовления цельных облопаченных роторов газовых турбин, в которых сами вырезы образуют межлопаточные каналы, а их боковые стенки образуют поверхности лопаток, при осуществлении которого сначала по контурам боковых стенок и/или межлопаточных каналов определяют контуры вырезов, затем из заготовки в местах расположения межлопаточных каналов сверлением удаляют материал и после сверления места расположения межлопаточных каналов фрезеруют, окончательно удаляя материал, оставшийся в высверленных в заготовке ротора межлопаточных каналах. В процессе сверления межлопаточных каналов из заготовки удаляют материал путем сверления в ней отверстий, при этом материал удаляют сверлом в направлении течения газа в межлопаточном канале, а оси отверстий располагаются приблизительно параллельно направлению течения газа в высверливаемом в заготовке межлопаточном канале.
Такое необычное сочетание сверления с последующим фрезерованием и окончательным удалением из высверленных в заготовке ротора межлопаточных каналов оставшегося в них материала существенно снижает затраты времени и стоимость изготовления цельных облопаченных роторов.
При изготовлении ротора по меньшей мере среднюю линию межлопаточного канала можно вычислять в соответствии с профилем боковых стенок межлопаточного канала. В процессе сверления ось каждого высверленного в заготовке ротора отверстия проходит приблизительно параллельно средней линии межлопаточного канала, и сверлить каждое отверстие начинают рядом с передними кромками боковых стенок межлопаточного канала и заканчивают рядом с их задними кромками.
При осуществлении изобретения во время сверления в заготовке ротора межлопаточных каналов можно также удалять сверлом материал в каждом межлопаточном канале в направлении, поперечном направлению течения газа в высверливаемом в заготовке ротора межлопаточном канале таким образом, чтобы оси высверленных в заготовке отверстий располагались приблизительно перпендикулярно направлению течения газа в высверливаемом межлопаточном канале. При сверлении сверло перемещается в радиальном направлении от наружного диаметра ротора к его центральной части, и высверленные в заготовке отверстия образуют в ней углубления, напоминающие по форме карманы.
Во всех вариантах осуществления изобретения высверленные в заготовке ротора межлопаточные каналы затем фрезеруют, окончательно удаляя материал, оставшийся в высверленных в заготовке ротора межлопаточных каналах.
Краткое описание чертежей
На прилагаемых к описанию чертежах показано:
на фиг.1 - радиальная проекция цельного облопаченного ротора с изображением трех лопаток в первом по высоте межлопаточных каналов поперечном сечении,
на фиг.2 - радиальная проекция цельного облопаченного ротора, показанного на фиг.1, с изображением трех лопаток во втором по высоте межлопаточных каналов поперечном сечении,
на фиг.3 - радиальная проекция цельного облопаченного ротора, показанного на фиг.1, на первой стадии предлагаемого в изобретении способа его изготовления,
на фиг.4 - радиальная проекция цельного облопаченного ротора, показанного на фиг.1 и 3, на второй стадии предлагаемого в изобретении способа его изготовления,
на фиг.5 - радиальная проекция цельного облопаченного ротора, показанного на фиг.1 и 3, на третьей стадии предлагаемого в изобретении способа его изготовления,
на фиг.6 - иллюстрация первого альтернативного варианта второй стадии предлагаемого в изобретении способа изготовления ротора, показанного во время выполнения этой стадии на фиг.4, и
на фиг.7 - иллюстрация второго альтернативного варианта второй стадии предлагаемого в изобретении способа изготовления ротора, показанного во время выполнения этой стадии на фиг.4.
Предпочтительные варианты осуществления изобретения
На фиг.1 и 2 показана радиальная проекция изготавливаемого предлагаемым в изобретении способом компонента конструкции, в данном случае цельного облопаченного ротора 10 газовой турбины. В настоящем изобретении предлагается новый способ изготовления такого цельного облопаченного ротора 10 из трудно обрабатываемых материалов, например из сплавов никеля или сплавов титана. При изготовлении цельных облопаченных роторов 10 в заготовке ротора выполняют вырезы 11 с двумя противоположными боковыми стенками 12, 13, которые являются частью двух соседних лопаток 14. Боковые стенки 12, 13 вырезов образуют поверхности лопаток ротора, а сами вырезы 11 - его межлопаточные каналы, расположенные между отдельными лопатками 14.
На фиг.1 и 2 показаны два поперечных сечения лопаток 14, расположенных в разных по высоте плоскостях межлопаточного канала. Как показано на фиг.1 и 2, боковые стенки 12 и 13 вырезов (межлопаточных каналов) имеют разную форму, которая меняется в радиальном направлении по высоте межлопаточного канала.
При изготовлении цельных облопаченных роторов предлагаемым в изобретении способом вырезы 11 между лопатками 14 ротора выполняют путем сверления и удаления из заготовки материала в местах расположения вырезов или межлопаточных каналов 11 с последующим удалением оставшегося в этих местах материала фрезерованием. Предлагаемый в изобретении способ основан на удалении материала заготовки в местах расположения межлопаточных каналов сверлением отверстий с последующим фрезерованием, которое выполняют после сверления. Ниже со ссылкой на фиг.1-5 подробно рассмотрен первый предпочтительный вариант осуществления предлагаемого в изобретении способа. В соответствии с этим первым предпочтительным вариантом осуществления изобретения во время сверления в заготовке ротора межлопаточных каналов материал удаляют в направлении течения газа в каждом высверливаемом в заготовке ротора межлопаточном канале 11.
До сверления заготовки ротора 10 в направлении течения газа в высверливаемых в ней межлопаточных каналах в местах расположения межлопаточных каналов на одной из боковых сторон фрезеруют показанные на фиг.3 стрелкой 16 технологические поверхности 15, перпендикулярные направлению сверления. Перпендикулярные направлению сверления технологические поверхности 15 обеспечивают необходимую точность и высокое качество сверления.
После фрезерования технологических поверхностей 15 с помощью не показанного на чертежах сверла в заготовке ротора в месте расположения каждого межлопаточного канала сверлят сквозные отверстия 17, 18 и 19 (см. фиг.4). Сквозные отверстия 17, 18 и 19 сверлят в направлении течения газа в высверливаемом в заготовке ротора межлопаточном канале и начинают на технологической поверхности 15, которая расположена у передних кромок 20, а заканчивают у задних кромок 21 боковых стенок 12, 13 высверливаемого межлопаточного канала. Направление сверления или направление оси каждого сквозного отверстия 17, 18 и 19 выбирают в соответствии по меньшей мере с одной средней линией межлопаточного канала 11, координаты которой вычисляют по контуру противоположных стенок 12, 13 высверливаемого в заготовке межлопаточного канала. Вычисленные по контуру боковых стенок 12, 13 средние линии межлопаточного канала обозначены на фиг.1 и 2 позицией 22. Положение средних линий 22 межлопаточных каналов определяется двумя точками 23 и 24, первая из которых расположена посередине между передними кромками 20 боковых стенок 12, 13 межлопаточного канала, а вторая - посередине между задними кромками 21 этих боковых стенок 12, 13. Эти точки показаны на фиг.2. Координаты этих двух точек 23 и 24 точно определяют направление средних линий 22 межлопаточных каналов, которое зависит от радиуса или расположения средней линии по высоте между боковыми стенками 12, 13 межлопаточного канала. Сверлить сквозные отверстия 17, 18 и 19 начинают у расположенных на одной стороне заготовки передних кромок 20 противоположных боковых стенок 12, 13 межлопаточного канала и продолжают сверлить в направлении соответствующей средней линии, которая определяет положение оси отверстия 17, 18 или 19, насквозь через всю заготовку к расположенным на ее другой стороне задним кромкам противоположных боковых стенок 12, 13 межлопаточного канала.
Как показано на фиг.4, в месте расположения одного межлопаточного канала 11 в заготовке ротора необходимо просверлить несколько сквозных отверстий 17, 18 и 19. Диаметр сквозных отверстий 17, 18 и 19, их взаимное расположение и положение их осей (угол наклона сверла) зависят от радиальной высоты каждого отверстия и определяются контурами межлопаточных каналов 11 или контурами боковых стенок 12, 13 лопаток 14. Показанные на фиг.4 отверстия 17, 18 и 19 имеют одно и то же поперечное сечение. В другом варианте изобретения, показанном на фиг.6, отверстия имеют разное поперечное сечение. В варианте, показанном на фиг.6, в заготовке ротора между двумя противоположными боковыми стенками 12, 13 двух соседних лопаток 14 сверлят четыре сквозных отверстия 25, 26, 27 и 27. Поперечное сечение каждого отверстия 25, 26, 27 и 28 зависит от контура или формы боковых стенок 12, 13 лопаток, которая в свою очередь изменяется с изменением радиуса. Отверстие 25, расположенное рядом с внутренней поверхностью 29 межлопаточного канала или рядом с центральной частью ротора 10, имеет наименьший диаметр, поскольку у внутренней поверхности 29 межлопаточного канала боковые стенки 12, 13 лопаток расположены друг от друга на меньшем расстоянии, чем в его других расположенных на большем радиусе и удаленных на большее расстояние от внутренней поверхности 29 местах.
После сверления в заготовке ротора всех сквозных отверстий, которые сверлят в направлении течения газа в высверливаемых в заготовке ротора межлопаточных каналах 11, оставшийся после сверления в межлопаточных каналах материал удаляют с его боковых стенок фрезерованием. Процесс фрезерования межлопаточных каналов проиллюстрирован на фиг.5. На фиг.5 показана фреза 30 и изображенное линией 31 направление ее движения. Во время фрезерования ось фрезы 31 должна быть направлена приблизительно по радиусу ротора 10. Как таковой процесс формирования достаточно хорошо известен специалистам, так или иначе связанным с механической обработкой различных материалов.
Отличительной особенностью описанного выше способа изготовления цельных облопаченных роторов является сочетание процесса сверления с процессом фрезерования. При изготовлении ротора предлагаемым в изобретении способом заготовку ротора фрезеруют после окончания процесса сверления. В процессе сверления диаметр высверливаемых в заготовке ротора сквозных отверстий, их взаимное расположение и положение их осей определяют в соответствии с контурами высверливаемого в заготовке межлопаточного канала. Зная эти параметры сверления, заготовку ротора в местах расположения межлопаточных каналов сверлят предпочтительно в направлении течения газа в высверливаемом в заготовке ротора межлопаточном канале. После сверления боковые стенки высверленных в заготовке межлопаточных каналов (лопатки) фрезеруют, окончательно удаляя оставшийся на них после сверления материал.
В отличие от описанного выше способа для сверления отверстий можно использовать сверло, удаляющее из заготовки ротора материал в направлении, поперечном направлению течения газа в высверливаемом в заготовке ротора межлопаточном канале. Такой вариант сверления заготовки ротора проиллюстрирован на фиг.7. На фиг.7, в частности, показано радиальное поперечное сечение цельного облопаченного ротора 10 с тремя отверстиями 32, 33 и 34, просверленными в заготовке ротора между двумя соседними лопатками 14. При изготовлении цельного облопаченного ротора этим способом ось каждого отверстия 32, 33 и 34 направлена приблизительно по радиусу ротора или, что то же самое, приблизительно перпендикулярно направлению течения газа в высверливаемом в заготовке ротора межлопаточном канале 11. В процессе сверления отверстий 32, 33 и 34 сверло перемещается в радиальном направлении от наружного диаметра ротора к его центральной части, и высверленные в заготовке отверстия образуют в ней углубления, напоминающие по форме карманы. В остальном предлагаемый в этом варианте осуществления изобретения способ изготовления цельного облопаченного ротора ничем не отличается от описанного выше первого предпочтительного варианта осуществления изобретения.
Способ включает определение по контурам боковых стенок и/или межлопаточных каналов контуров вырезов, последующее удаление сверлением из заготовки в местах расположения межлопаточных каналов материала и после сверления - окончательное фрезерование мест расположения межлопаточных каналов путем удаления материала, оставшегося в межлопаточных каналах. Для повышения производительности обработки в процессе сверления межлопаточных каналов материал удаляют сверлом в направлении течения газа в межлопаточном канале, а оси отверстий располагают приблизительно параллельно направлению течения газа в высверливаемом в заготовке межлопаточном канале. 9 з.п. ф-лы, 7 ил.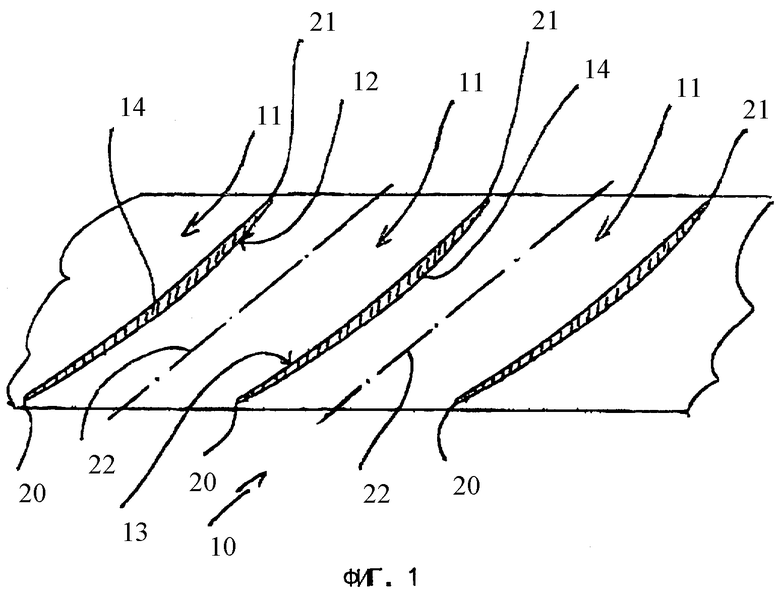
1. Способ изготовления из трудно обрабатываемых материалов компонентов газовых турбин, прежде всего турбин газотурбинных авиационных двигателей, путем выполнения в соответствующей заготовке вырезов с одной или несколькими боковыми стенками, прежде всего изготовления цельных облопаченных роторов газовых турбин, в которых сами вырезы образуют межлопаточные каналы, а их боковые стенки образуют поверхности лопаток, при котором по контурам боковых стенок и/или межлопаточных каналов определяют контуры вырезов, затем из заготовки в местах расположения межлопаточных каналов сверлением удаляют материал и после сверления места расположения межлопаточных каналов фрезеруют, окончательно удаляя материал, оставшийся в высверленных в заготовке ротора межлопаточных каналах, отличающийся тем, что в процессе сверления межлопаточных каналов материал удаляют сверлом в направлении течения газа в межлопаточном канале, а оси отверстий располагают приблизительно параллельно направлению течения газа в высверливаемом в заготовке межлопаточном канале.
2. Способ по п.1, отличающийся тем, что размеры и/или взаимное расположение отверстий и/или положение их осей определяются контуром межлопаточных каналов.
3. Способ по п.1, отличающийся тем, что сверление отверстий в заготовке ротора начинают у передних кромок боковых стенок межлопаточного канала, продолжают в направлении течения газа в высверливаемом межлопаточном канале и заканчивают у задних кромок боковых стенок межлопаточного канала.
4. Способ по любому из пп.1-3, отличающийся тем, что для каждого межлопаточного канала по контурам его боковых стенок вычисляют по меньшей мере одну среднюю линию.
5. Способ по п.4, отличающийся тем, что ось каждого высверливаемого в заготовке ротора отверстия проходит приблизительно параллельно средней линии высверливаемого в заготовке ротора межлопаточного канала, при этом сверлить каждое отверстие начинают рядом с передними кромками боковых стенок межлопаточного канала и заканчивают рядом с их задними кромками.
6. Способ по п.4, отличающийся тем, что для каждого межлопаточного канала вычисляют множество средних линий, направление которых зависит от контуров боковых стенок межлопаточного канала, которые в свою очередь зависят от их радиального расположения в пределах боковых стенок межлопаточного канала.
7. Способ по любому из пп.1-3, 5 и 6, отличающийся тем, что до сверления отверстий в направлении течения газа в высверливаемом в заготовке ротора межлопаточном канале в ней в месте расположения каждого межлопаточного канала фрезеруют технологическую поверхность, перпендикулярную направлению сверления.
8. Способ по п.1 или 2, отличающийся тем, что в процессе сверления отверстий сверло удаляет из заготовки ротора материал в направлении, перпендикулярном направлению скорости течения газа в высверливаемом в заготовке ротора межлопаточном канале, а оси просверленных отверстий расположены приблизительно перпендикулярно скорости течения газа в высверливаемом в заготовке ротора межлопаточном канале.
9. Способ по п.8, отличающийся тем, что в процессе сверления отверстий сверло перемещают в радиальном направлении от наружного диаметра ротора к его центральной части, при этом высверленные в заготовке ротора отверстия образуют в ней углубления, напоминающие по форме карманы.
10. Способ по любому из пп.1-3, 5, 6 и 9, отличающийся тем, что после сверления в заготовке ротора отверстий, образующих в ней межлопаточные каналы, места расположения этих каналов фрезеруют, удаляя из них оставшийся после сверления материал.
| Тренировочное чучело | 1974 |
|
SU548282A1 |
| Способ изготовления крыльчаток | 1990 |
|
SU1754347A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1990 |
|
RU2050228C1 |
| 0 |
|
SU160798A1 | |
| EP 1285714 A1, 26.02.2003 | |||
| ОРЛОВ М.И | |||
| Основы конструирования, кн.2 | |||
| - М.: Машиностроение, 1977, с.146, рис.163в. | |||

